


In de sieradenindustrie voor productie en reparatie worden traditionele lasmethoden vaak geconfronteerd met uitdagingen zoals te veel warmte-impact, zichtbare vervorming, ruwe laspunten en lage efficiëntie. Onze gespecialiseerde laserlasmachine voor sieraden maakt echter gebruik van hoogprecieze gepulste lasertechnologie om professionele lasoplossingen te bieden voor edele metalen – waaronder goud, zilver, platina en titaniumlegeringen. Hiermee kunnen sieradenmakers moeiteloos complexe reparaties uitvoeren, edelstenen zetten, restauraties uitvoeren en innovatieve ontwerpen realiseren. Laserlasmachine voor sieraden – perfectie in fijne vakmanschap, en meer efficiëntie voor ambachtslieden!
Laserlasapparaten voor sieraden: Een revolutionaire tool voor precisiehandwerk, die een nieuw tijdperk in ambachtelijke uitmuntendheid inluidt
In het gebied van sieradenproductie en -reparatie hebben traditionele lasmethoden al lang uitdagingen gevormd voor ambachtslieden—vaak gekenmerkt door aanzienlijke warmtebeïnvloede zones, gevoeligheid voor vervorming en ruwe laspunten. De lasersoldeermachine voor sieraden, gebaseerd op kerngebaseerde hoogprecieze gepulste lasertechnologie, biedt een niet-destructieve en zeer efficiënte soldeertechniek voor edele metalen zoals goud, zilver, platina en titaniumlegeringen. Deze machine is inmiddels standaardapparatuur geworden in de wereldwijde sieradenindustrie, van kleine ambachtelijke werkplaatsen tot grote productiefaciliteiten. Deze technologie belichaamt niet alleen de eeuwenlange evolutie van lasersolderen, maar leidt ook een transformatieve sprong naar intelligentie, personalisatie en duurzaamheid in de sieradenproductie.
Evolutionaire reis: Van laboratoriumonderzoek naar ambachtelijke meesterschap
De laslassechnologie vindt haar oorsprong in de ontwikkeling van de laser in de jaren 1960. Na de uitvinding van de eerste laser door Amerikaanse wetenschappers in 1960 begonnen experimentele lasproeven met behulp van lasers in 1962, wat in 1967 culmineerde in de eerste succesvolle demonstratie van een industriële toepassing. Vanaf de jaren 1970 drong de laslassechnologie geleidelijk door in het gebied van precisieproductie en kreeg zij snel aanhang — met name in de sieradenindustrie. Processen die oorspronkelijk waren ontwikkeld voor hoogwaardige precisielaswerkzaamheden in medische en lucht- en ruimtevaarttoepassingen, werden later overgenomen in de productie van sieraden, waardoor de inherente beperkingen van traditionele, op vlam gebaseerde lasmethoden fundamenteel werden overwonnen. In het begin van de 21e eeuw, gedreven door baanbrekende ontwikkelingen op het gebied van golfvormregeling en energieterugkoppeling bij YAG-lasers, leidden Chinese bedrijven — zoals Han's Laser en HGTECH — lokale innovatie aan en transformeerden deze apparaten van dure, geïmporteerde luxeartikelen tot wijdverspreid toegankelijke hulpmiddelen. Vandaag de dag, na meer dan zes decennia van iteratieve verfijning, is deze technologie geëvolueerd van een ‘hoogtechnologische, geavanceerde’ laboratoriumcuriositeit tot een onmisbare ‘alledaagse tool’ in sieradenworkshops. De wereldwijde markt voor sieradenlasapparatuur met laserspotlassen had in 2026 een waarde van 400 miljoen dollar; naar verwachting zal deze waarde in 2035 meer dan 660 miljoen dollar bedragen, wat neerkomt op een samengestelde jaarlijkse groeivoet (CAGR) van 5,6%.
Gedetailleerde beschrijving:
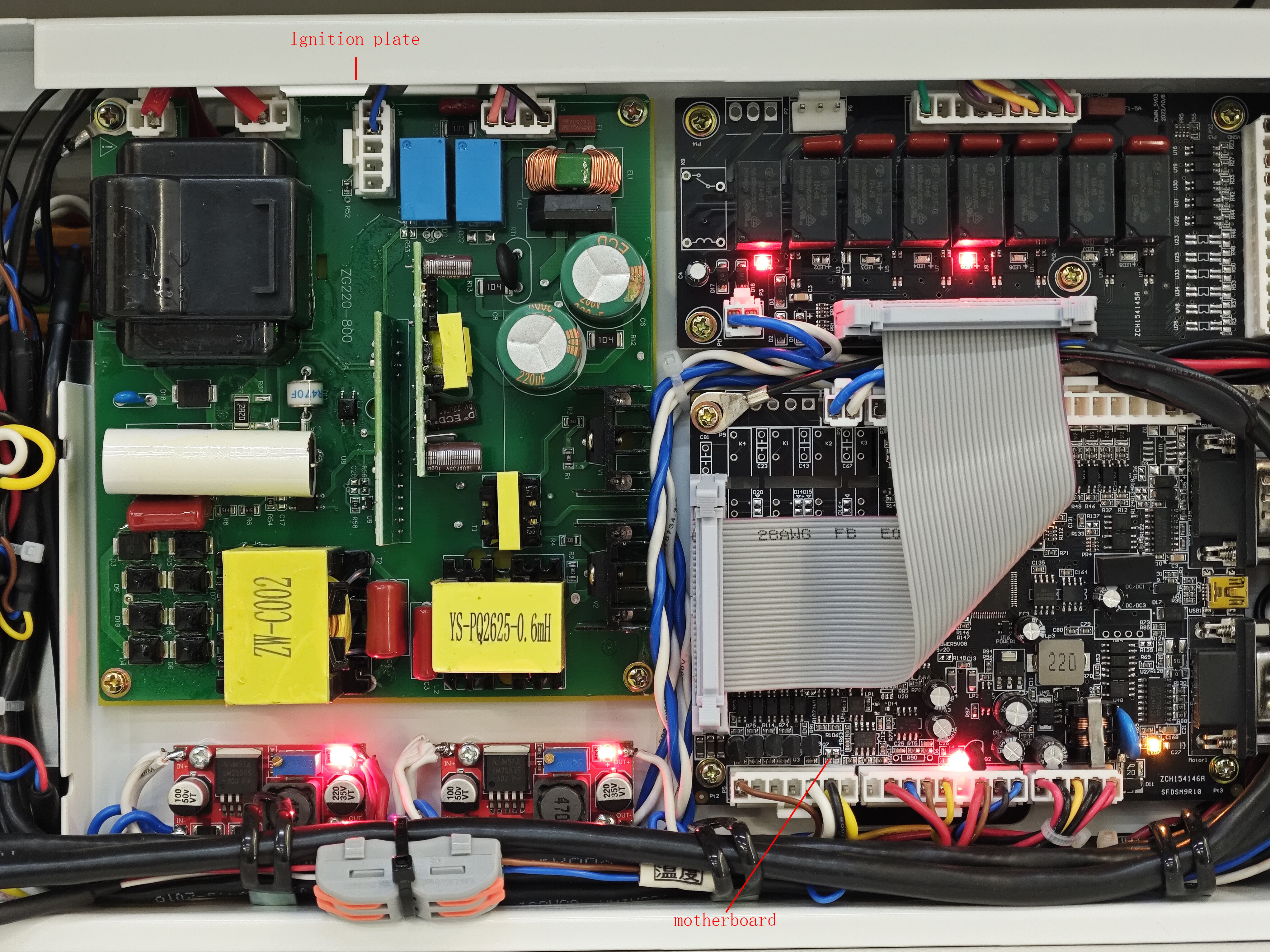
Laservoeding
Voert elektrische energie aan de xenonlamp (bevat een scherm voor parameteraanpassing, hoofdprintplaat en ontstekingsprintplaat).
Koelstelsel
Voert warmte af van de laserholte (bevat watertank, koellichaam, ventilator, waterstroomschakelaar, watertoegangspomp, circulatiepomp en waterpeilschakelaar).
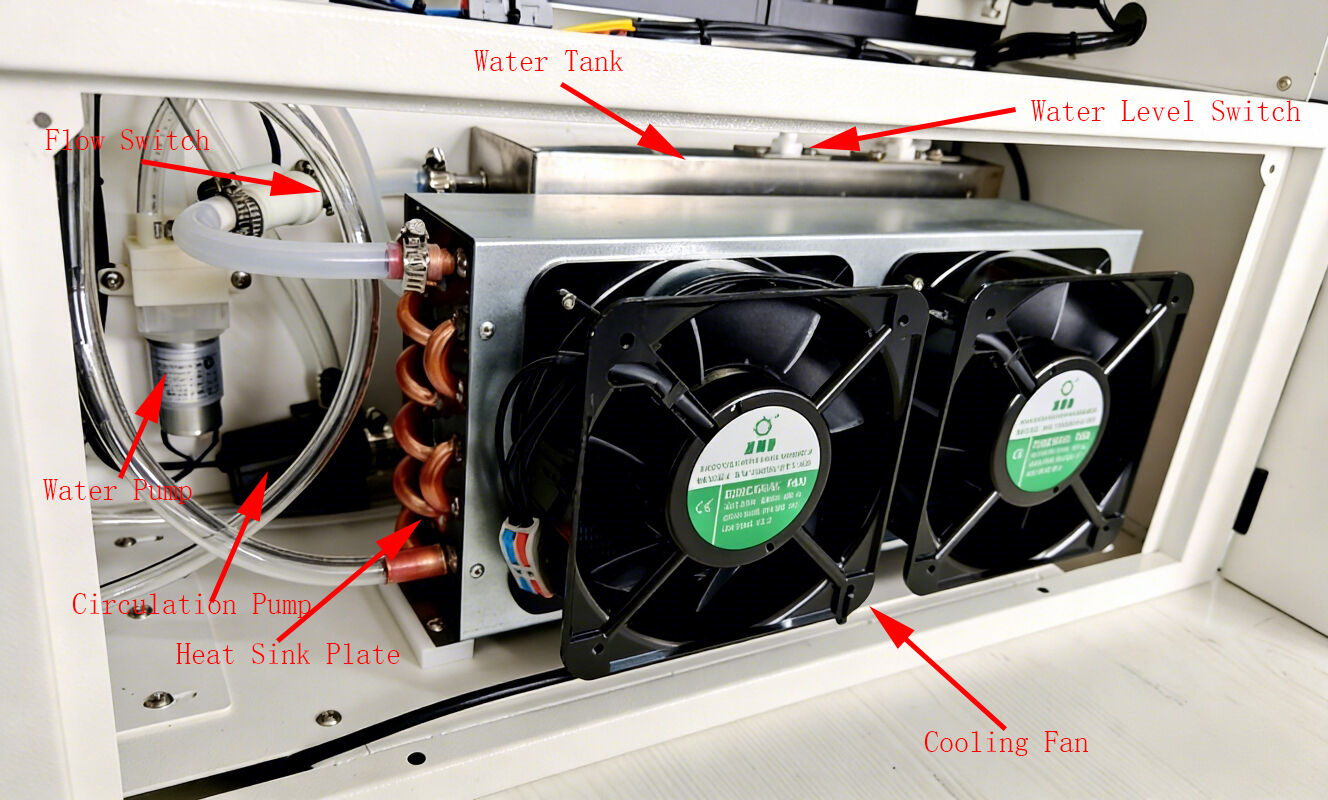
Het indrukken van de knop voor het vullen met water activeert de watertoevoerpomp, waardoor water uit de externe emmer in de interne watertank wordt gezogen. De pomp schakelt automatisch uit zodra de tank vol is (dit proces duurt ongeveer één minuut en transporteert ongeveer 4 liter water; gebruik alstublieft gedestilleerd of industrieel gezuiverd water). De knop keert vervolgens terug naar zijn verhoogde positie. Zodra er water in de tank aanwezig is, activeert de circulatiepomp en zuigt water uit de tank naar de laserholte. Koud water stroomt de laserholte binnen, terwijl verwarmd water naar de warmteafvoerplaat stroomt. De koelventilator wordt geactiveerd bij 25 °C om het water in de warmteafvoerplaat te koelen, waarna het water via een stroomschakelaar terugkeert naar de tank.
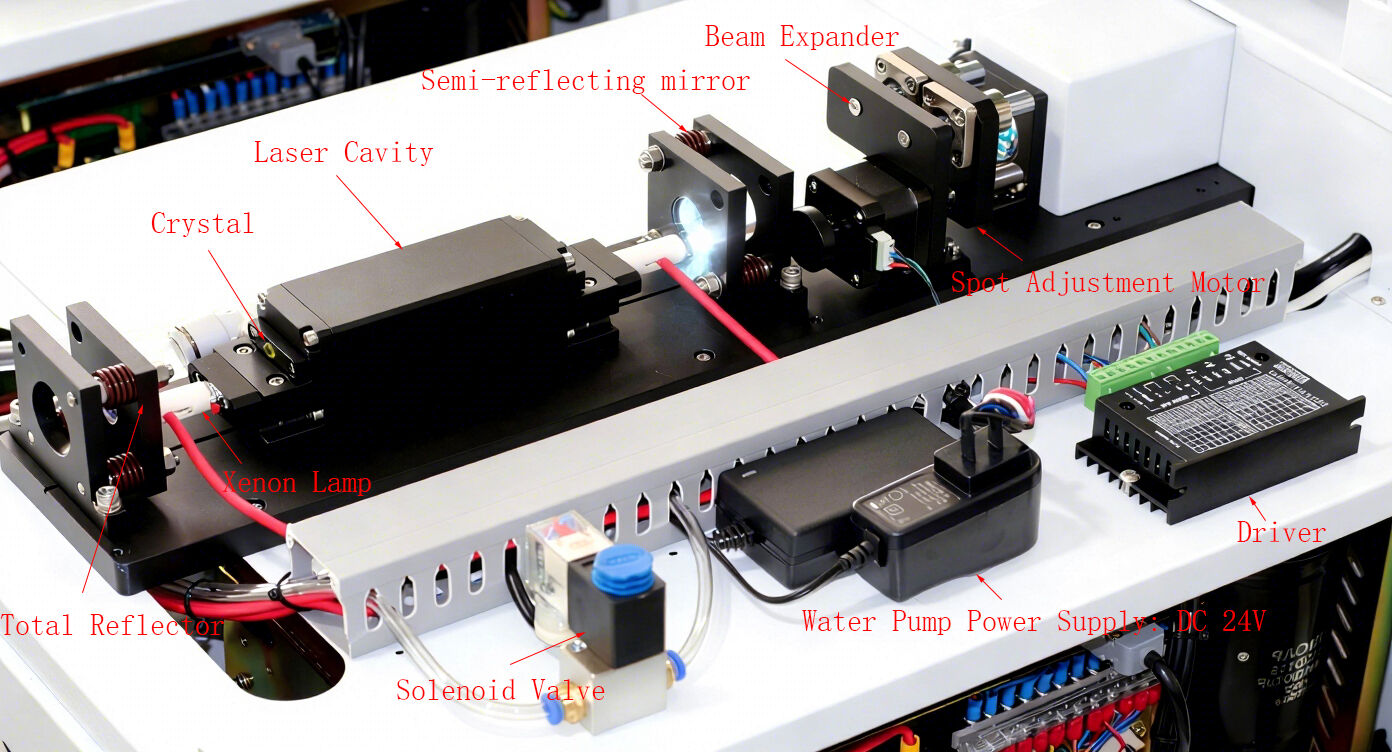
Optisch systeem
Laseropwekking (totale reflector, gedeeltelijke reflector, kristal, xenonlamp, laserholte, straalverbreder, 45-graden-reflector, focuslens)
Binooculair oculair, 10x vergroting, met een reticulum in het rechter oculair (ook 15x vergroting beschikbaar).

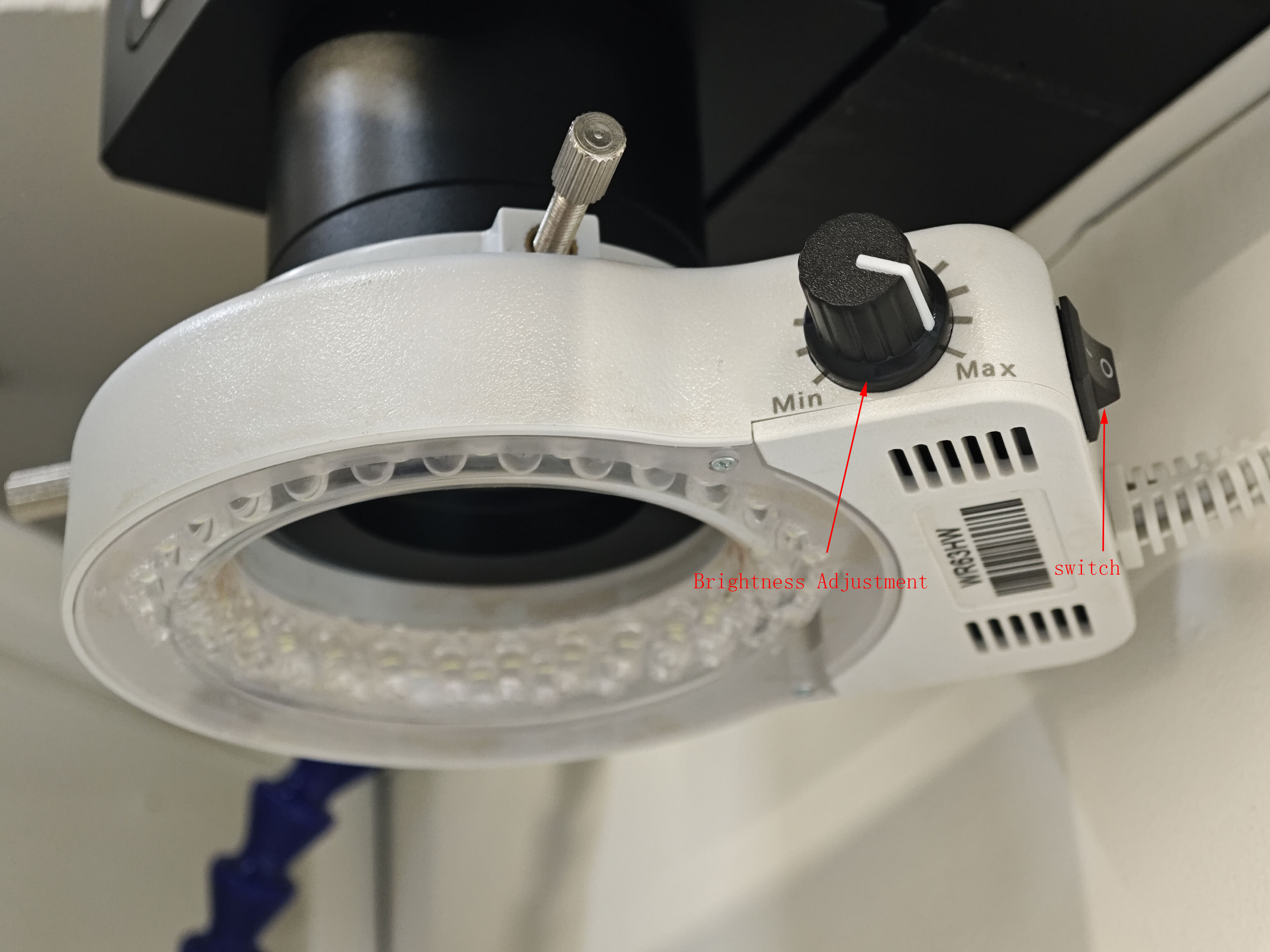
LED-verlichtingsarmatuur
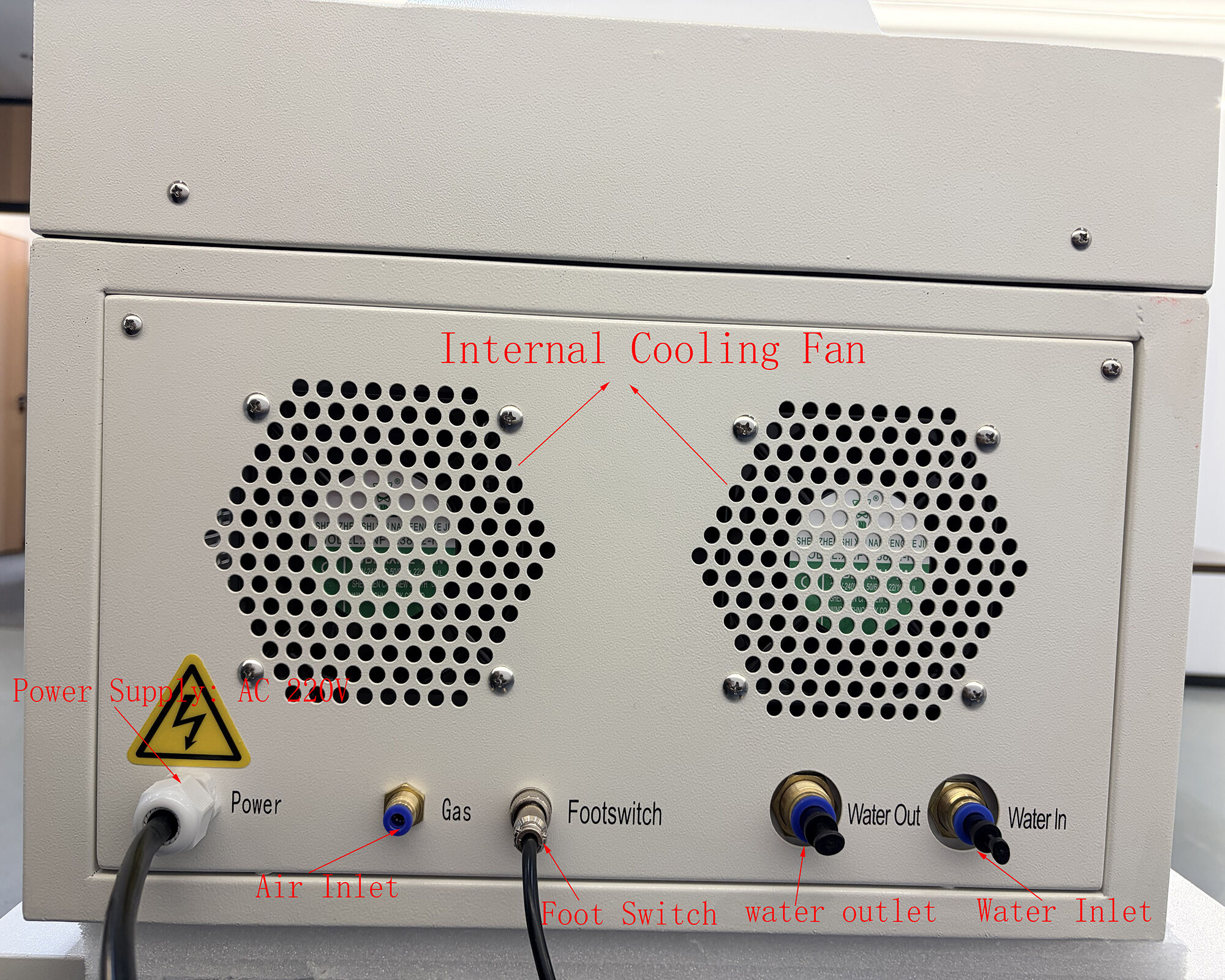
Overzicht van de functies van het achterpaneel
Ondersteunt meerdere talen

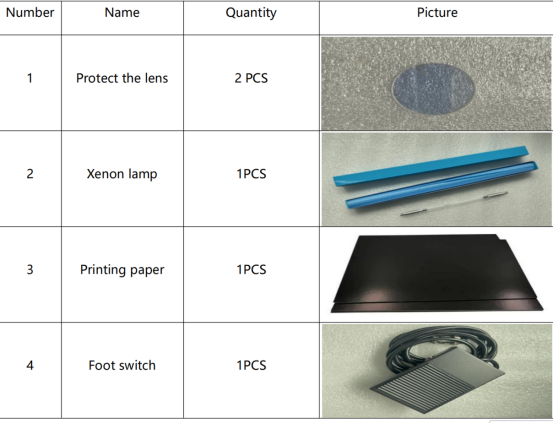
Standaard accessoires
Productparameter :
Machine model |
Hs -J E20 0w |
Max Laserkracht |
200W |
Laser Type |
YAG |
Laser Golflengte |
1064N m |
Capaciteitsregeling |
1--100% |
Puls breedteregeling |
0.1--20MS |
Laserlasfrequentie |
1-50H Z |
Maximale enkelvoudige-pulsgenergie |
100 j |
Microscoop |
10X |
Onstabiel energieniveau |
<2% |
Stralendivergentie |
≤8 mrad |
Lasbreedte |
0,4–3 mm |
Lassen van de brandpuntsafstand |
F=110 mm |
Voortgezette werktijd |
16 uur |
Geluidsniveau |
≤ 60 dB |
Werktemperatuur |
13 °C (55 °F)– 95°F ( 35°C) |
Werkt vochtigheid |
5%-75% |
Olie-achtige nevel |
≤15 mg/m³ |
CCD |
720p CCD, 7 inch (met kruis) |
Vereiste kracht |
Wisselstroom 22 V 0 V ±10% 50 Hz Z/60 Hz |
Ingangsvermogen interieur |
3KW |
Talen |
Chinees, Engels, Koreaans (kan worden aangepast) |
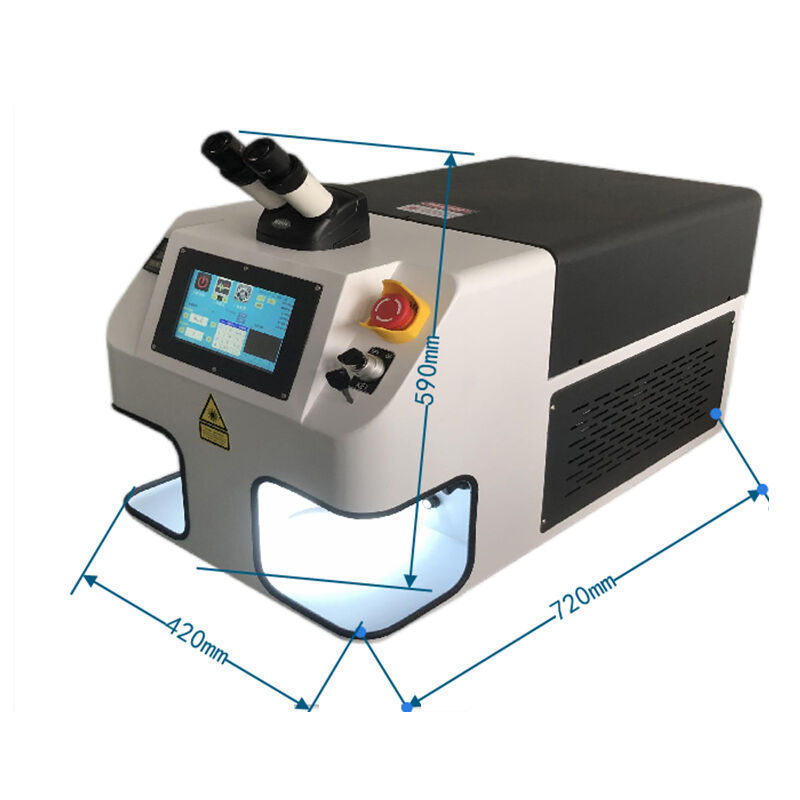
Net grootte en gewicht |
800*500*550mm 65Kg |
Verpakking afmetingen en gewicht |
930*710*620mm 85Kg |
Aandachtspunten:
1. Controleer eerst of de enkelvoudige werkspanning van de machine AC 220 V is en of de stroomonderbreker een stroom van 15–25 A verdraagt. De aardingsdraad moet correct zijn aangesloten.
2. De werkomgevingstemperatuur moet tussen de 10 en 35 graden Celsius liggen en voldoen aan de vereiste vochtigheid en luchtstofconcentratie voor de machine.
3. De machine moet worden gevuld met zuiver water of gedemineraliseerd water, dat regelmatig moet worden vervangen ( zelfs wanneer de machine niet in gebruik is de algemene vervangingscyclus bedraagt maximaal 3 maanden; het wordt aanbevolen om de onderdelen eenmaal per maand te vervangen.
4. Er bevindt zich een hoogspanningsvoeding binnen het apparaat; demontage en testen dienen alleen plaats te vinden onder begeleiding van ons technische personeel.
5. Na vervanging van de xenonlamp moet de lichtvlek worden afgesteld. Neem voor de specifieke werkwijze contact op met ons technische personeel.
6. Zorg, wanneer het apparaat normaal functioneert, voor een goede ventilatie en warmteafvoer, en verstopt u niet de warmteafvoeropening en de ventilatieopening van het apparaat.
Installatie en bediening:
1. Sluit de stroomkabel van het apparaat aan op de externe stroomvoorziening; zorg ervoor dat de enkelvoudige werkspanning AC 220 V bedraagt, de automatische stroomonderbreker een stroomcapaciteit heeft van 15–25 A en de aardingsdraad correct is aangesloten.
2. Sluit het ene uiteinde van de watertoevoerslang aan op de vulopening en het andere uiteinde op de watervoorziening. Het apparaat moet worden gevuld met zuiver of gedemineraliseerd water, dat regelmatig moet worden vervangen ( zelfs indien het apparaat niet in gebruik is )

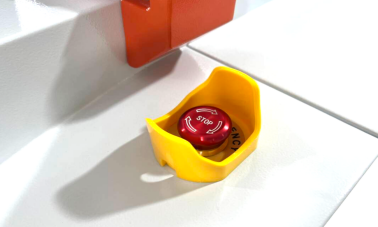
3. Trek de noodstopknop
4. Nadat de machine normaal is ingeschakeld, gaan het bedieningsscherm en de verlichtingslamp aan, draaien de koelkast en de ventilator van de machine, en is geluid te horen
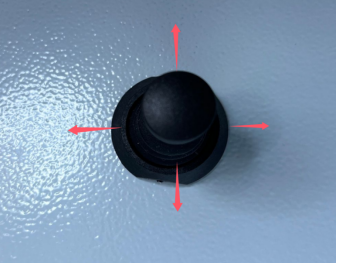
5. Druk op de knop "Water toevoegen" om de pomp te starten. Wanneer de tank vol is, stopt de pomp automatisch met pompen; druk op de knop om de rubber stop in de watervulopening te plaatsen

6. Sluit de voetpedaal-schakelaar aan op de aansluiting van de machine.


7. De vulopening kan, afhankelijk van de lasprocesvereisten, worden uitgerust met argongas; indien niet nodig, hoeft deze niet te worden geïnstalleerd. Indien de vulopening niet is geïnstalleerd, wordt de lassite van het product geel en zwart, wat geen invloed heeft op de laskwaliteit. De machine beschikt over een interne functie voor automatisch blazen

Lassen:
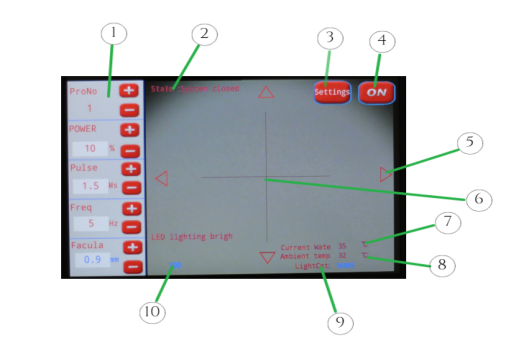
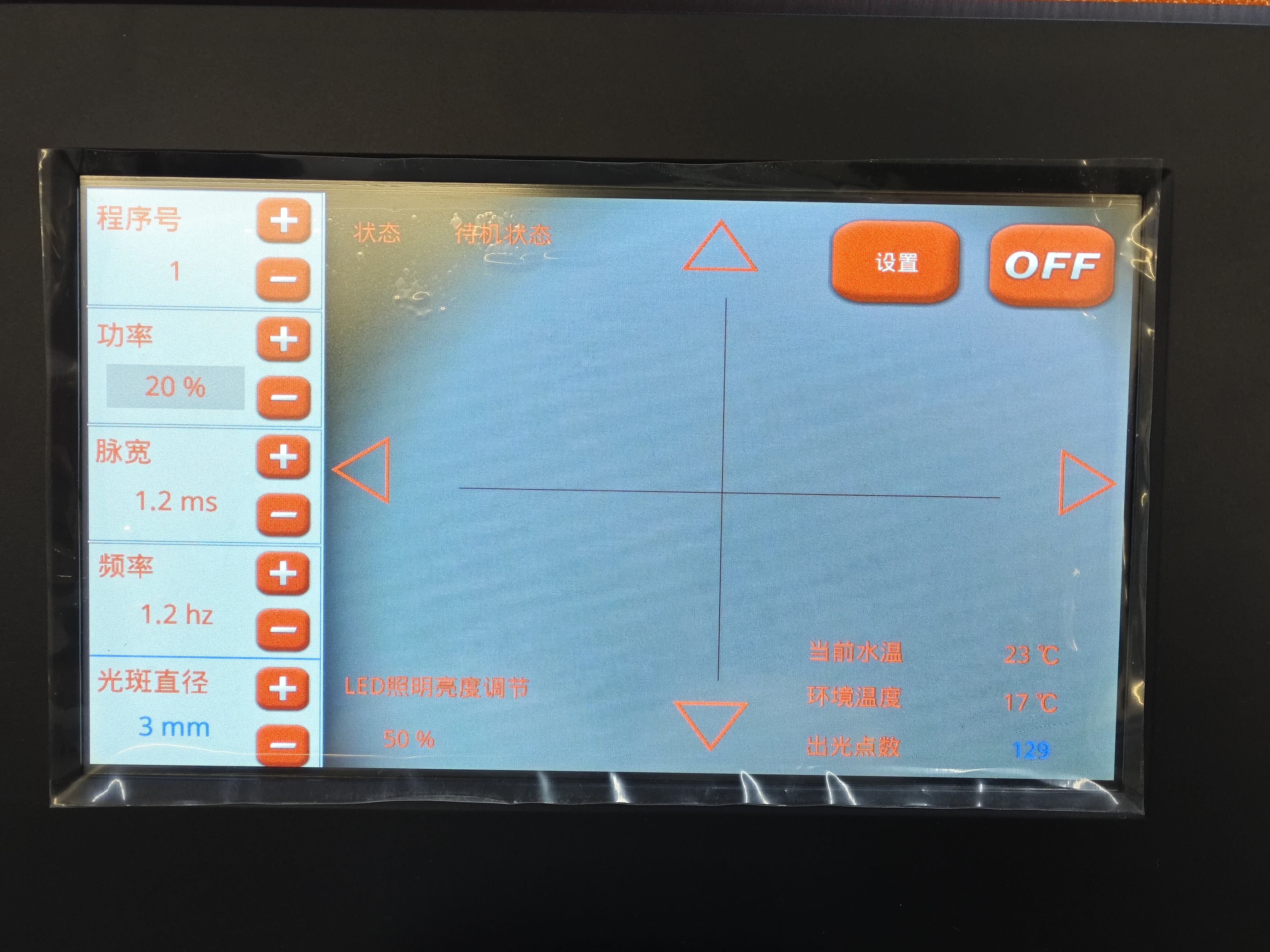
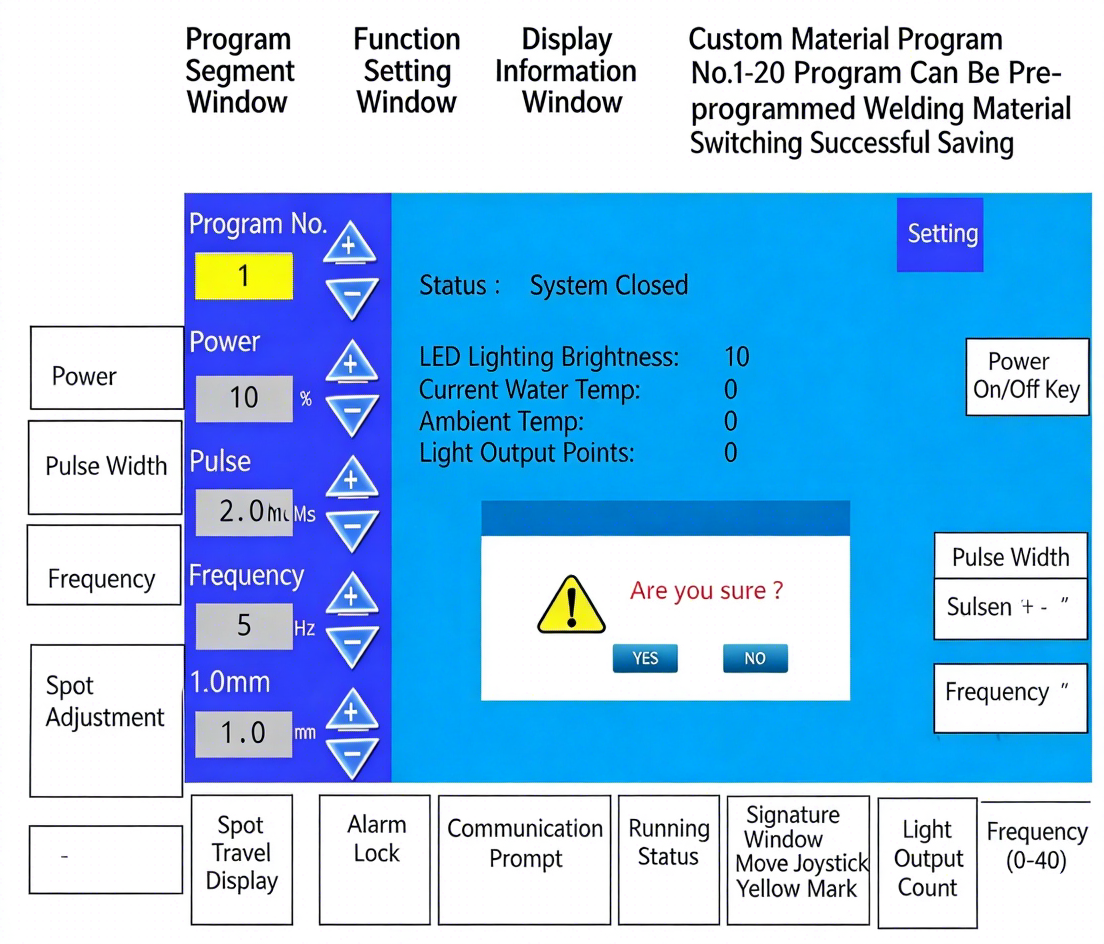
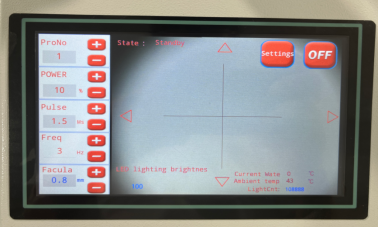
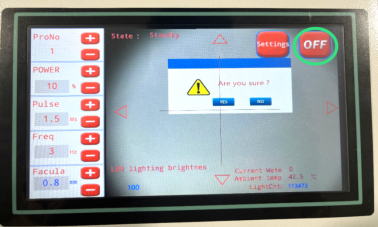
1. Inleiding tot de functies van de interface
| Artikel | Aanduiding |
| 1 | Weergave van het geselecteerde programma en de parameters |
| 2 | Weergave van de opstartstatus van de machine |
| 3 | Instellen en gebruiken van interne parameters in de machine |
| 4 | Aan-/uit-schakelknop |
| 5 | Vierrichtingstoetsen: pas het laspunt aan zodat het niet in het midden van de kruislijn ligt |
| 6 | Het middelpunt van de kruislijn |
| 7 | Weergave van de werkelijke tanktemperatuur |
| 8 | Weergave van de interne machinetemperatuur |
| 9 | Aantal xenonlamp-uitgangen |
| 10 | Aanpassing van de verlichtingslamp-helderheid |
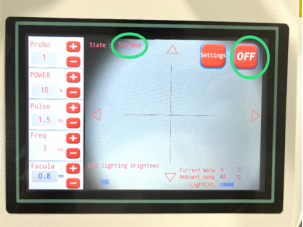
2. Klik op het scherm op 'AAN' om de machine intern te starten. Na ongeveer 60 seconden start de machine normaal. Wijzig 'AAN' in 'UIT' en de status wordt weergegeven als 'stand-by'. De lasparameters kunnen worden aangepast
3. Activeer de voetpedaal-schakelaar en de laser verschijnt uit het laspunt
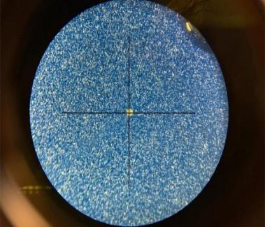
4. Bekijk met beide ogen het scherpst afgebeelde gedeelte door de microscoop. In het rechter oculair is een kruislijn zichtbaar, waarbij het soldeerpunt zich in het midden van de kruislijn bevindt. U kunt de kruislijn ook op het scherm bekijken


5. De dwarshef is in vier richtingen afgesteld: omhoog, omlaag, naar links en naar rechts om de lasparameters aan te passen
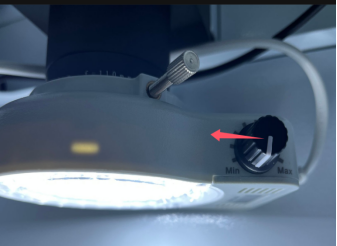
6. Pas de helderheidsschakelaar van de verlichtingslamp aan
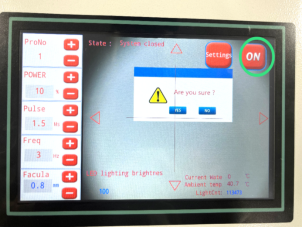
Afsluitprocedure:
1. Wanneer het werk is voltooid en u het apparaat wilt uitschakelen, klikt u op "UIT" op het scherm en volgt u de aanwijzingen. Dit duurt ongeveer 5 seconden.
2. Druk vervolgens op de noodstopknop. Het bedieningsscherm gaat uit.
3. Trek de stekker uit het stopcontact en ontkoppel het apparaat van de stroomvoorziening.
Routineonderhoud:
1. Houd het apparaat schoon en netjes en bedien het in een geschikte omgeving. Dagelijkse reiniging is vereist van de buitenkant van het apparaat, de microscoop en de koelopeningen (om stof en vuil te verwijderen).
2. Laat het apparaat niet blootstaan aan externe schokken door zware voorwerpen, druk of stapelen.
3. Vervang het koelwater eenmaal per maand. Zelfs als het apparaat niet in gebruik is geweest, moet het water toch worden vervangen, omdat het snel kan verouderen.
4. Reinig de beschermende lens dagelijks of vervang deze elke 2 tot 6 maanden.
5. Controleer en kalibreer de uitlijning tussen de microscoop en het CCD-kruislijncentrum. De kalibratieprocedure is als volgt:
① Zorg eerst dat de machine succesvol is ingeschakeld. Plaats het werkstuk binnen het gezichtsveld van het observatiesysteem. Pas langzaam de scherpstelling aan om het scherpst mogelijke beeld te verkrijgen, richt de kruislijnen op het gewenste laspunt en druk vervolgens zacht op de voetschakelaar om de laseruitvoer te activeren en de las uit te voeren.
② Als de laserspot niet exact in het midden van de kruislijncursor verschijnt terwijl het beeld van de CCD-camera scherp is ingesteld, kunt u de positie van de kruislijncursor aanpassen. Hiervoor klikt u op het midden van een van de vier randen van het scherm om de cursorpositie te verplaatsen, waardoor het gewenste laspunt binnen de cursor wordt gecentreerd.
6. Vervang de xenonlamp indien nodig, afhankelijk van de gebruiksfrequentie. Na het vervangen van de xenonlamp gebruikt u lichtgevoelig papier om de laserplek aan te passen en uit te lijnen. Voor gedetailleerde instructies over deze procedure kunt u contact opnemen met het technische personeel van het bedrijf en het instructievideo aanvragen.
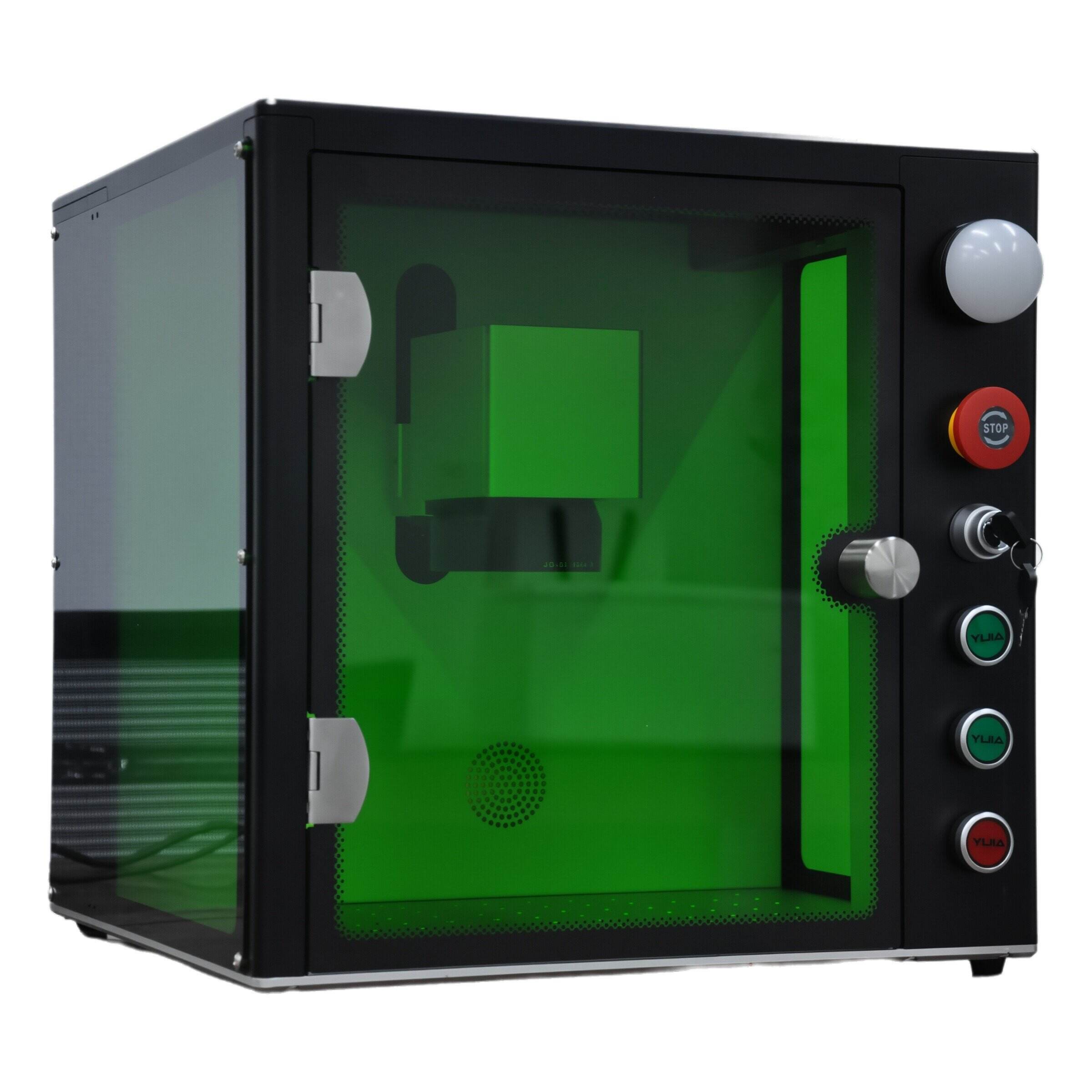
Producten Nummer: Kleine gesloten markeermachine
Producten Nummer: Machines voor het laseren van bureaublad
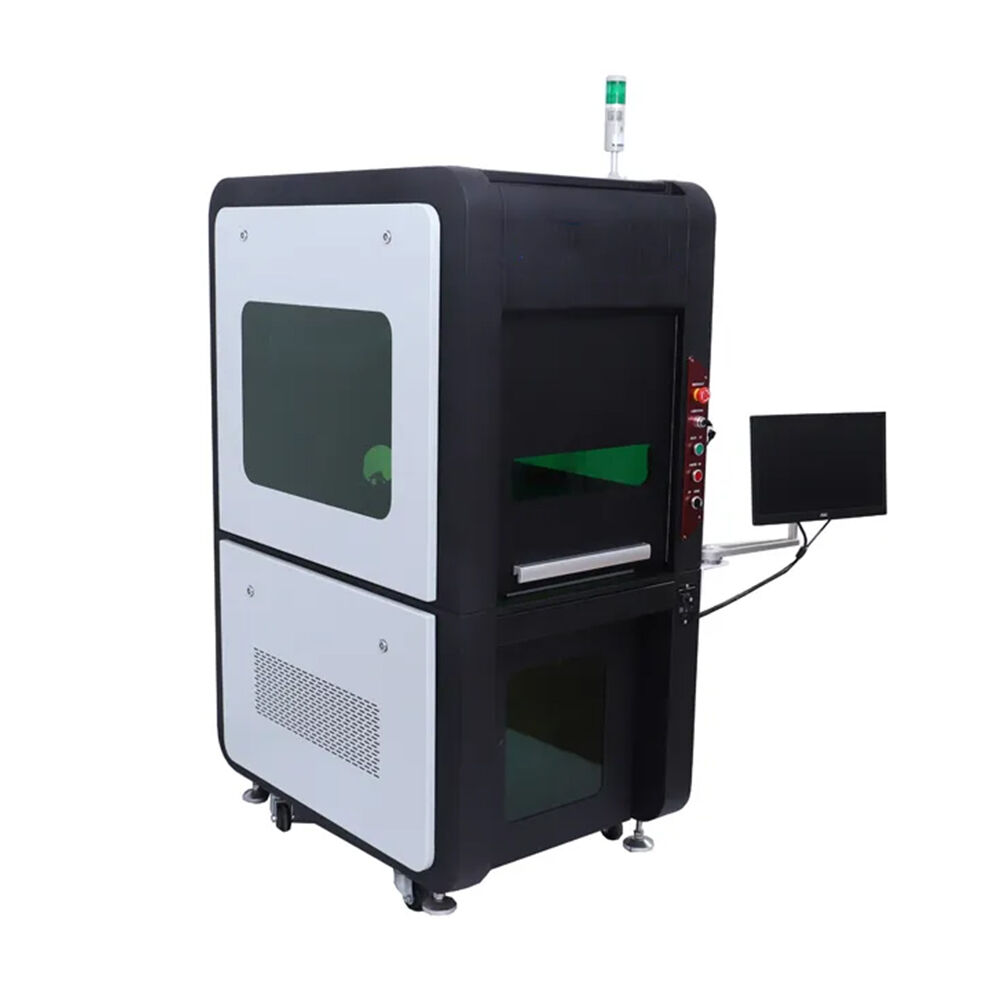
Producten Nummer: Volledig gesloten markeermachine

Producten Nummer: Vezeloptische lasermarkeringmachine

Producten Nummer: Handgevoerde lasersweismachine

Producten Nummer: Handbediende roestvrijstalen vezellasergravuremachine




