


Sa larangan ng paggawa at pagkukumpuni ng alahas, ang mga tradisyonal na paraan ng pag-weld ay madalas na humaharap sa mga hamon tulad ng labis na epekto ng init, napapansinang pagbabago ng hugis, magaspang na mga punto ng pag-weld, at mababang kahusayan. Ang aming espesyalisadong laser welding machine para sa alahas, gayunpaman, ay gumagamit ng mataas na presisyong pulsed laser technology upang magbigay ng mga solusyon sa pag-weld na may antas ng propesyonal—para sa mga mahalagang metal tulad ng ginto, pilak, platina, at mga alloy ng titanium. Ito ay nagbibigay-daan sa mga artisano ng alahas na maisagawa nang madali ang mga kumplikadong kumpuni, paglalagay ng mga bato, pagpapanumbalik, at mga orihinal na disenyo. Laser Welding Machine para sa Alahas—Pinapaganda ang eksaktong kasanayan, binibigyan ng kapangyarihan ang mga artisano ng mas mataas na kahusayan!
Mga Makina sa Laser Welding ng Alahas: Isang Rebolusyonaryong Kasangkapan para sa Kagalangang Kagandahan, Nagbubukas ng Bagong Panahon ng Kagalingan sa Panggagawa ng Alahas
Sa larangan ng paggawa at pagkukumpuni ng alahas, ang mga tradisyonal na pamamaraan ng pag-weld ay matagal nang nagdudulot ng mga hamon para sa mga artisan—na kadalasang may malawak na heat-affected zones, madaling mag-deform, at magaspang na mga punto ng weld. Ang laser welding machine para sa alahas, na batay sa pangunahing teknolohiyang pulsed laser na may mataas na kahusayan, ay nag-aalok ng isang hindi nakapipinsalang at lubos na epektibong solusyon sa pag-weld ng mga mahalagang metal tulad ng ginto, pilak, platina, at mga alloy ng titanium. Dahil dito, naging karaniwang kagamitan na ito sa buong industriya ng alahas sa buong mundo—from maliit na workshop ng mga artisan hanggang sa malalaking pasilidad ng produksyon. Ang teknolohiyang ito ay hindi lamang sumasalamin sa ika-100 taong ebolusyon ng laser welding kundi nangunguna rin sa isang makabuluhang hakbang patungo sa mas matalino, personalisado, at pangmatagalang produksyon ng alahas.
Pagsasalaysay ng Ebolusyon: Mula sa Pananaliksik sa Laboratorio hanggang sa Galing ng mga Artisan
Ang teknolohiyang pang-welding na gumagamit ng laser ay nagsimula noong panahon ng pagkakaimbento ng laser noong 1960s. Pagkatapos ng pagkakaimbento ng unang laser ng mga siyentipiko sa Amerika noong 1960, nagsimula ang eksperimental na laser welding noong 1962, at natapos sa unang matagumpay na demonstrasyon ng industriyal na aplikasyon noong 1967. Simula noong 1970s, unti-unting pumasok ang laser welding sa larangan ng presisyong pagmamanupaktura, kung saan ito ay mabilis na kumalat—lalo na sa sektor ng alahas. Ang mga proseso na orihinal na inunlad para sa mataas na halagang presisyong welding sa mga aplikasyon sa medisina at aerospace ay ipinakilala rin sa produksyon ng alahas, na nagdulot ng malalim na pagbabago sa mga limitasyong likas sa tradisyonal na mga teknik ng welding na gumagamit ng apoy. Sa simula ng ika-21 siglo, dahil sa mga napakalaking pag-unlad sa waveform control at teknolohiya ng energy feedback ng YAG laser, ang mga Tsinoong kompanya—tulad ng Han's Laser at HGTECH—ang nanguna sa lokal na inobasyon, na nagpalit sa mga kagamitang ito mula sa mahal na imported na luho patungo sa mga kagamitang madaling ma-access ng lahat. Ngayon, matapos ng higit sa anim na dekada ng paulit-ulit na pagpapabuti, ang teknolohiyang ito ay umusad mula sa isang "high-tech, cutting-edge" na kuryosidad sa laboratorio tungo sa isang hindi maiiwasang "pang-araw-araw na kasangkapan" sa mga workshop ng alahas. Ang pandaigdigang merkado para sa mga laser spot welding machine para sa alahas ay umabot sa halagang $400 milyon noong 2026; inaasahan na lalampas ito sa $660 milyon noong 2035, na nagpapakita ng compound annual growth rate (CAGR) na 5.6%.
Detalyadong paglalarawan:
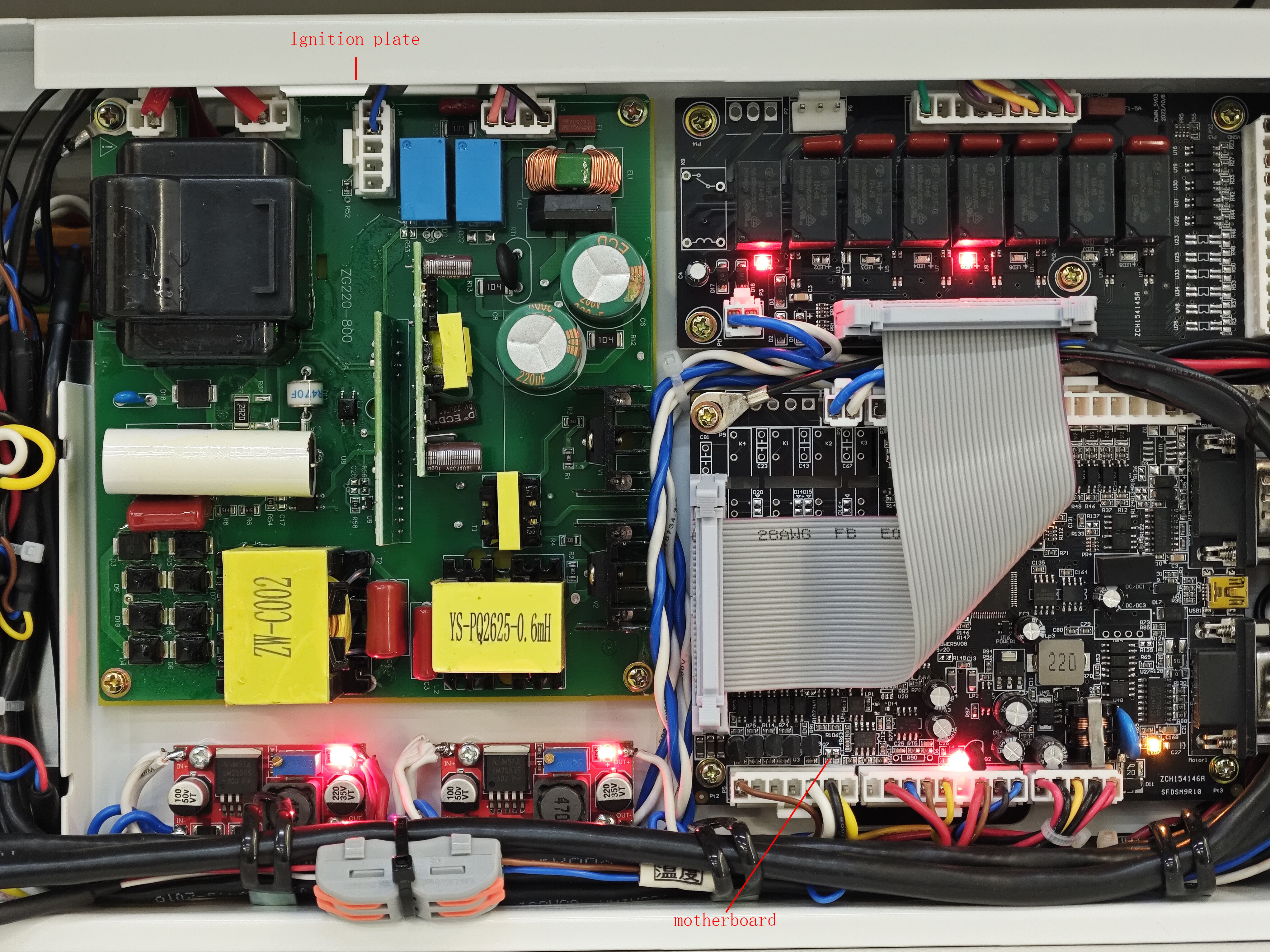
Laser Power Supply
Nagbibigay ng kuryente sa xenon lamp (kabilang ang screen para sa pag-aadjust ng mga parameter, pangunahing control board, at ignition board).
Sistema ng Paglamig
Nagpapalabas ng init mula sa laser cavity (kabilang ang water tank, heat sink, bintilador, switch ng daloy ng tubig, pump para sa pagkuha ng tubig, pump para sa sirkulasyon, at switch ng antas ng tubig).
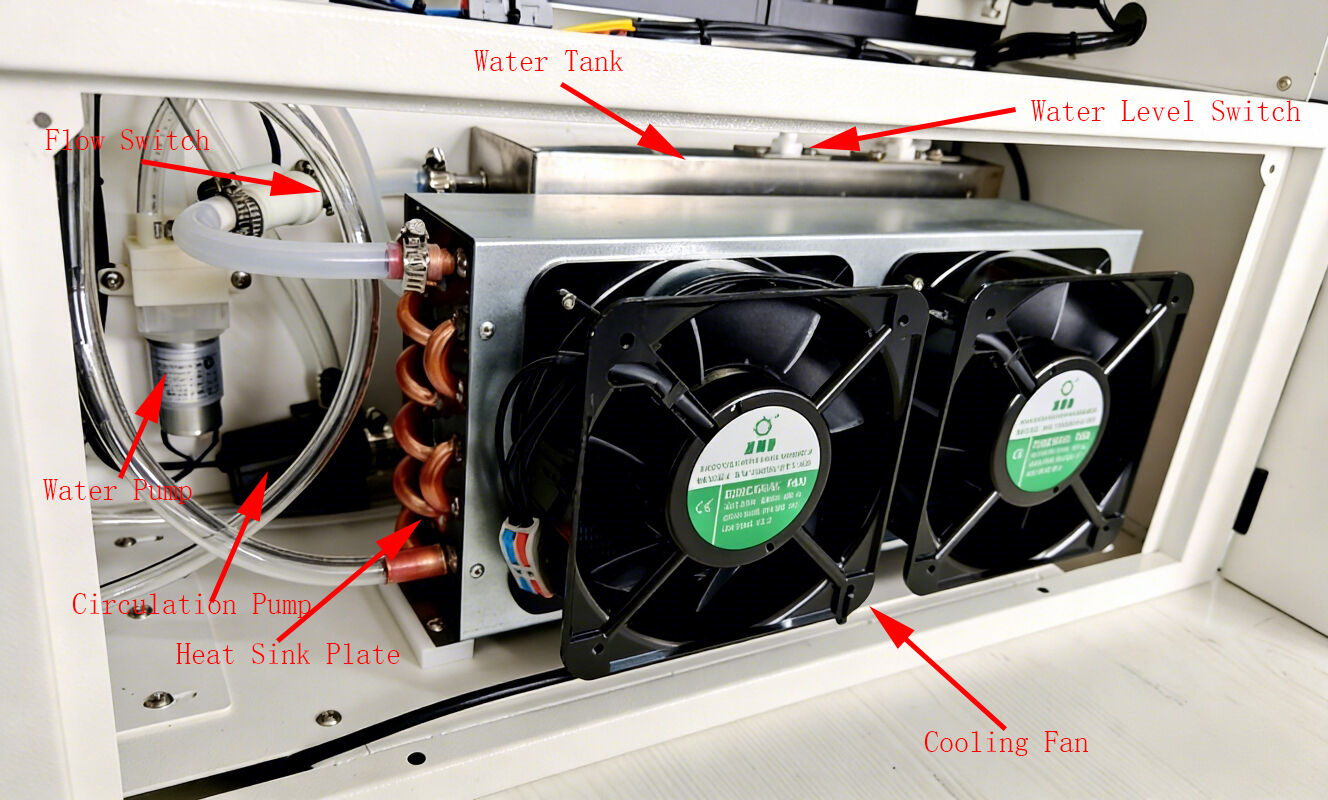
Ang pagpindot sa pindutan ng pagpuno ng tubig ay nagpapagana ng bomba ng tubig, na kumukuha ng tubig mula sa labas na timba papasok sa panloob na tangke ng tubig. Ang bomba ay awtomatikong tumitigil kapag puno na ang tangke (nagtatagal ito ng humigit-kumulang isang minuto at nagdadala ng humigit-kumulang 4 litro ng tubig; mangyaring gamitin ang destiladong o industriyalmente napapalinis na tubig). Ang pindutan ay bumabalik sa orihinal nitong posisyon na nakaangat. Kapag may tubig na sa tangke, ang bomba ng sirkulasyon ay nagpapagana, na kumukuha ng tubig mula sa tangke papasok sa kavidad ng laser. Pumapasok ang malamig na tubig sa kavidad ng laser, samantalang lumalabas ang mainit na tubig papunta sa plato ng heat sink. Ang kipan ng pagpalamig ay nagpapagana sa 25°C upang palamigin ang tubig sa loob ng plato ng heat sink, kung saan ang tubig ay dumaan sa flow switch bago bumalik sa tangke.
Optical System
Paggawa ng Laser (Kabuuang Reflectors, Bahagyang Reflectors, Kristal, Xenon Lamp, Kavidad ng Laser, Beam Expander, 45-Degree Reflectors, Focusing Lens)
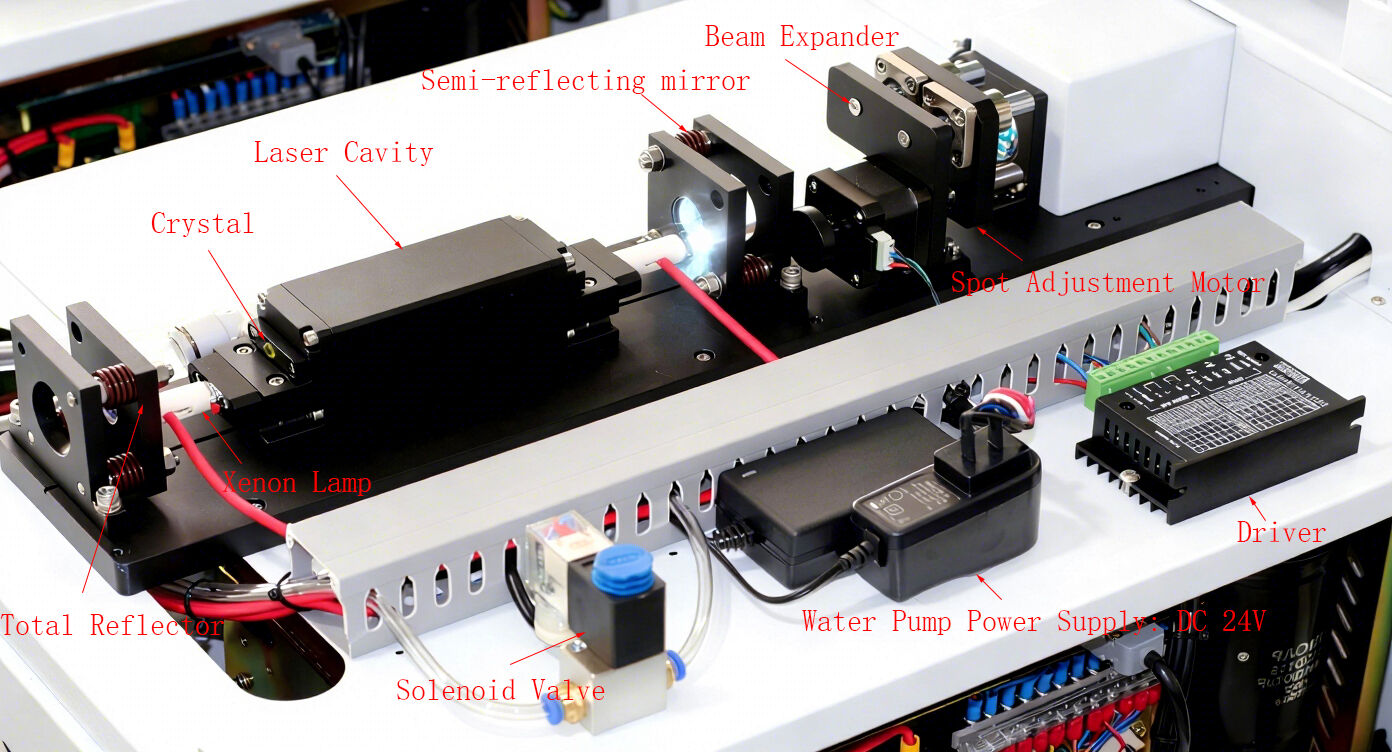
Binocular na eyepiece, 10x na magnification, na may reticle sa kanang eyepiece (magagamit din ang 15x na magnification).

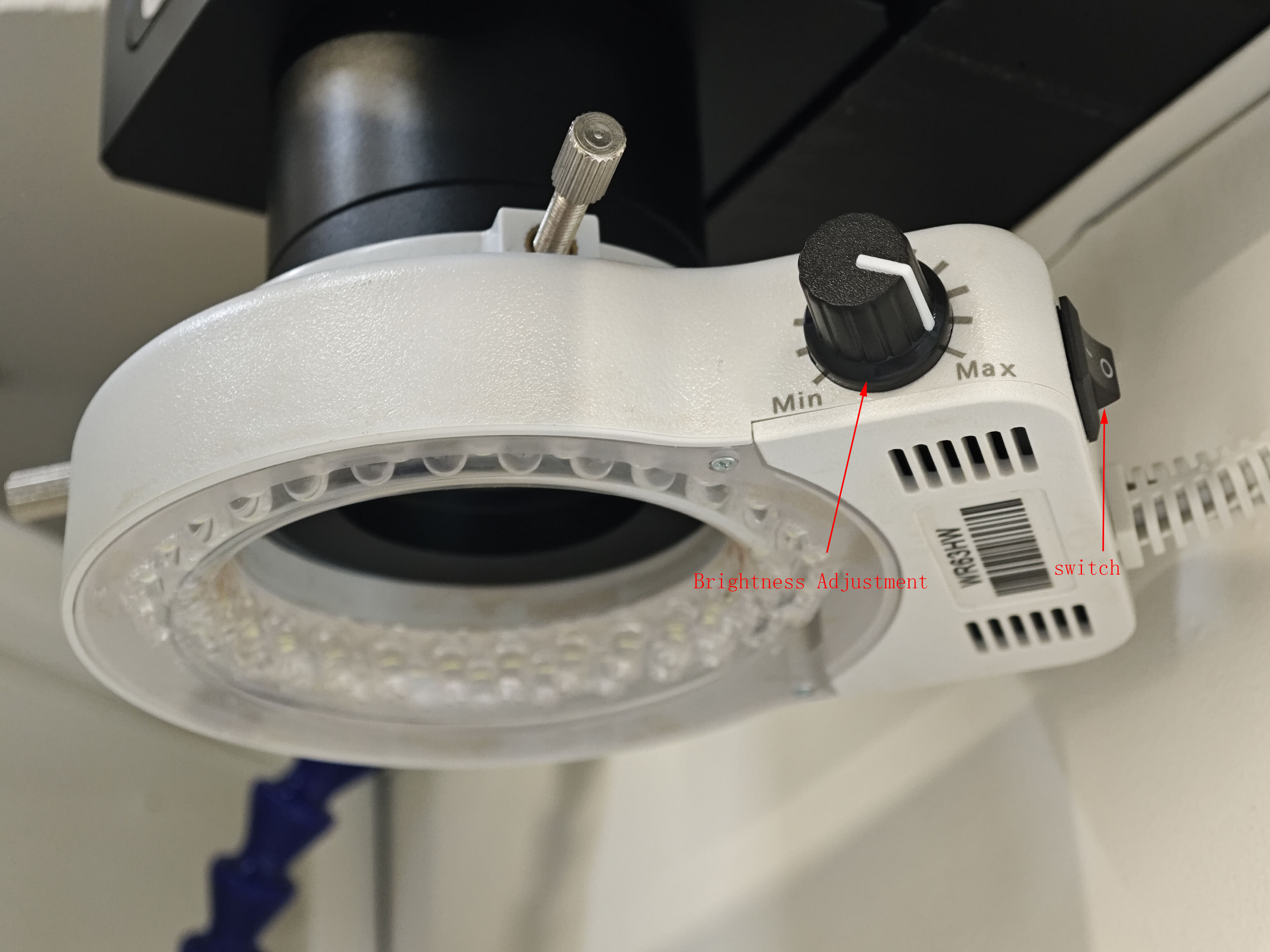
LED na Panloob na Ilaw
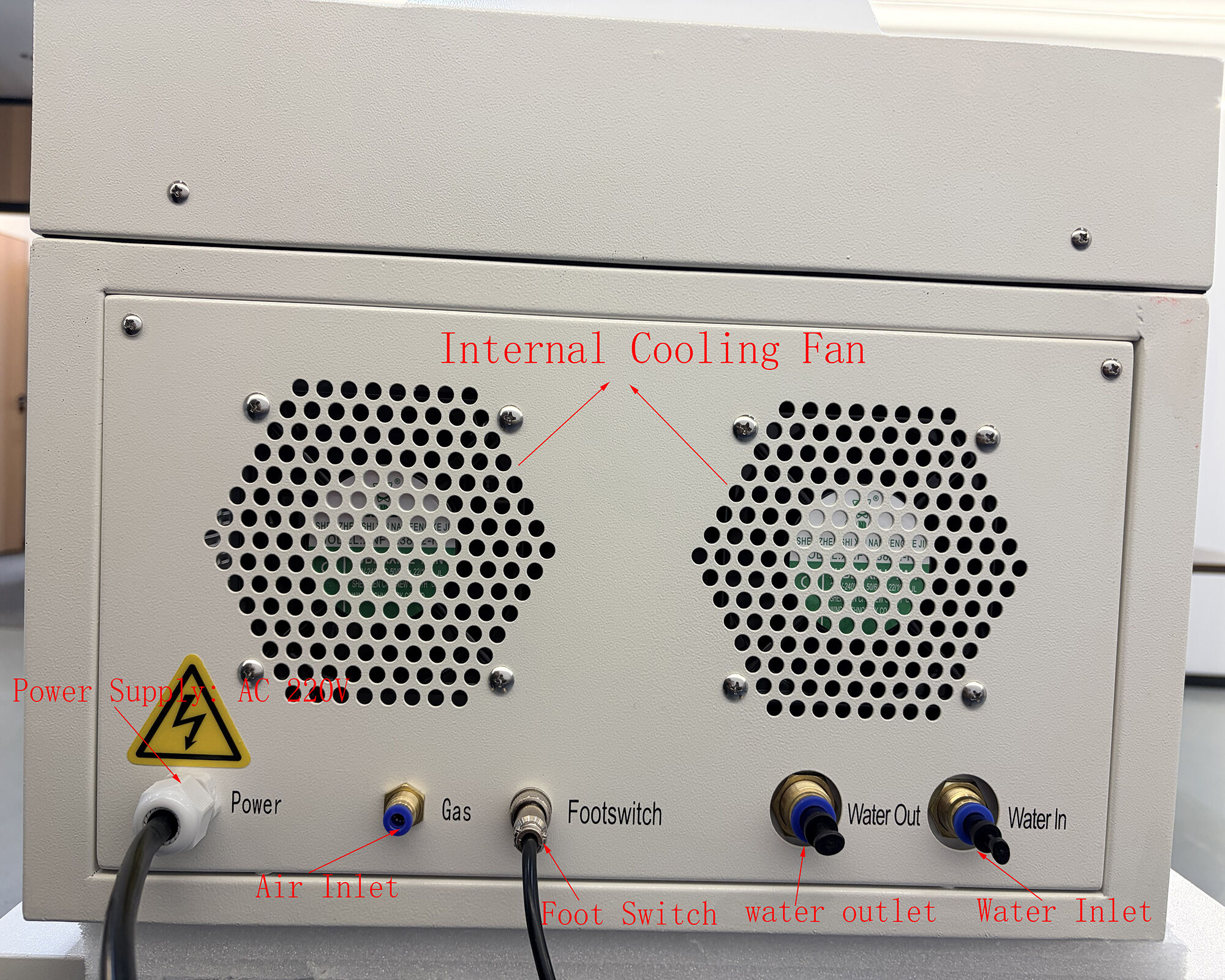
Pangkalahatang Paglalarawan ng mga Function ng Likod na Panel
Sumusuporta sa maramihang mga wika

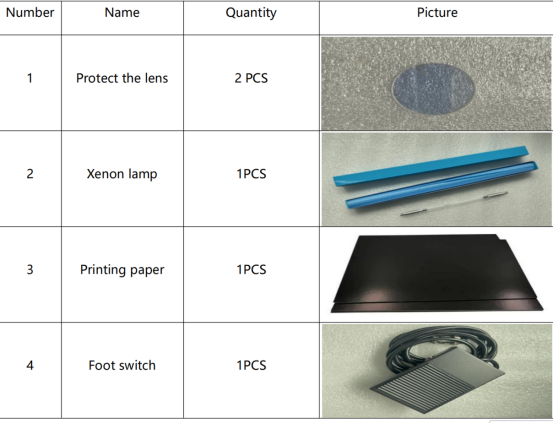
Karaniwang Kagamitan
Parameter ng Produkto :
Modelo ng Makina |
HS -J E20 0w |
Pinakamataas na lakas ng laser |
200W |
Uri ng Laser |
YAG |
Buluhan ng Laser |
1064N m |
Pangkontrol ng kapasidad |
1--100% |
Pulso pang-regulasyon ng lapad |
0.1--20MS |
Dalas ng pag-weld gamit ang laser |
1-50H Z |
Pinakamalaking enerhiya ng isang pulse |
100J |
Mikroskopyo |
10x |
Kawalan ng katatagan ng enerhiya |
<2% |
Pag-iba ng Balbula |
≤8 mrad |
Lapad ng pagsasalansan |
0.4—3 mm |
Pagsasalot ng focal length |
F=110mm |
Oras ng patuloy na paggawa |
16 na oras |
Ingay |
≤60dB |
Temperatura ng trabaho |
55°F (13°C)– 95°F ( 35°C) |
Paggawa ng kahalumigmigan |
5%-75% |
Ulap ng langis |
≤15 mg/m³ |
CCD |
720P CCD na 7 pulgada (may krus) |
Kailangan ng Kagamitan |
AC22 0 V ±10% 50H Z/60Hz |
Kapangyarihan ng Input sa Loob |
3KW |
Wika |
Tsino, Ingles, Koreano (Maaaring i-customize) |
Net sukat at Timbang |
800*500*550mm 65Kg |
Sukat at timbang ng pakeje |
930*710*620mm 85Kg |
Mga Bagay na Dapat Bigyang-Pansin:
1. Una sa lahat, kumpirmahin na ang solong boltahe ng paggana ng makina ay AC220V at ang kasalukuyang daloy ng air switch ay 15–25A. Ang ground wire ay dapat nang maayos na mai-install.
2. Ang temperatura ng kapaligiran kung saan gagana ang makina ay dapat nasa pagitan ng 10–35 degree Celsius, na sumasalop sa kinakailangang antas ng kahalumigan at konsentrasyon ng alikabok sa hangin para sa makina.
3. Ang makina ay nangangailangan ng malinis na tubig o deionized water, at ito ay dapat palitan nang regular ( kahit hindi ginagamit ). Ang karaniwang siklo ng pagpapalit ay hindi lalampas sa tatlong buwan, at inirerekomenda ang pagpapalit bawat isang buwan.
4.May mataas na boltahe na suplay ng kuryente sa loob ng makina, kaya kailangang buhain at subukan ito sa ilalim ng gabay ng aming mga teknikal na tauhan.
5. Pagkatapos palitan ang xenon na lampara, kailangan i-adjust ang lugar ng liwanag. Mangyaring makipag-ugnayan sa aming mga teknikal na tauhan para sa tiyak na pamamaraan.
6.Kapag gumagana nang normal ang makina, siguraduhin ang mabuting bentilasyon at pagkalat ng init, at huwag harangan ang port ng pagkalat ng init at port ng bentilasyon ng makina.
Instalasyon at Paggamit:
1.Ikonekta ang kable ng kuryente ng makina sa panlabas na suplay ng kuryente, tiyaking ang solong boltahe ng paggana ay AC220V, ang kasalukuyang daloy ng air switch ay 15–25A, at ang ground wire ay dapat maayos na nakainstala.
2.Ikonekta ang isang dulo ng tubo ng tubig sa pinto ng pagpupuno at ang kabilang dulo sa tubig. Kailangan punuan ng makina ang malinis o deionized na tubig at palitan nang regular ( kahit hindi ginagamit )

3.Hilaan ang switch ng emergency stop
4. Pagkatapos i-on nang normal ang makina, ang screen ng operasyon at ang ilaw ay magsisindi, ang refriyerator at ang bintilador ng makina ay magsisikat, at maririnig ang tunog
5. Pindutin ang switch na "Magdagdag ng Tubig" upang pasimulan ang bomba. Kapag puno na ang tangke, titigil nang awtomatiko ang bomba sa pagpapadala ng tubig at pindutin ang switch upang isaksak ang rubber plug sa butas ng pagpapalit ng tubig

6. I-konekta ang pedal switch sa port ng makina.


7. Maaaring kaganihan ang butas ng pagpapalit ng tubig ng gas na argon ayon sa mga kinakailangan ng proseso ng pag-weld, at maaari itong hindi mai-install kung hindi kinakailangan. Kung hindi ito mai-install, ang lugar ng pag-weld ng produkto ay magiging dilaw at itim, na hindi nakaaapekto sa kalidad ng pag-weld. Mayroon ang makina ng awtomatikong pagpapahinga (blowing) function sa loob nito

Operasyon ng Pag-weld:
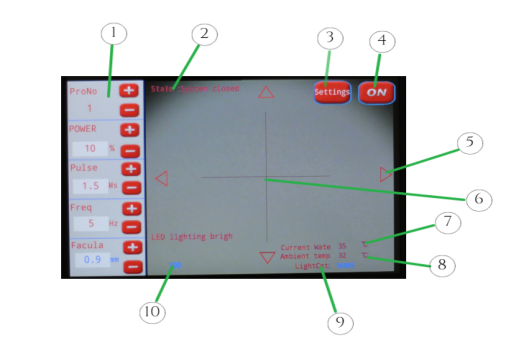
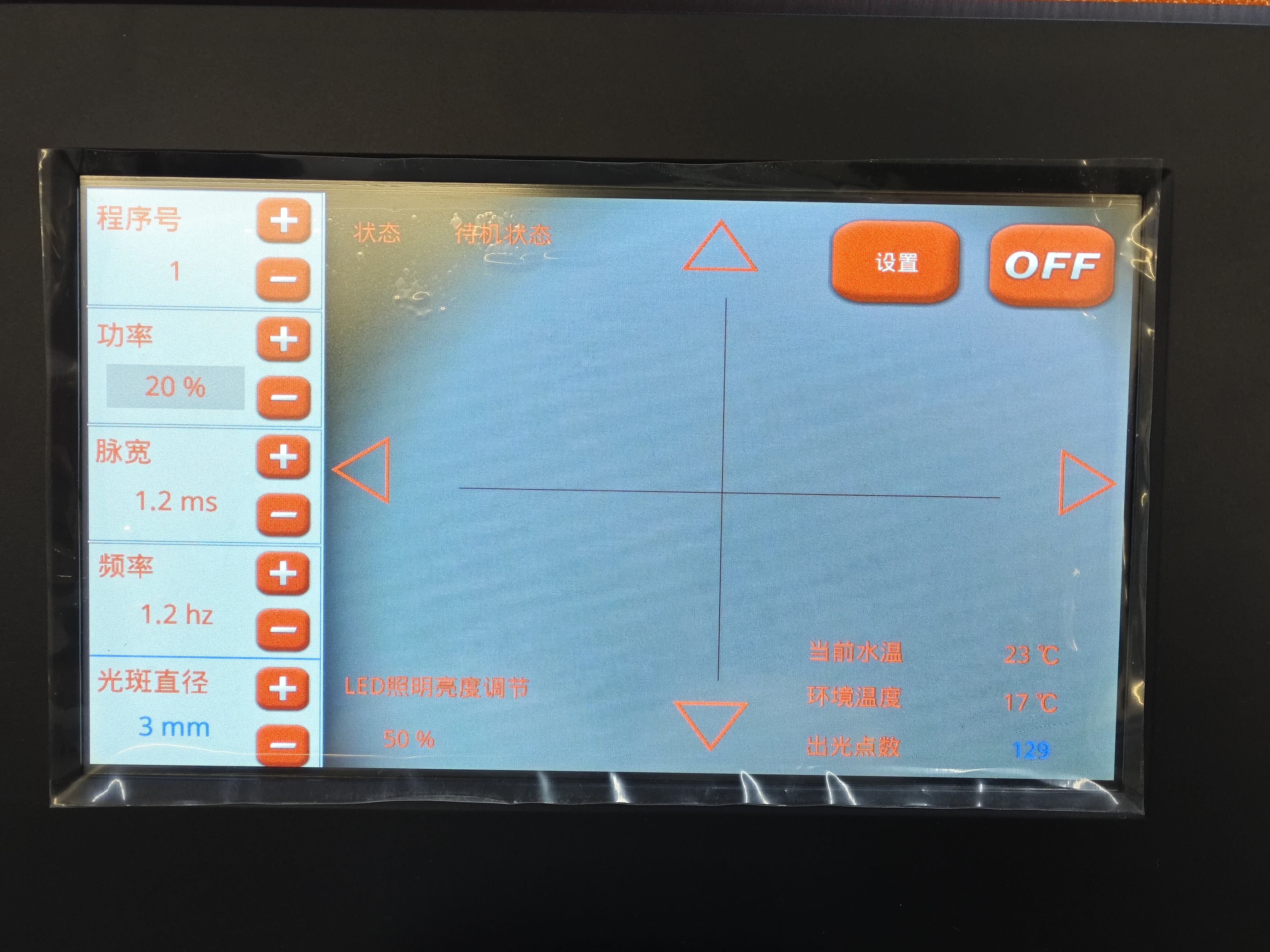
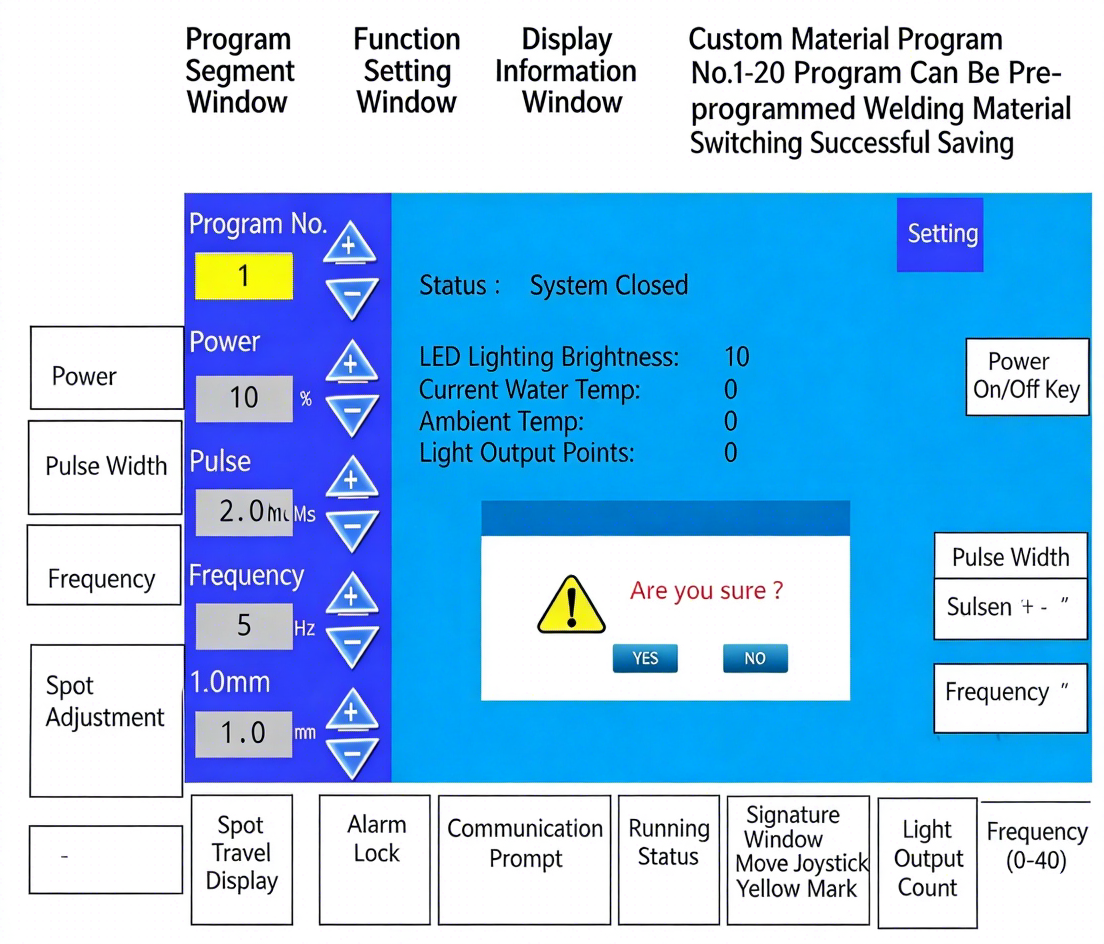
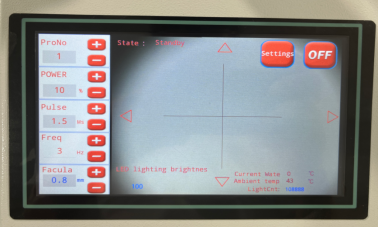
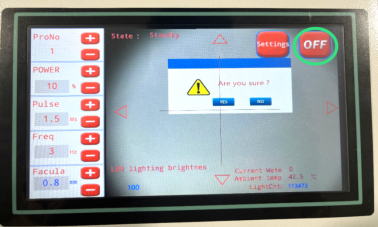
1. Introduksyon sa mga function ng interface
| Item | Tanda |
| 1 | Display ng napiling programa at ng mga parameter |
| 2 | Display ng estado ng pagpapagana ng makina |
| 3 | Pag-set at paggamit ng mga internal na parameter sa loob ng makina |
| 4 | Button ng switch para sa pag-on at pag-off ng kuryente |
| 5 | Apat na direksyonal na mga key, ayusin ang punto ng pag-welding na hindi nasa sentro ng krus na linya |
| 6 | Sentrong punto ng krus na linya |
| 7 | Aktwal na ipinapakita ang temperatura ng tangke |
| 8 | Ipina-papakita ang temperatura sa loob ng makina |
| 9 | Bilang ng mga output ng xenon lamp |
| 10 | Pagsasaayos ng liwanag ng ilaw |
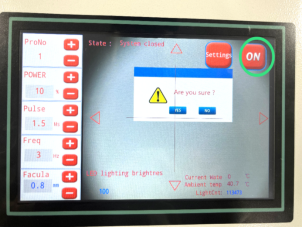
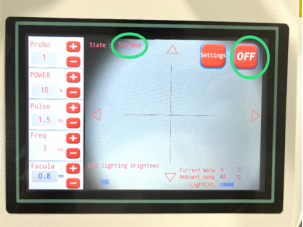
2. I-click ang "ON" sa screen upang simulan ang loob ng makina. Pagkatapos ng humigit-kumulang 60 segundo, ang makina ay nagsisimula nang normal. Palitan ang "ON" ng "OFF" at ang estado ay ipinapakita bilang standby. Maaaring i-adjust ang mga parameter ng pag-welding
3. Simulan ang pedal switch at ang laser ay lalabas mula sa welding head
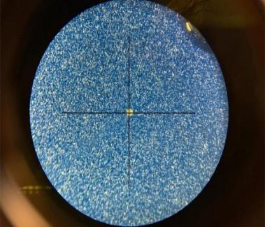
4. Obserbahan ang pinakamalinaw na bahagi ng mikroskopyo gamit ang parehong mata. May krus na linya sa kanang eyepiece, at ang punto ng pag-solder ay nasa sentro ng krus na linya. Maaari rin obserbahan ang krus na linya sa screen


5. Ang cross lever ay ina-adjust sa apat na direksyon: pataas, pababa, pakaliwa, at pakanan upang i-adjust ang mga parameter ng pag-welding
6. Ayusin ang switch ng katinuan ng ilaw na pang-ilaw
Pamamaraan ng Pagpapahinto:
1. Kapag natapos na ang gawain at kailangan ninyong i-off ang kagamitan, i-click ang "OFF" sa screen at sundin ang mga tagubilin. Tinatagal ito ng humigit-kumulang sa 5 segundo.
2. Pagkatapos ay pindutin ang switch ng emergency stop. Ang screen ng operasyon ay mag-o-off.
3. Unplug ang plug ng kuryente at i-disconnect ang kagamitan mula sa power supply.
Karaniwang Paggawa ng Pana-panahong Pananatili:
1. Panatilihing malinis at maayos ang kagamitan, at gamitin ito sa isang angkop na kapaligiran. Kinakailangan ang pang-araw-araw na paglilinis sa panlabas na ibabaw ng kagamitan, sa mikroskopyo, at sa mga vent ng paglamig (upang alisin ang alikabok at mga kalat-kalat).
2. Huwag ipasakal ang kagamitan sa anumang panlabas na impact mula sa mabibigat na bagay, pag-compress, o pag-stack.
3. Palitan ang tubig na pangpalamig isang beses sa isang buwan. Kahit hindi ginagamit ang makina, kailangan pa rin palitan ang tubig dahil madaling mapinsala o mabulok ito.
4. Linisin ang protektibong lens araw-araw, o palitan ito bawat 2 hanggang 6 na buwan.
5. Suriin at i-calibrate ang pagkakalinya sa pagitan ng mikroskopyo at sentro ng crosshair ng CCD. Ang prosedura ng calibration ay ang mga sumusunod:
① Una, tiyaking naka-on na nang maayos ang makina. Ilagay ang gawaing bahagi sa loob ng field of view ng sistema ng obserbasyon. Pabagalang i-adjust ang focus upang makamit ang pinakamalinaw na imahe, i-align ang crosshair sa ninanais na punto ng pag-weld, at pindutin nang mahina ang foot switch upang simulan ang output ng laser at isagawa ang pag-weld.
② Kung ang laser na tuldok ay hindi lumilitaw sa eksaktong sentro ng crosshair cursor habang nasa malinaw na focus ang view ng CCD camera, maaari mong i-adjust ang posisyon ng crosshair cursor. Para gawin ito, i-click ang gitna ng anumang apat na gilid ng screen upang ilipat ang posisyon ng cursor, kaya't maisasentro ang ninanais na punto ng pagweld sa loob ng cursor.
6. Palitan ang xenon lamp ayon sa pangangailangan, depende sa dalas ng paggamit. Pagkatapos palitan ang xenon lamp, gamitin ang photosensitive paper upang i-adjust at i-align ang laser na tuldok. Para sa detalyadong instruksyon tungkol sa prosesong ito, mangyaring kumonsulta sa teknikal na tauhan ng kumpanya at humiling ng video na instruksyon.
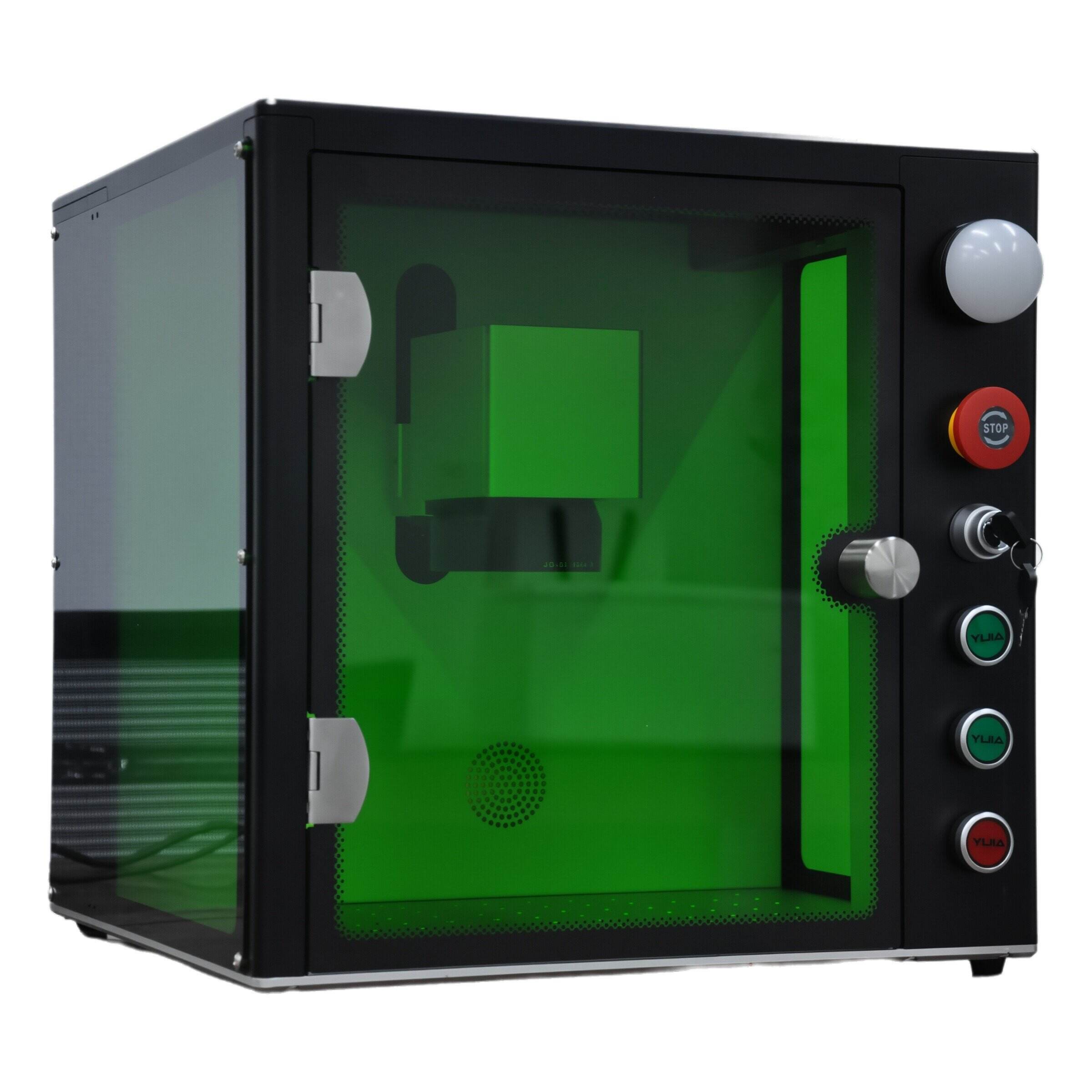
Bilang ng mga Produkto: Maliit na nakasara na marking machine
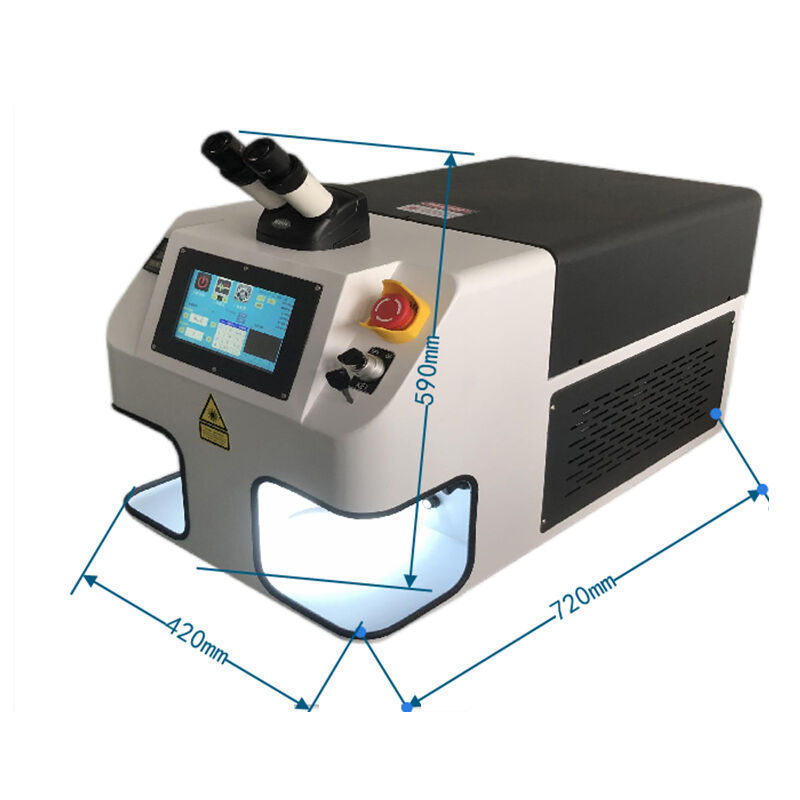
Bilang ng mga Produkto: Laser welding machine na nakatambak sa desk
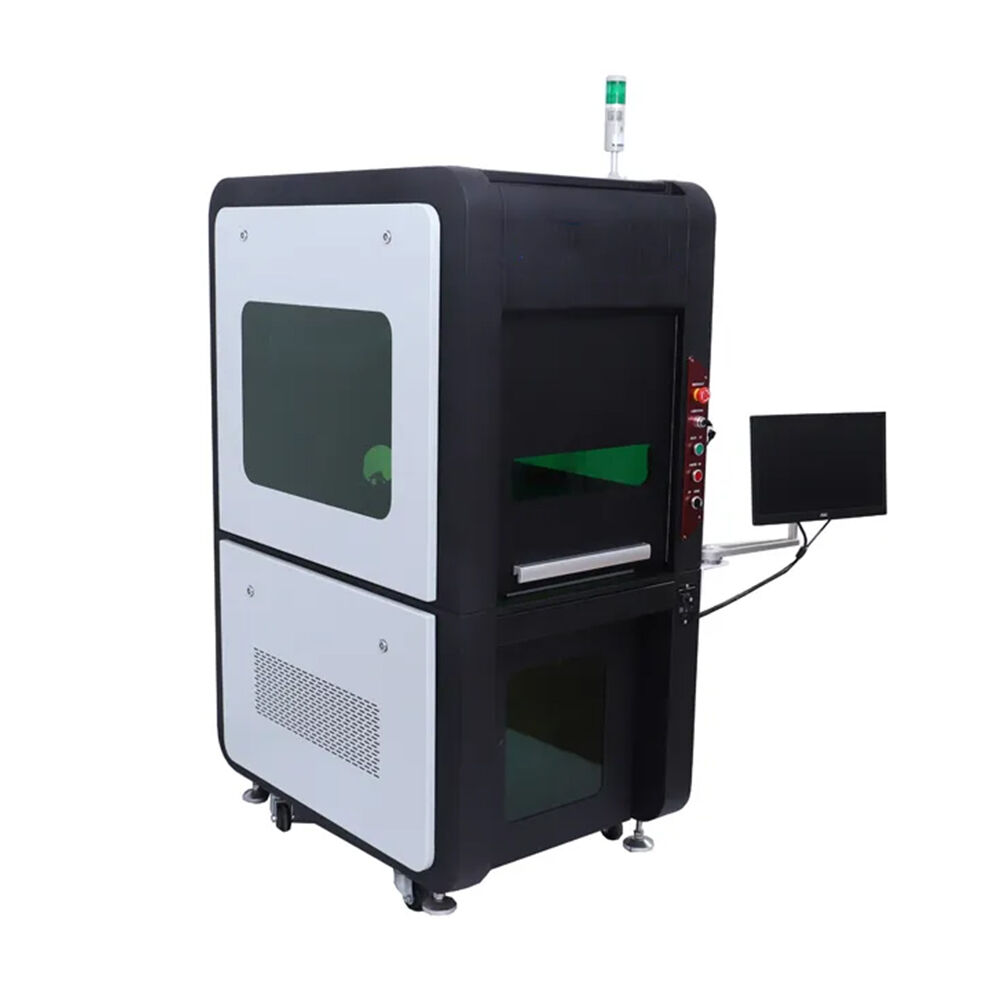
Bilang ng mga Produkto: Buong nakasara na marking machine

Bilang ng mga Produkto: Makinang pangmamarka ng fiber optic laser

Bilang ng mga Produkto: Handheld Laser Welding Machine

Bilang ng mga Produkto: Pangkamay na makinang engraving ng stainless steel fiber laser




