 ×
×



Dans le domaine de la fabrication et de la réparation de bijoux, les méthodes de soudage traditionnelles rencontrent souvent des difficultés telles qu’un impact thermique excessif, une déformation visible, des points de soudure rugueux et un rendement faible. Notre machine à souder laser spécialisée pour bijouterie, quant à elle, utilise une technologie laser pulsé haute précision afin d’offrir des solutions de soudage professionnelles pour les métaux précieux — notamment l’or, l’argent, le platine et les alliages de titane. Elle permet aux artisans bijoutiers d’effectuer sans effort des réparations complexes, des sertissages de pierres, des restaurations et des créations innovantes. Machine à souder laser pour bijouterie — Parfaire l’excellence artisanale, doter les artisans d’une efficacité accrue !
Machines à souder au laser pour bijoux : un outil révolutionnaire pour une précision artisanale, ouvrant une nouvelle ère d'excellence artisanale
Dans le domaine de la création et de la réparation de bijoux, les techniques traditionnelles de soudage ont longtemps posé des défis aux artisans — souvent caractérisées par des zones thermiquement affectées importantes, une forte sensibilité à la déformation et des points de soudure rugueux. La machine à souder au laser pour bijouterie, fondée sur une technologie laser pulsée haute précision, offre une solution de soudage non destructive et hautement efficace pour les métaux précieux tels que l’or, l’argent, le platine et les alliages de titane. Elle est désormais devenue un équipement standard dans l’industrie mondiale de la bijouterie, des petits ateliers artisanaux aux grandes unités de fabrication. Cette technologie incarne non seulement l’évolution séculaire du soudage au laser, mais ouvre également la voie à un saut transformateur dans la fabrication de bijoux, orientée vers davantage d’intelligence, de personnalisation et de durabilité.
Parcours évolutif : de la recherche en laboratoire à la maîtrise artisanale
La technologie de soudage au laser trouve son origine dans la naissance du laser dans les années 1960. Après l’invention du premier laser par des scientifiques américains en 1960, des expériences de soudage au laser ont débuté en 1962, aboutissant à la première démonstration réussie d’une application industrielle en 1967. À partir des années 1970, le soudage au laser a progressivement pénétré le domaine de la fabrication de précision, connaissant une adoption rapide — notamment dans le secteur de la joaillerie. Des procédés initialement développés pour des applications médicales et aérospatiales exigeant une haute précision ont ensuite été introduits dans la production de bijoux, permettant ainsi de dépasser fondamentalement les limitations inhérentes aux techniques traditionnelles de soudage à la flamme. Au début du XXIe siècle, portées par des percées dans le contrôle des formes d’onde des lasers YAG et les technologies de rétroaction énergétique, des entreprises chinoises — telles que Han's Laser et HGTECH — ont mené une innovation locale, transformant ces équipements, autrefois des luxes coûteux importés, en outils largement accessibles. Aujourd’hui, après plus de six décennies d’améliorations itératives, cette technologie est passée d’une simple curiosité de laboratoire « hautement technique et innovante » à un « outil quotidien » indispensable dans les ateliers de joaillerie. Le marché mondial des machines de soudage ponctuel au laser pour la joaillerie a atteint une valeur de 400 millions de dollars américains en 2026 ; il devrait dépasser 660 millions de dollars américains d’ici 2035, affichant un taux de croissance annuel composé (TCAC) de 5,6 %.
Détails de la description:
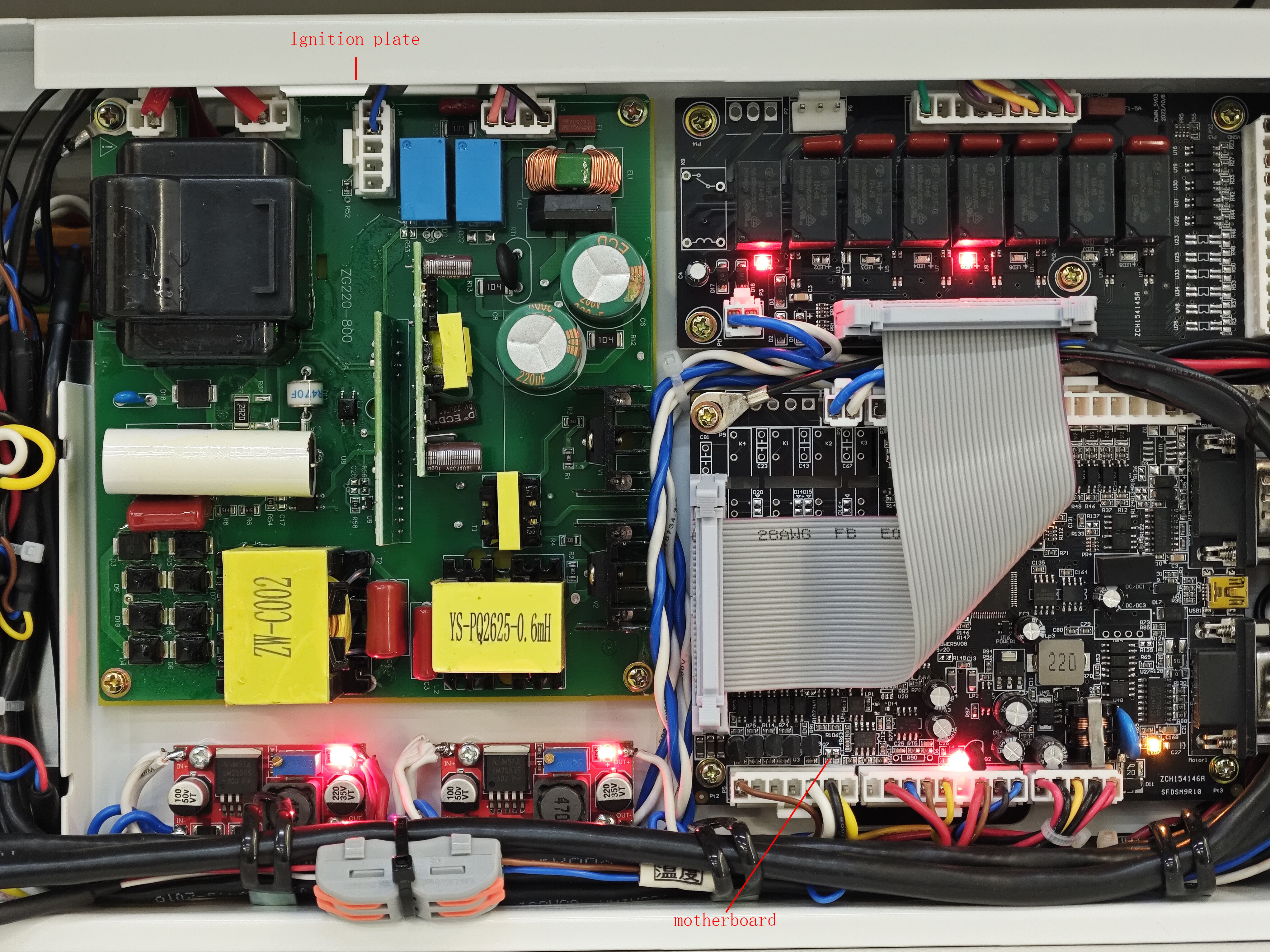
Alimentation laser
Fournit l'alimentation électrique à la lampe au xénon (comprend un écran de réglage des paramètres, une carte de commande principale et une carte d'allumage).
Système de refroidissement
Dissipe la chaleur provenant de la cavité laser (comprend un réservoir d'eau, un dissipateur thermique, un ventilateur, un détecteur de débit d'eau, une pompe d'aspiration d'eau, une pompe de circulation et un détecteur de niveau d'eau).
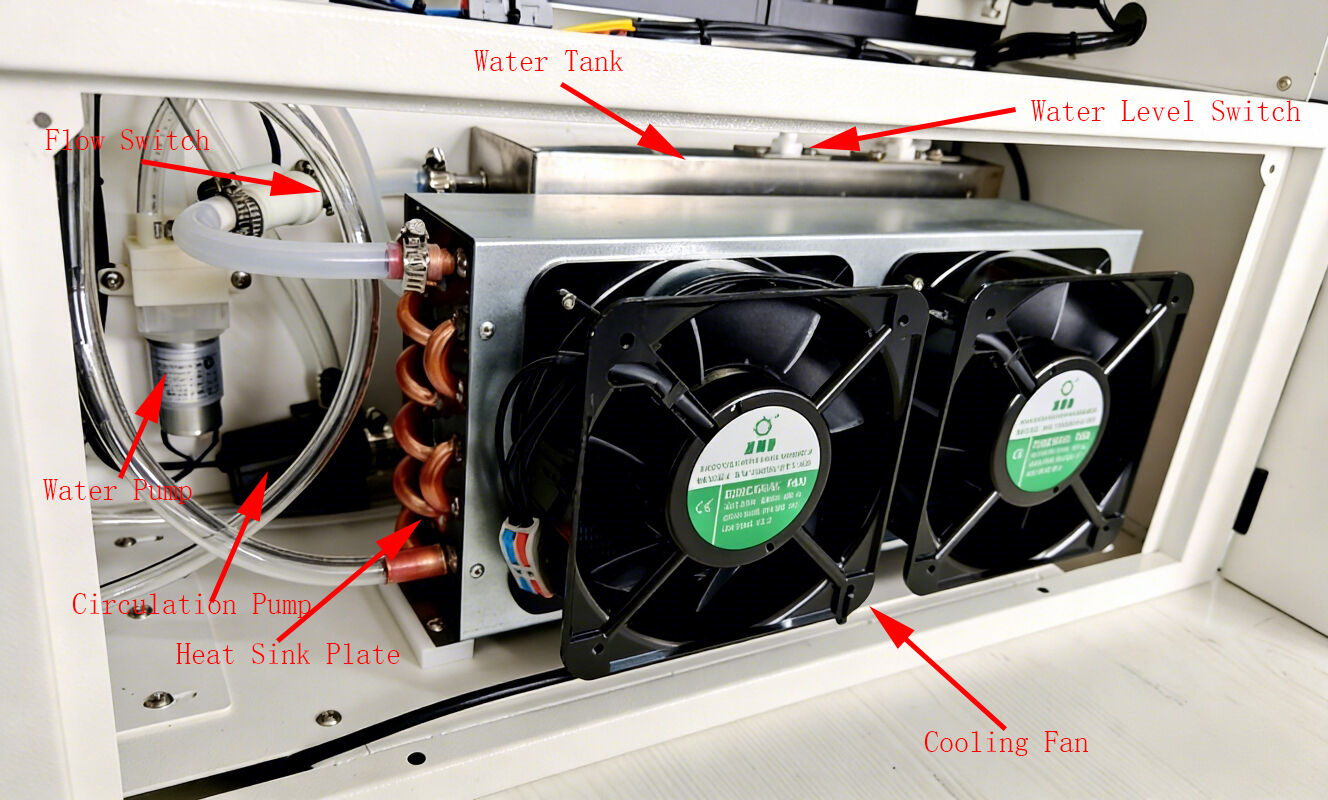
Appuyer sur le bouton de remplissage en eau active la pompe à eau, qui aspire l’eau depuis le seau externe vers le réservoir interne. La pompe s’arrête automatiquement dès que le réservoir est plein (ce processus dure environ une minute et transfère environ 4 litres d’eau ; veuillez utiliser de l’eau distillée ou purifiée industriellement). Le bouton revient alors à sa position relevée. Dès que de l’eau est présente dans le réservoir, la pompe de circulation se met en marche, aspirant l’eau du réservoir vers la cavité laser. L’eau froide pénètre dans la cavité laser, tandis que l’eau chauffée s’écoule vers la plaque dissipatrice de chaleur. Le ventilateur de refroidissement se met en marche à 25 °C pour refroidir l’eau contenue dans la plaque dissipatrice de chaleur, après quoi l’eau traverse un détecteur de débit et retourne au réservoir.
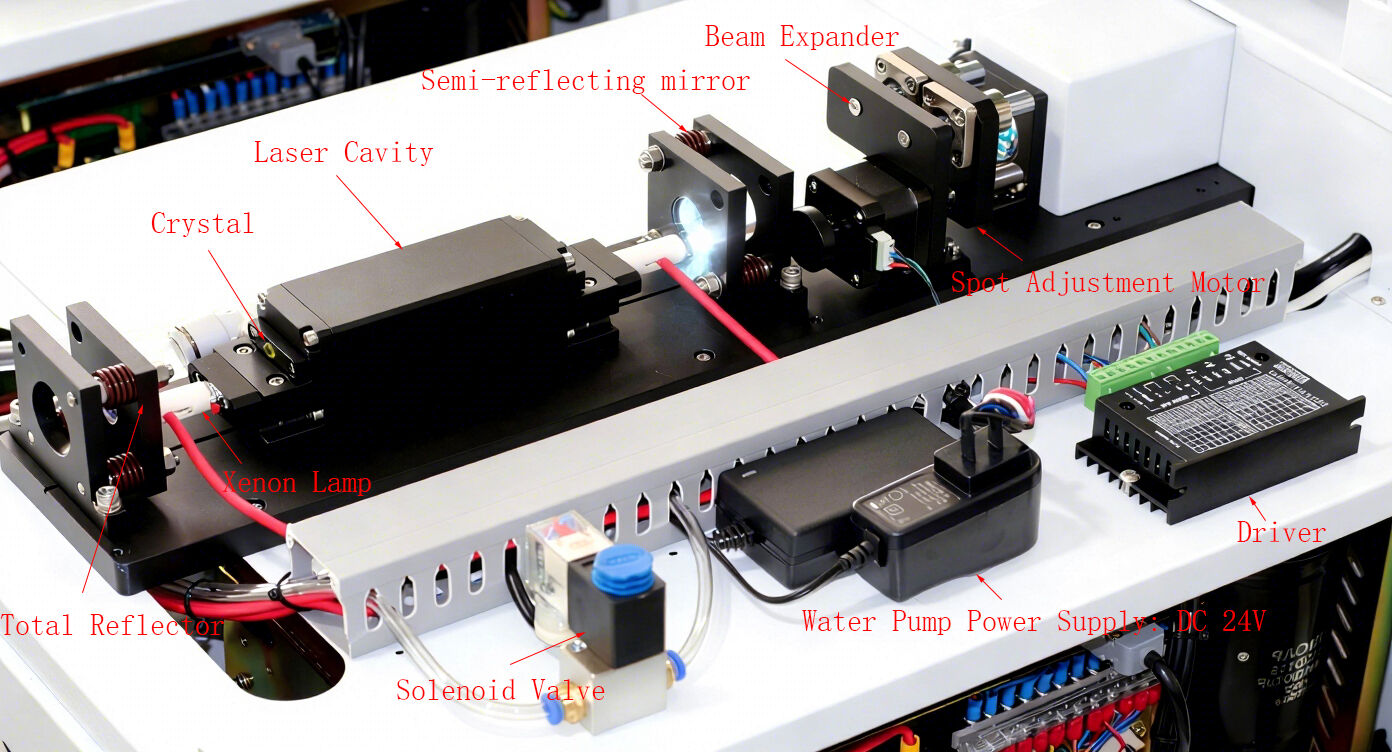
Système optique
Génération du laser (réflecteur total, réflecteur partiel, cristal, lampe au xénon, cavité laser, agrandisseur de faisceau, réflecteur à 45 degrés, lentille de focalisation)
Oculaire binoculaire, grossissement 10x, avec réticule dans l’oculaire droit (grossissement 15x également disponible).

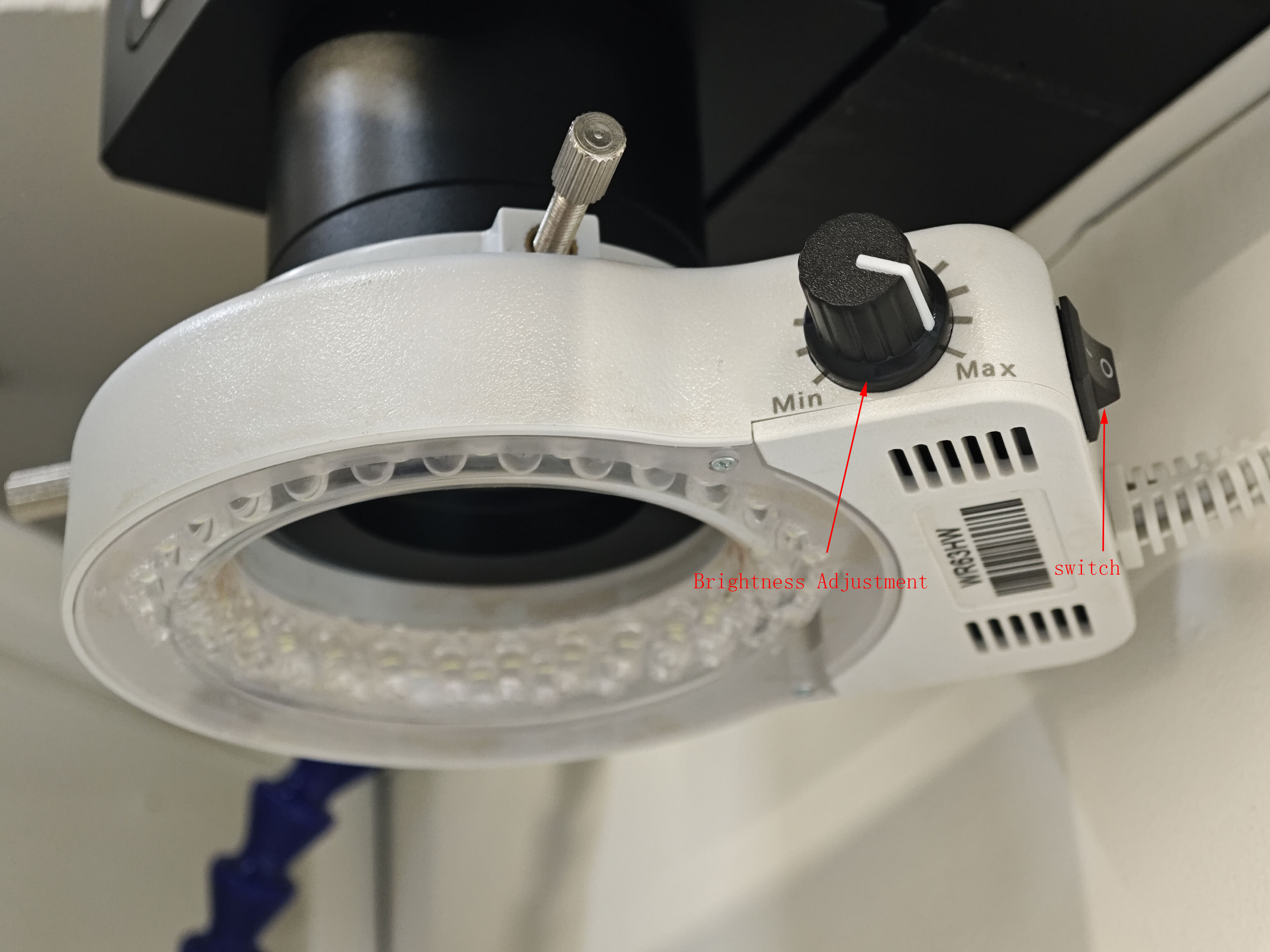
Appareil d'éclairage LED
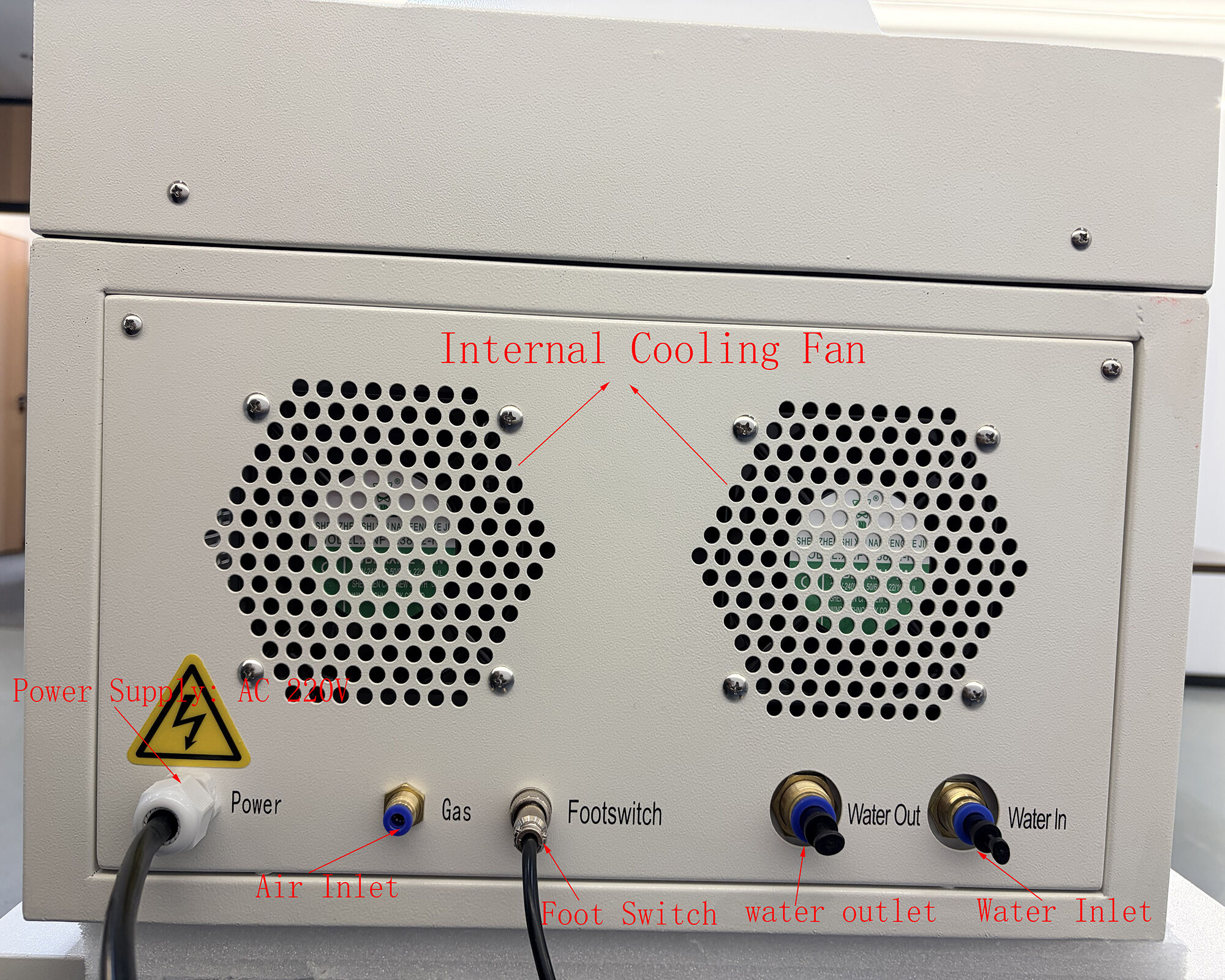
Aperçu des fonctions du panneau arrière
Prend en charge plusieurs langues

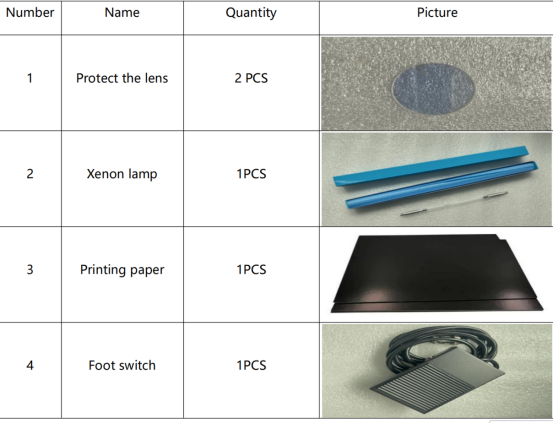
Accessoires standard
Paramètre du produit :
Modèle de machine |
Hs -J E20 0W |
Puissance Laser Maximale |
200Le |
Type de laser |
YAG |
Longueur d'onde du laser |
1064N m |
Régulation de la capacité |
1--100% |
Impulsion régulation de la largeur |
0.1--20MS |
Fréquence de soudage laser |
1-50H Z |
Énergie maximale d'un seul impulsion |
100J |
Microscope |
10X |
Instabilité de l'énergie |
<2% |
Divergence du faisceau |
≤8 mrad |
Largeur de soudure |
0,4---3 mm |
Soudage de la distance focale |
F = 110 mm |
Durée de fonctionnement continue |
16 heures |
Bruit |
≤ 60 dB |
Température de fonctionnement |
55 °F (13 °C) - 95°F ( 35°C) |
Humidité de fonctionnement |
5%-75% |
Brouillard d'huile |
≤ 15 mg/m³ |
CCD |
cCD 720p, 7 pouces (avec réticule) |
Puissance requise |
CA 22 0 V ± 10 % 50h Z/60 Hz |
Alimentation électrique intérieure |
3KW |
Langues |
Chinois, anglais, coréen (personnalisable) |
Filet taille et poids |
800*500*550mm 65Kg |
Dimensions et poids du colis |
930*710*620mm 85Kg |
Points à surveiller :
1. Tout d’abord, vérifiez que la tension de fonctionnement unique de l’appareil est de 220 V CA et que le courant du disjoncteur est compris entre 15 et 25 A. La prise de terre doit être correctement installée.
2. La température ambiante de fonctionnement doit se situer entre 10 et 35 degrés Celsius, et l’humidité ainsi que la concentration de poussière dans l’air doivent être conformes aux spécifications de l’appareil.
3. L’appareil doit être alimenté en eau pure ou en eau déminéralisée, qui doit être remplacée régulièrement ( même en cas de non-utilisation ). Le cycle de remplacement recommandé est d’au plus trois mois ; il est toutefois conseillé de procéder au remplacement une fois par mois.
4. L’appareil contient une alimentation haute tension ; toute opération de démontage ou de test doit être effectuée sous la supervision de notre personnel technique.
5. Après le remplacement de la lampe au xénon, le point lumineux doit être ajusté. Veuillez contacter notre personnel technique pour obtenir des instructions précises.
6. Lorsque la machine fonctionne normalement, veuillez assurer un bon environnement de ventilation et de dissipation thermique, et ne pas obstruer les orifices de dissipation thermique et de ventilation de la machine.
Installation et fonctionnement :
1. Branchez le câble d’alimentation de la machine à l’alimentation électrique externe ; assurez-vous que la tension de fonctionnement unique est de 220 V CA, que le courant du disjoncteur est compris entre 15 A et 25 A, et que le fil de terre est correctement installé.
2. Branchez une extrémité du tuyau d’eau à l’orifice de remplissage et l’autre extrémité à la source d’eau. La machine doit être remplie d’eau pure ou déionisée, que vous devrez remplacer régulièrement ( même lorsqu’elle n’est pas utilisée )

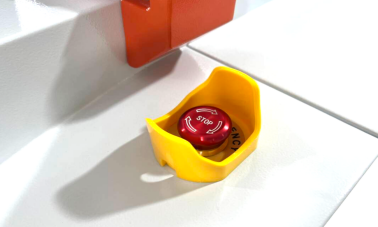
3. Actionnez l’interrupteur d’arrêt d’urgence
4. Une fois la machine correctement sous tension, l’écran de commande et la lampe d’éclairage s’allument, le réfrigérateur et le ventilateur de la machine tournent, et un bruit est audible
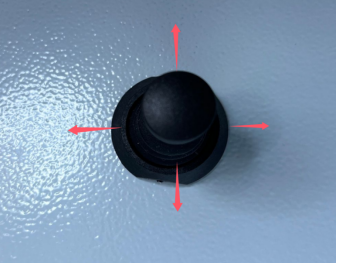
5. Appuyez sur l’interrupteur « Ajouter de l’eau » pour démarrer la pompe. Lorsque le réservoir est plein, la pompe cesse automatiquement de pomper ; appuyez ensuite sur l’interrupteur pour insérer le bouchon en caoutchouc dans l’orifice de remplissage d’eau

6. Connectez l’interrupteur de pédale au port de la machine.


7. Le port de remplissage peut être équipé d’argon selon les exigences du procédé de soudage ; il peut ne pas être installé si cela n’est pas nécessaire. Si le port de remplissage n’est pas installé, la zone de soudure du produit présentera une coloration jaune et noire, ce qui n’affecte pas la qualité de la soudure. La machine dispose d’une fonction de soufflage automatique intégrée.

Opération de soudage :
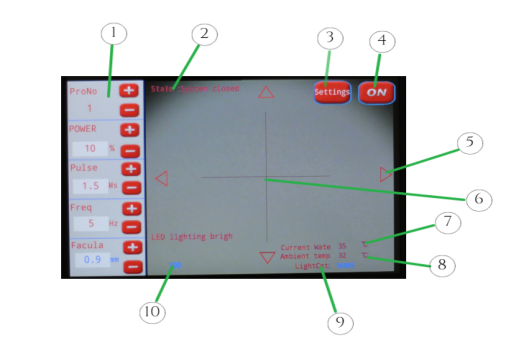
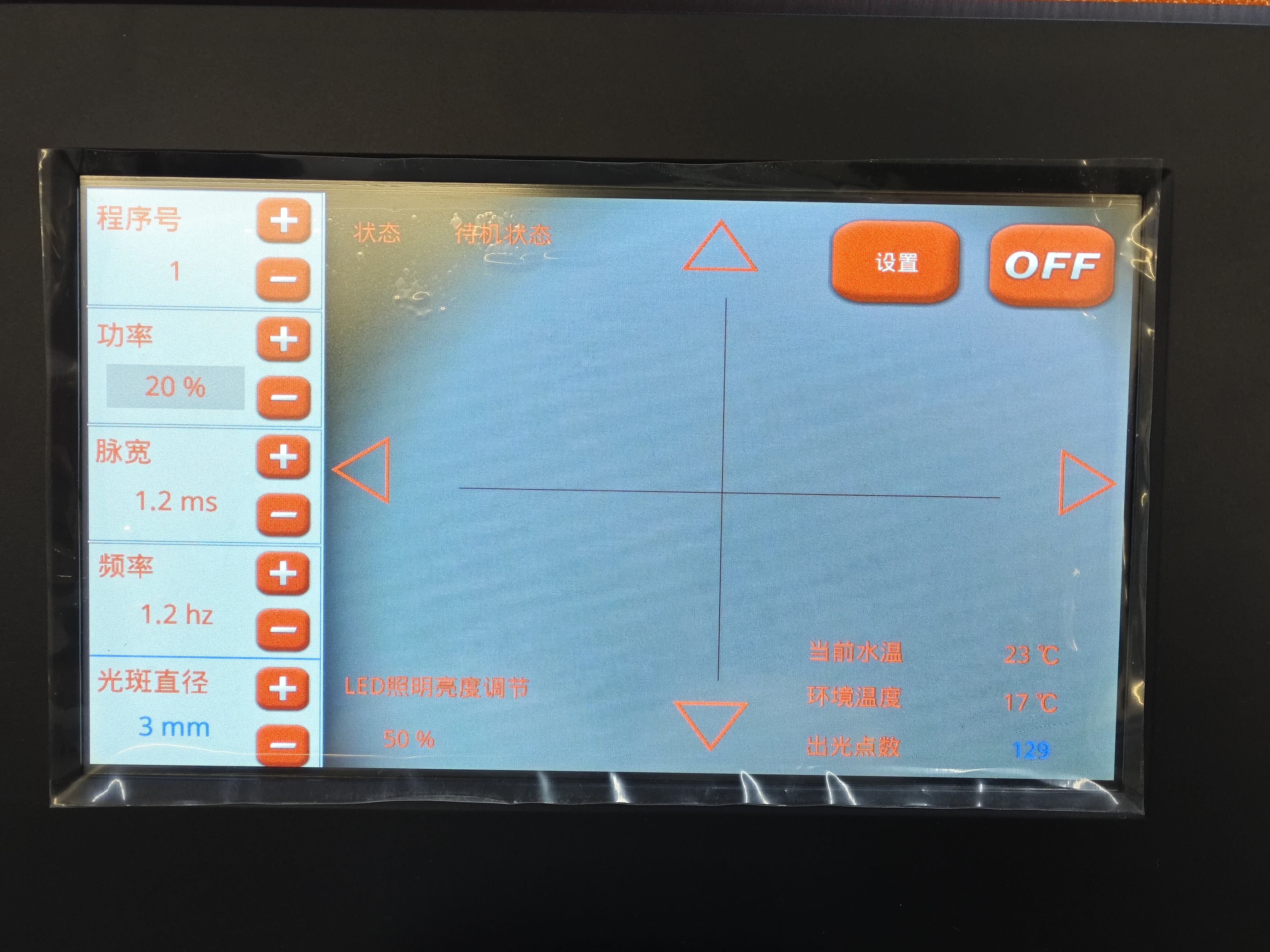
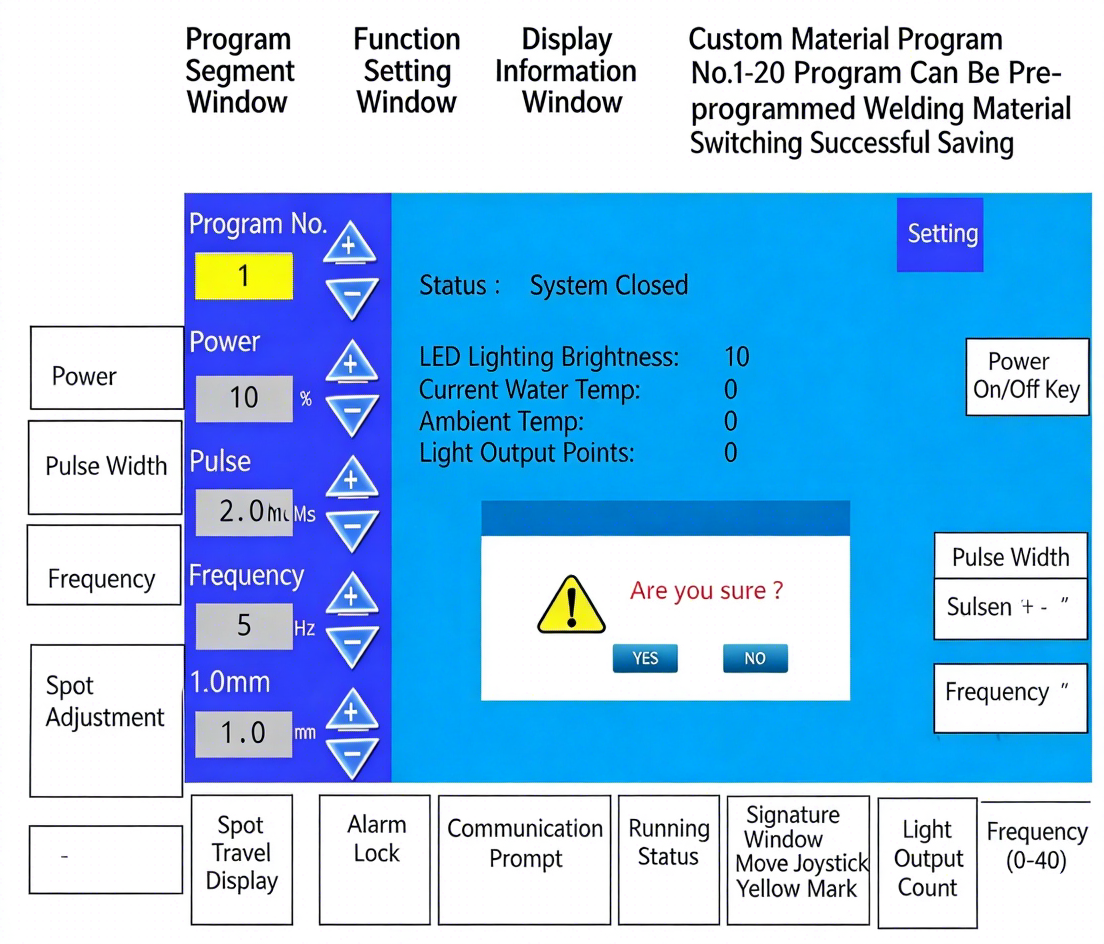
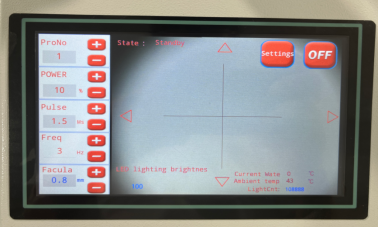
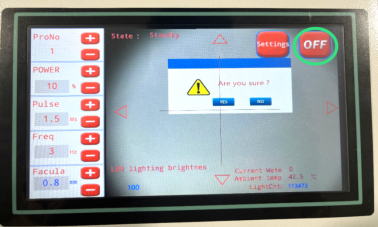
1. Présentation des fonctions de l’interface
| ARTICLE | Désignation |
| 1 | Affichage du programme sélectionné et des paramètres associés |
| 2 | Affichage de l’état de démarrage de la machine |
| 3 | Configuration et utilisation des paramètres internes de la machine |
| 4 | Bouton d’allumage et d’extinction |
| 5 | Touches directionnelles (quatre directions) permettant d’ajuster le point de soudure lorsque celui-ci ne se trouve pas au centre de la croix |
| 6 | Point central de la croix |
| 7 | Affichage de la température réelle du réservoir |
| 8 | Affichage de la température interne de la machine |
| 9 | Nombre de sorties de lampe au xénon |
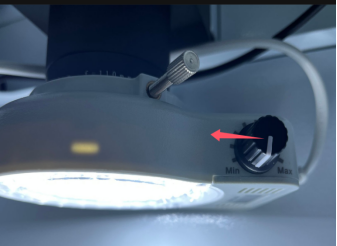
| 10 | Réglage de la luminosité de la lampe d’éclairage |
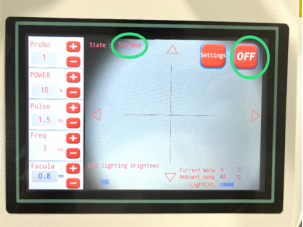
2. Cliquez sur « ON » à l’écran pour démarrer la machine. Après environ 60 secondes, la machine démarre normalement. Passez de « ON » à « OFF » : le statut s’affiche alors comme « veille ». Les paramètres de soudage peuvent être ajustés
3. Actionnez l’interrupteur à pédales : le laser émerge alors de la tête de soudage
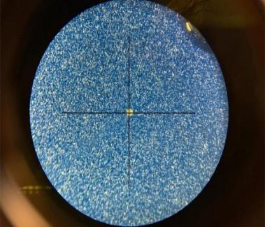
4. Observez, avec les deux yeux, la partie la plus nette du microscope. Un réticule en forme de croix apparaît dans l’oculaire droit, et le point de soudure se situe au centre de cette croix. Vous pouvez également observer ce réticule à l’écran


5. Le levier croisé est réglable dans quatre directions (haut, bas, gauche, droite) afin d’ajuster les paramètres de soudage
6. Réglez l’interrupteur de luminosité de la lampe d’éclairage
Procédure d'arrêt :
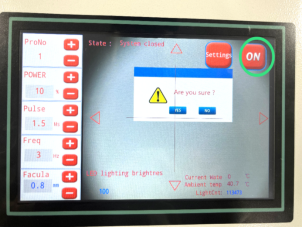
1. Lorsque le travail est terminé et que vous devez arrêter l'appareil, cliquez sur « OFF » à l'écran et suivez les instructions affichées. Cette opération prend environ 5 secondes.
2. Ensuite, appuyez sur le bouton d'arrêt d'urgence. L'écran de commande s'éteint.
3. Débranchez la fiche d'alimentation et coupez l'appareil de l'alimentation électrique.
Entretien courant :
1. Maintenez l'appareil propre et bien rangé, et utilisez-le dans un environnement adapté. Un nettoyage quotidien des surfaces extérieures de l'appareil, du microscope et des ouvertures de ventilation (pour éliminer la poussière et les débris) est requis.
2. Ne soumettez pas l'appareil à des chocs externes provoqués par des objets lourds, à une compression ou à un empilement.
3. Remplacez l'eau de refroidissement une fois par mois. Même si l'appareil n'a pas été utilisé, l'eau doit tout de même être remplacée, car elle se dégrade facilement.
4. Nettoyez la lentille de protection quotidiennement ou remplacez-la tous les 2 à 6 mois.
5. Vérifiez et étalonnez l’alignement entre le microscope et le centre du réticule CCD. La procédure d’étalonnage est la suivante :
① Tout d’abord, assurez-vous que la machine est correctement sous tension. Placez la pièce à usiner dans le champ de vision du système d’observation. Ajustez lentement la mise au point pour obtenir l’image la plus nette possible, alignez le réticule sur le point de soudage souhaité, puis appuyez délicatement sur la pédale pour déclencher l’émission du laser et effectuer la soudure.
② Si le spot laser n’apparaît pas exactement au centre du curseur réticule alors que l’image de la caméra CCD est parfaitement nette, vous pouvez ajuster la position du curseur réticule. Pour ce faire, cliquez sur le milieu de l’un des quatre bords de l’écran afin de déplacer la position du curseur, ce qui permet de centrer le point de soudage souhaité dans le curseur.
6. Remplacez la lampe au xénon selon les besoins, en fonction de la fréquence d’utilisation. Après le remplacement de la lampe au xénon, utilisez du papier photosensible pour régler et aligner le spot laser. Pour des instructions détaillées sur cette procédure, veuillez consulter le personnel technique de l’entreprise et demander la vidéo tutorielle.
Nombre de produits : Petite machine de marquage fermée
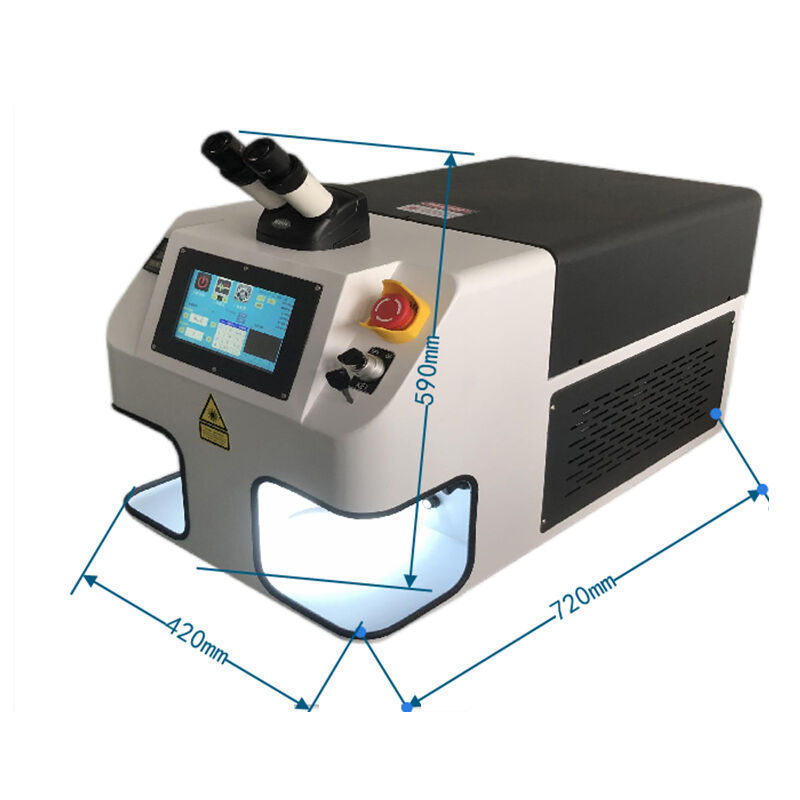
Nombre de produits : Machine à soudage laser de bureau
Nombre de produits : Machine de marquage entièrement fermée

Nombre de produits : Machines de marquage laser à fibre optique

Nombre de produits : Machine de soudage laser mainlevée

Nombre de produits : Machine de gravure au laser à fibre portable en acier inoxydable



