 ×
×



Im Bereich der Schmuckherstellung und -reparatur stoßen herkömmliche Schweißverfahren häufig auf Herausforderungen wie übermäßige Wärmebelastung, deutlich sichtbare Verformungen, raue Schweißstellen und geringe Effizienz. Unsere spezialisierte Laserschweißmaschine für Schmuck nutzt hingegen hochpräzise gepulste Lasertechnologie, um professionelle Schweißlösungen für Edelmetalle – darunter Gold, Silber, Platin und Titanlegierungen – bereitzustellen. Sie ermöglicht es Schmuckhandwerkern, mühelos feinste Reparaturen, Steinfassungen, Restaurierungen und innovative Designs durchzuführen. Laserschweißmaschine für Schmuck – Perfektionierung exquisiter Handwerkskunst, Stärkung der Handwerker durch höhere Effizienz!
Schmuck-Laserschweißmaschinen: Ein revolutionäres Werkzeug für präzise Handwerkskunst, das eine neue Ära handwerklicher Exzellenz einleitet
Im Bereich der Schmuckherstellung und -reparatur haben traditionelle Schweißverfahren für Handwerker seit Langem Herausforderungen mit sich gebracht – häufig gekennzeichnet durch erhebliche Wärmeeinflusszonen, Verformungsanfälligkeit und raue Schweißstellen. Die Schmuck-Laserschweißmaschine, die auf der Kern-Technologie des hochpräzisen gepulsten Lasers basiert, bietet eine zerstörungsfreie und äußerst effiziente Schweißlösung für Edelmetalle wie Gold, Silber, Platin und Titanlegierungen. Sie ist mittlerweile Standardausrüstung in der weltweiten Schmuckindustrie – von kleinen handwerklichen Werkstätten bis hin zu großtechnischen Fertigungsanlagen. Diese Technologie verkörpert nicht nur die jahrhundertelange Entwicklung des Laserschweißens, sondern leitet zudem einen bahnbrechenden Fortschritt in der Schmuckfertigung hin zu größerer Intelligenz, Individualisierung und Nachhaltigkeit ein.
Entwicklungsgeschichte: Vom Laborforschungsstadium zur handwerklichen Meisterschaft
Die Laserschweißtechnologie geht auf die Entstehung des Lasers in den 1960er-Jahren zurück. Nach der Erfindung des ersten Lasers durch amerikanische Wissenschaftler im Jahr 1960 begannen 1962 experimentelle Laserschweißversuche, die 1967 mit der ersten erfolgreichen Demonstration einer industriellen Anwendung gipfelten. Ab den 1970er-Jahren drang die Laserschweißtechnik schrittweise in den Bereich der Präzisionsfertigung ein und gewann rasch an Bedeutung – insbesondere im Schmucksektor. Verfahren, die ursprünglich für hochwertige Präzisionsschweißungen in medizinischen und luft- und raumfahrttechnischen Anwendungen entwickelt worden waren, wurden anschließend in die Schmuckproduktion übernommen und überwanden damit grundlegend die Beschränkungen herkömmlicher, flammenbasierter Schweißverfahren. Zu Beginn des 21. Jahrhunderts trieben Durchbrüche bei der Wellenformsteuerung und der Energie-Rückkopplungstechnologie von YAG-Lasern chinesische Unternehmen – wie Han’s Laser und HGTECH – eine lokal angepasste Innovation voran und verwandelten diese Geräte von teuren, importierten Luxusgütern in weit verbreitete, zugängliche Werkzeuge. Heute, nach mehr als sechs Jahrzehnten iterativer Weiterentwicklung, hat sich diese Technologie von einer „hochtechnologischen, zukunftsweisenden“ Labor-Kuriosität zu einem unverzichtbaren „Alltagswerkzeug“ in Schmuckwerkstätten gewandelt. Der weltweite Markt für Schmuck-Laser-Punktschweißmaschinen erreichte im Jahr 2026 einen Wert von 400 Millionen US-Dollar; bis 2035 soll er voraussichtlich die Marke von 660 Millionen US-Dollar überschreiten, was einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 5,6 % entspricht.
Einzelbeschreibung:
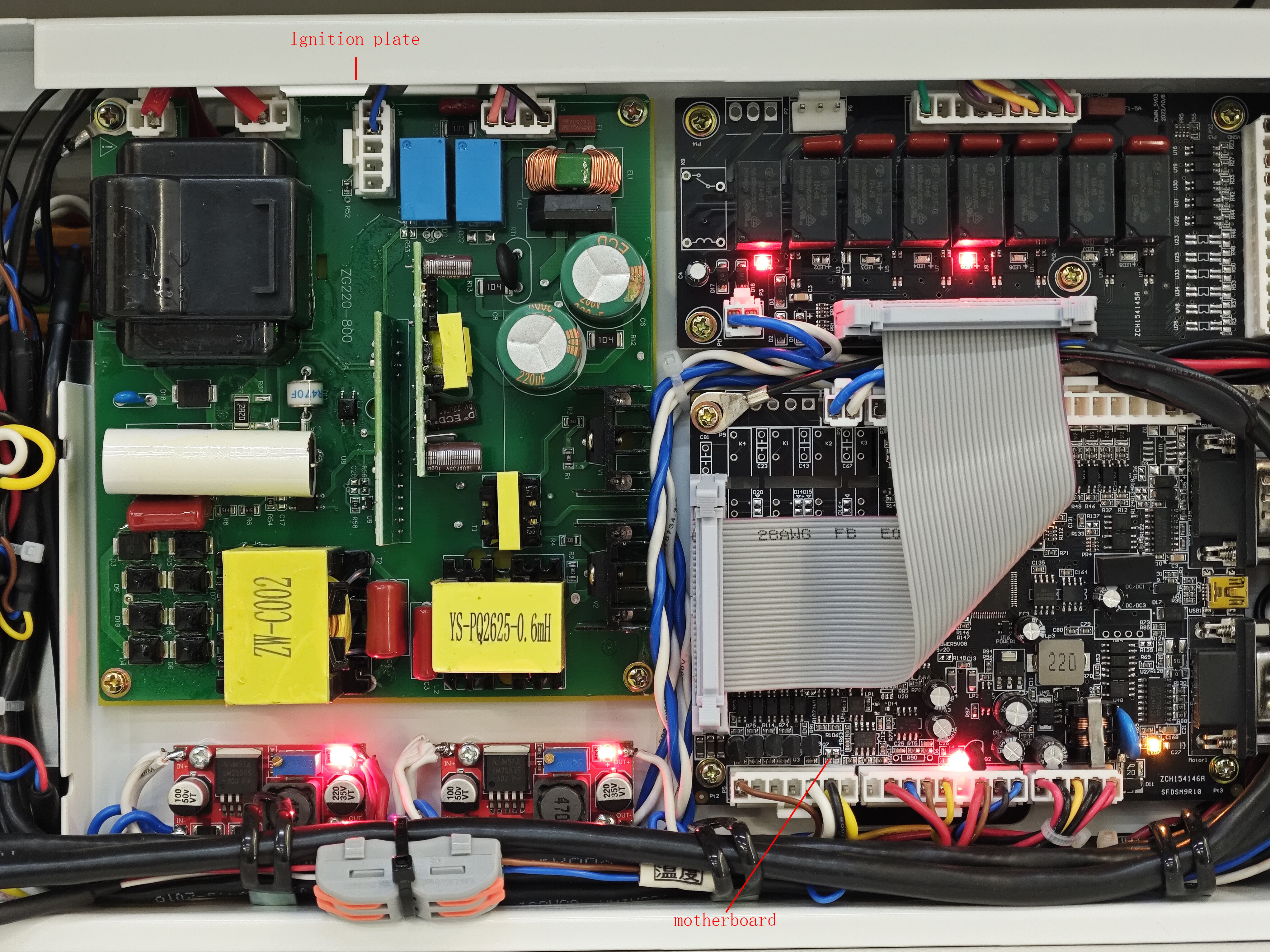
Laserstromversorgung
Versorgt die Xenonlampe mit elektrischer Energie (umfasst einen Parameter-Anpassungsbildschirm, eine Hauptsteuerplatine und eine Zündplatine).
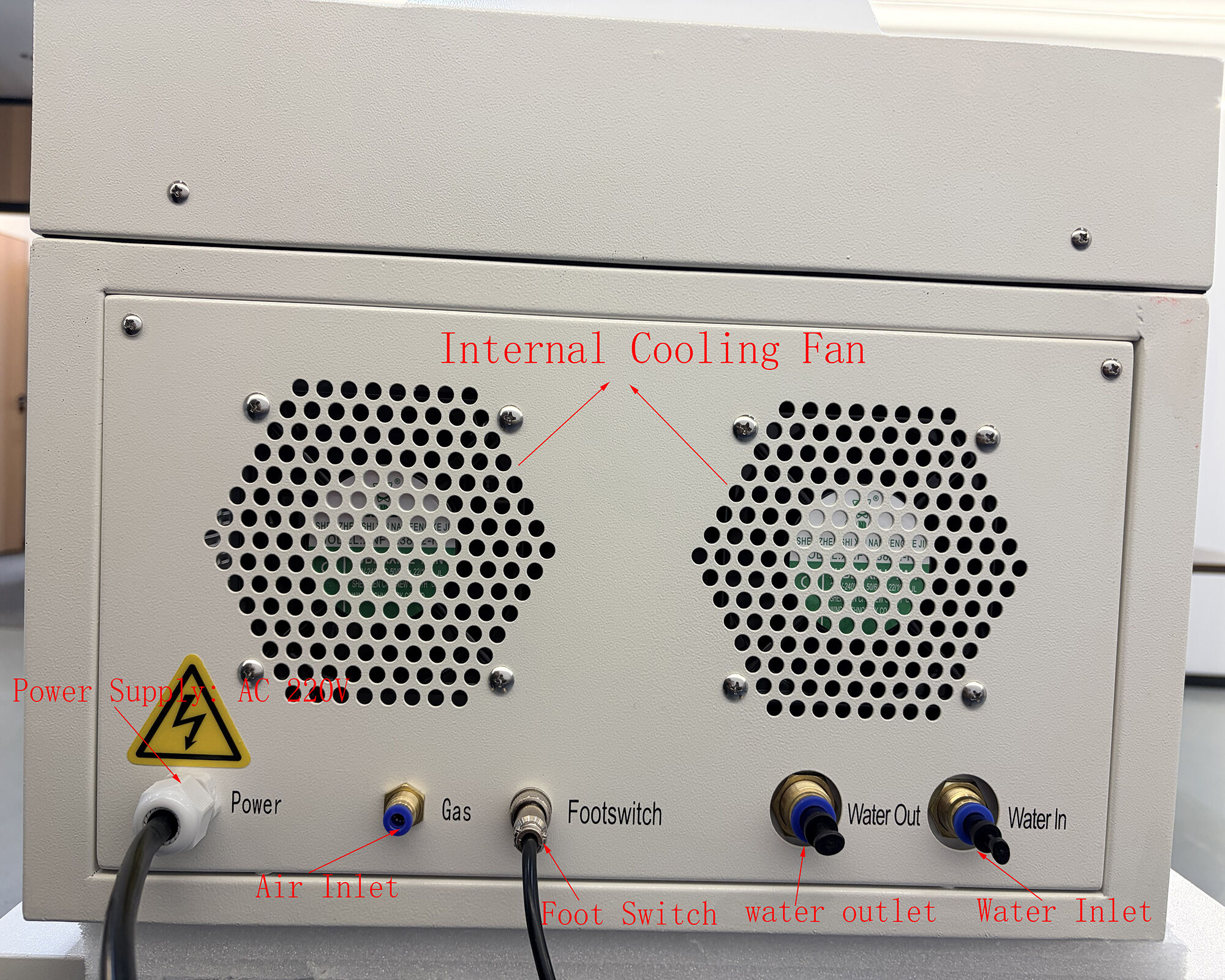
Kühlsystem
Leitet die Wärme aus dem Laserresonator ab (umfasst Wassertank, Kühlkörper, Lüfter, Wasserstromschalter, Wassereinlasspumpe, Umwälzpumpe und Füllstandsschalter).
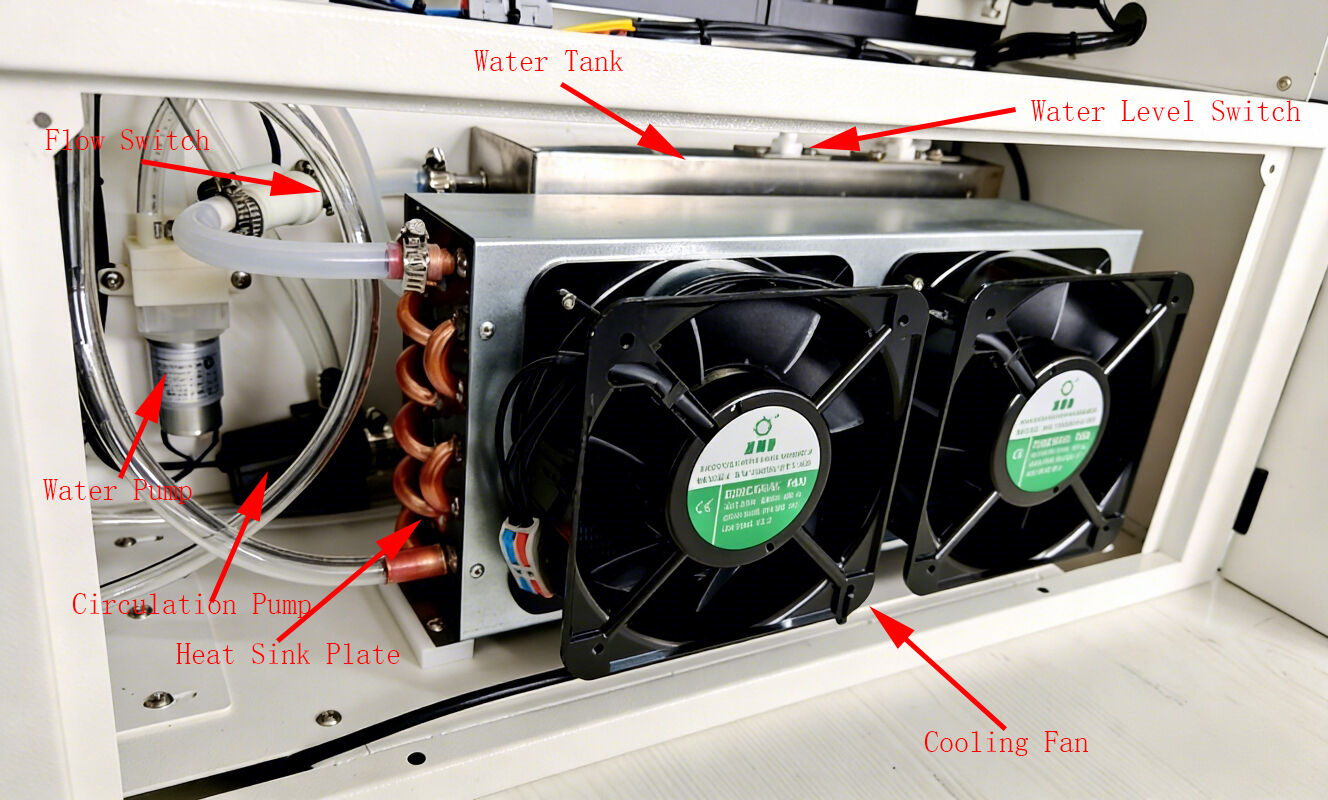
Das Drücken der Wasserfüll-Taste aktiviert die Wasserpumpe, die Wasser aus dem externen Behälter in den internen Wassertank saugt. Die Pumpe schaltet sich automatisch ab, sobald der Tank voll ist (dieser Vorgang dauert etwa eine Minute und befördert ca. 4 Liter Wasser; bitte destilliertes oder industriell gereinigtes Wasser verwenden). Die Taste kehrt dann in ihre ausgefahrene Position zurück. Sobald sich Wasser im Tank befindet, aktiviert sich die Umwälzpumpe und saugt Wasser aus dem Tank in den Laserhohlraum. Kaltes Wasser tritt in den Laserhohlraum ein, während erwärmtes Wasser in die Kühlplatten-Wärmeableitung fließt. Der Kühlventilator aktiviert sich bei 25 °C, um das Wasser innerhalb der Kühlplatte zu kühlen; anschließend fließt das Wasser durch einen Durchflussschalter zurück in den Tank.
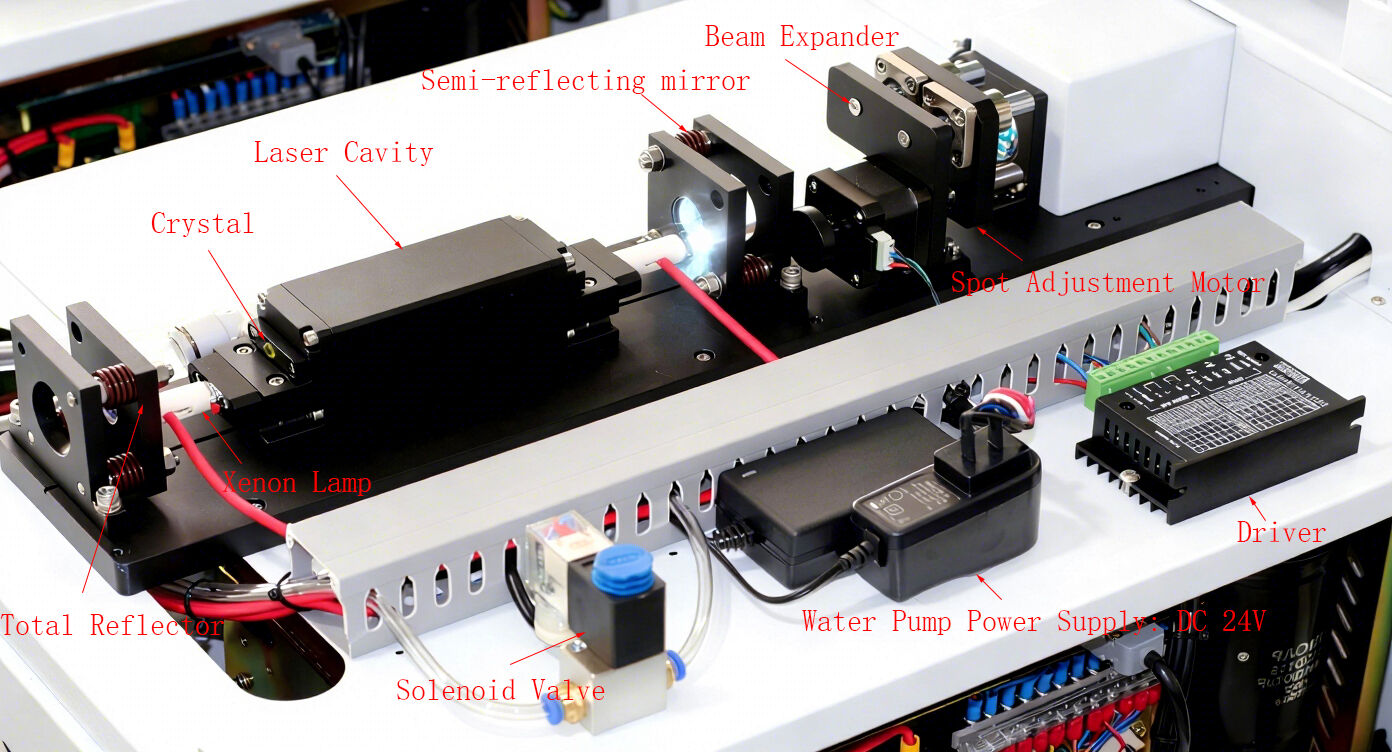
Optisches System
Lasererzeugung (Totalreflektor, Teilreflektor, Kristall, Xenonlampe, Laserhohlraum, Strahlvergrößerer, 45-Grad-Reflektor, Fokussierlinse)
Binokulares Okular mit 10-facher Vergrößerung und einem Fadenkreuz im rechten Okular (auch 15-fache Vergrößerung erhältlich).

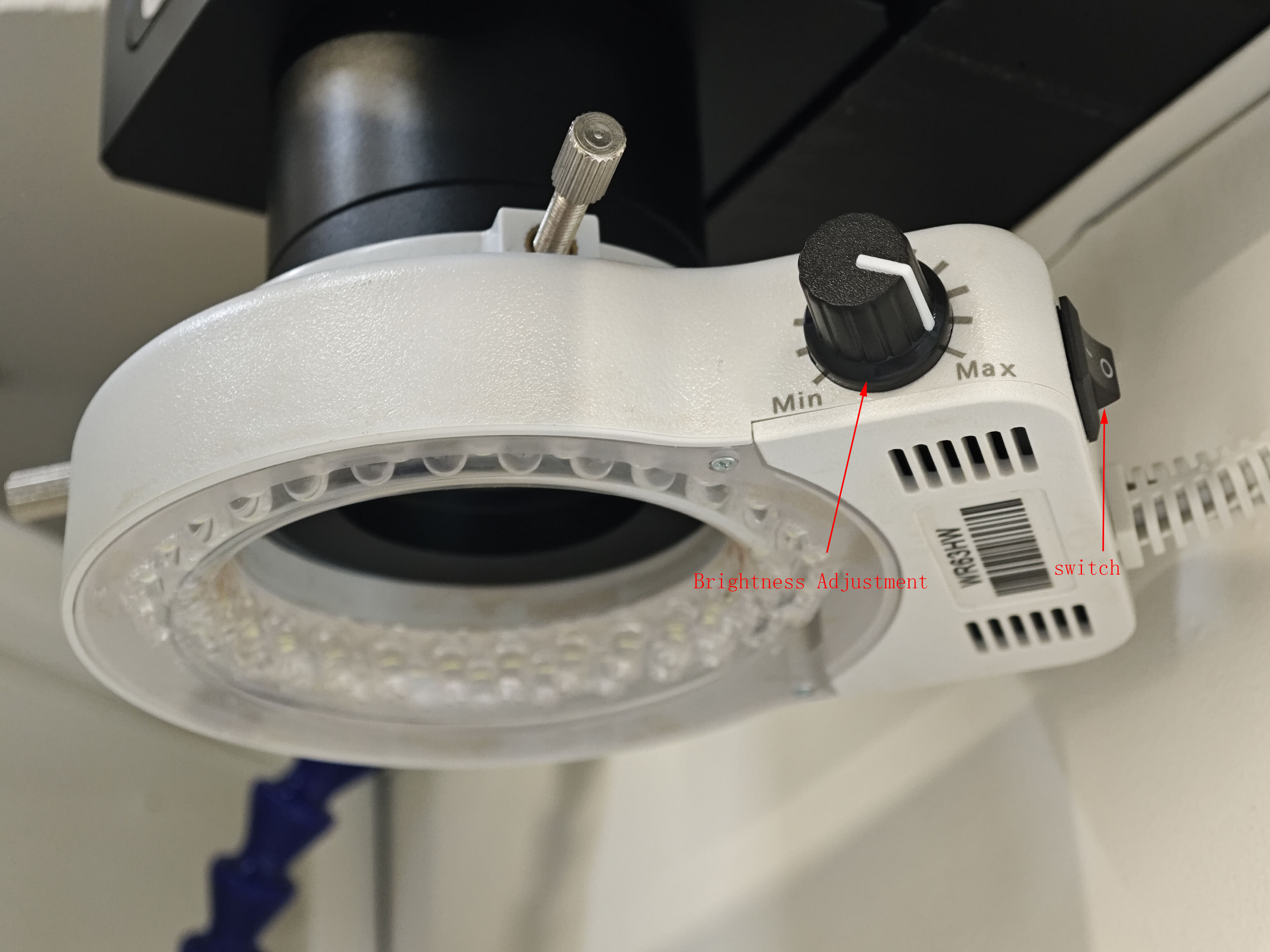
LED-Beleuchtungseinheit
Überblick über die Funktionen des hinteren Bedienfelds
Unterstützt mehrere Sprachen

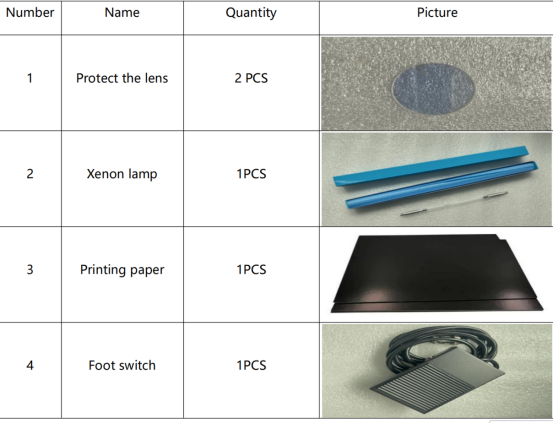
Standardzubehör
Produktparameter :
Maschinenmodell |
Hs -J E20 0w |
Maximale Laserleistung |
200W |
Lasertyp |
YAG |
Laserwellenlänge |
1064N m |
Kapazitätssteuerung |
1--100% |
Puls breitenregelung |
0.1--20MS |
Laserschweißfrequenz |
1-50H Z |
Maximale Einzelpulsgenergie |
100 j |
Mikroskop |
10X |
Energieinstabilität |
<2% |
Strahldivergenz |
≤8 mrad |
Schweißbreite |
0,4–3 mm |
Schweißen der Brennweite |
F = 110 mm |
Fortsetzung der Arbeitszeit |
16 Stunden |
Geräuschentwicklung |
≤ 60 dB |
Betriebstemperatur |
55 °F (13 °C) – 95°F ( 35°C) |
Betriebsfeuchtigkeit |
5%-75% |
Ölnebel |
≤ 15 mg/m³ |
CCD |
720p-CCD, 7 Zoll (mit Fadenkreuz) |
Benötigte Leistung |
AC 22 0 V ± 10 % 50h Z/60 Hz |
Eingangsleistung für Innenraum |
3KW |
Sprachen |
Chinesisch, Englisch, Koreanisch (kann angepasst werden) |
Netz größe und Gewicht |
800*500*550mm 65Kg |
Verpackungsgröße und -gewicht |
930*710*620mm 85Kg |
Zu beachtende Punkte:
1. Stellen Sie zunächst sicher, dass die einzelne Betriebsspannung des Geräts AC 220 V beträgt und der Leistungsschalter einen Strom von 15–25 A aufweist. Die Erdung muss ordnungsgemäß installiert sein.
2. Die Umgebungstemperatur während des Betriebs muss zwischen 10 und 35 Grad Celsius liegen und die Luftfeuchtigkeit sowie die Konzentration an Luftstaub müssen den Anforderungen des Geräts entsprechen.
3. Das Gerät muss mit entionisiertem Wasser oder reinem Wasser betrieben werden, das regelmäßig ausgetauscht werden muss ( auch bei Nichtbenutzung ). Der allgemeine Austauschzyklus beträgt höchstens drei Monate; wir empfehlen jedoch einen monatlichen Austausch.
4. Im Inneren des Geräts befindet sich eine Hochspannungsversorgung; Demontage und Prüfung dürfen nur unter Anleitung unseres technischen Personals erfolgen.
5. Nach dem Austausch der Xenonlampe muss der Lichtfleck justiert werden. Bitte wenden Sie sich für die konkrete Vorgehensweise an unser technisches Personal.
6. Wenn die Maschine normal arbeitet, stellen Sie bitte sicher, dass eine gute Lüftung und Wärmeabfuhr gewährleistet ist, und blockieren Sie weder die Wärmeabfuhröffnung noch die Lüftungsöffnung der Maschine.
Installation und Bedienung:
1. Schließen Sie das Stromkabel der Maschine an die externe Stromversorgung an; stellen Sie sicher, dass die einzelne Betriebsspannung AC 220 V beträgt, der Leistungsschalter einen Strom von 15–25 A aufweist und die Erdung ordnungsgemäß installiert ist.
2. Verbinden Sie ein Ende des Wasserschlauchs mit dem Befüllanschluss und das andere Ende mit der Wasserquelle. Die Maschine muss mit reinem oder entionisiertem Wasser gefüllt werden, das regelmäßig ausgetauscht werden muss ( auch wenn die Maschine nicht in Betrieb ist )

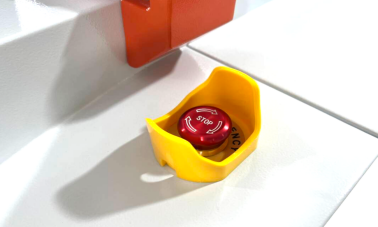
3. Ziehen Sie den Not-Aus-Schalter.
4. Nachdem die Maschine normal mit Strom versorgt wurde, leuchten das Bedienfeld und die Beleuchtungslampe auf, der Kühlschrank und der Lüfter der Maschine beginnen sich zu drehen, und es ist ein Geräusch zu hören.
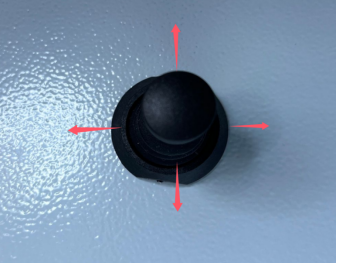
5. Drücken Sie den Schalter „Wasser hinzufügen“, um die Pumpe zu starten. Sobald der Tank vollständig gefüllt ist, stoppt die Pumpe automatisch; drücken Sie den Schalter erneut, um den Gummistopfen in den Wasserbefüllanschluss einzusetzen.

6. Schließen Sie den Pedalschalter an den Maschinenanschluss an.


7. Der Füllanschluss kann je nach Anforderungen des Schweißverfahrens mit Argongas ausgestattet werden; er kann jedoch auch weggelassen werden, falls nicht erforderlich. Wird der Füllanschluss nicht installiert, erscheint die Schweißstelle des Produkts gelb-schwarz – dies beeinträchtigt jedoch nicht die Schweißqualität. Die Maschine verfügt über eine integrierte automatische Blasfunktion.

Schweißvorgang:
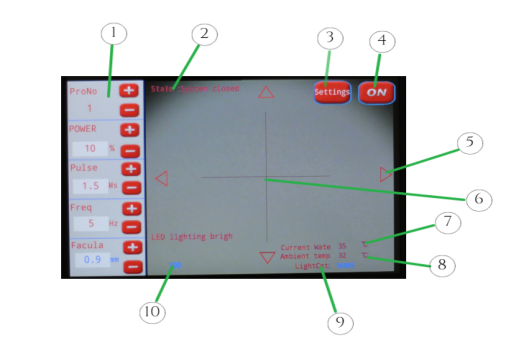
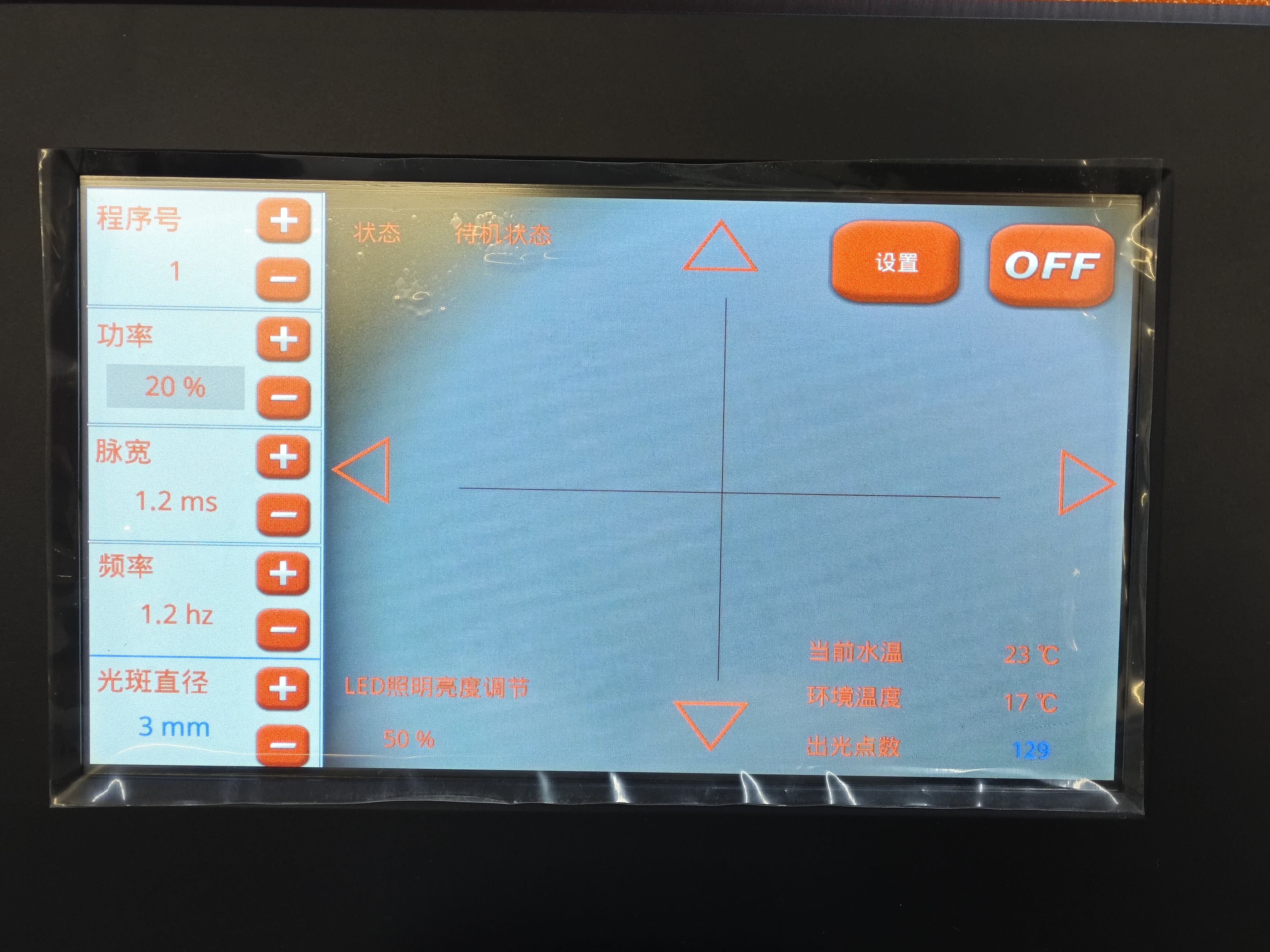
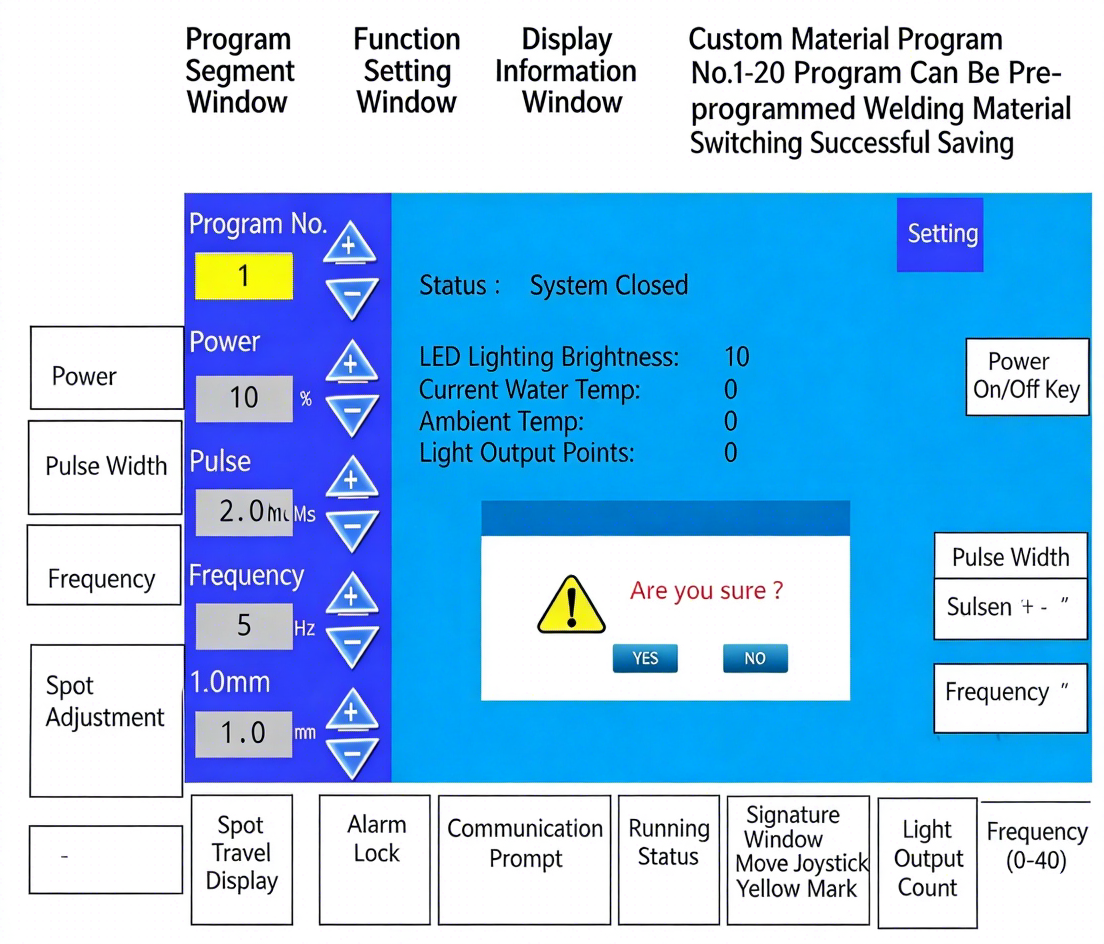
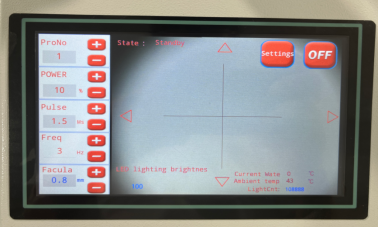
1. Einführung in die Schnittstellenfunktionen
| Artikel | Bezeichnung |
| 1 | Anzeige des ausgewählten Programms und der Parameter |
| 2 | Anzeige des Maschinen-Startstatus |
| 3 | Einstellung und Nutzung interner Parameter der Maschine |
| 4 | Ein-/Ausschaltknopf |
| 5 | Vier Richtungstasten zum Justieren des Schweißpunkts, falls dieser nicht im Zentrum der Fadenkreuzlinie liegt |
| 6 | Mittelpunkt des Fadenkreuzes |
| 7 | Anzeige der aktuellen Tanktemperatur |
| 8 | Anzeige der Maschinentemperatur im Inneren |
| 9 | Anzahl der Xenon-Lampenausgänge |
| 10 | Helligkeitsanpassung der Beleuchtungslampe |
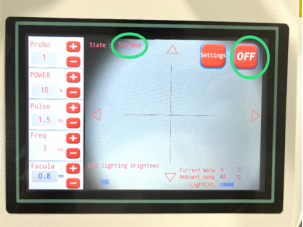
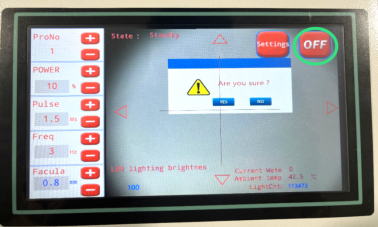
2. Klicken Sie auf dem Bildschirm auf „EIN“, um die Maschine im Inneren zu starten. Nach ca. 60 Sekunden startet die Maschine normal. Ändern Sie „EIN“ in „AUS“, und der Status wird als Bereitschaft angezeigt. Die Schweißparameter können eingestellt werden
3. Betätigen Sie den Fußschalter, und der Laser tritt aus dem Schweißkopf aus
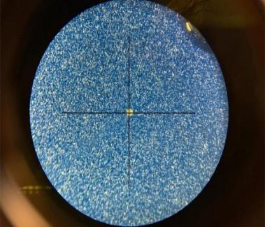
4. Beobachten Sie mit beiden Augen den schärfsten Bereich des Mikroskops. Im rechten Okular befindet sich ein Fadenkreuz, und der Lötstelle liegt in der Mitte des Fadenkreuzes. Das Fadenkreuz kann auch auf dem Bildschirm beobachtet werden


5. Der Kreuzhebel wird in vier Richtungen – nach oben, unten, links und rechts – zur Einstellung der Schweißparameter justiert
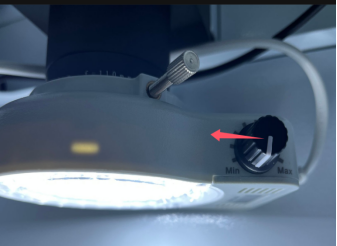
6. Stellen Sie den Helligkeitsschalter der Beleuchtungslampe ein
Herunterfahren:
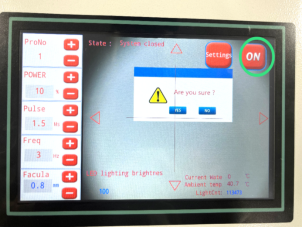
1. Wenn die Arbeit abgeschlossen ist und das Gerät heruntergefahren werden muss, klicken Sie auf dem Bildschirm auf „AUS“ und folgen Sie den Anweisungen. Dies dauert etwa 5 Sekunden.
2. Drücken Sie dann den Not-Aus-Schalter. Der Bedienbildschirm erlischt.
3. Ziehen Sie den Netzstecker und trennen Sie das Gerät von der Stromversorgung.
Regelmäßige Wartung:
1. Halten Sie das Gerät sauber und ordentlich und betreiben Sie es in einer geeigneten Umgebung. Die äußeren Oberflächen des Geräts, das Mikroskop sowie die Kühlöffnungen müssen täglich gereinigt werden (um Staub und Schmutz zu entfernen).
2. Vermeiden Sie äußere mechanische Belastungen durch schwere Gegenstände, Kompression oder Stapeln.
3. Ersetzen Sie das Kühlwasser einmal monatlich. Selbst wenn das Gerät nicht genutzt wurde, muss das Wasser ausgetauscht werden, da es sich leicht zersetzt.
4. Reinigen Sie die Schutzlinse täglich oder ersetzen Sie sie alle 2 bis 6 Monate.
5. Überprüfen und kalibrieren Sie die Ausrichtung zwischen Mikroskop und dem Kreuzfaden-Zentrum der CCD-Kamera. Die Kalibriervorgehensweise lautet wie folgt:
① Stellen Sie zunächst sicher, dass die Maschine erfolgreich eingeschaltet wurde. Platzieren Sie das Werkstück innerhalb des Sichtfelds des Beobachtungssystems. Stellen Sie langsam die Fokussierung so ein, dass das schärfste mögliche Bild entsteht, richten Sie den Kreuzfaden auf die vorgesehene Schweißstelle aus und betätigen Sie dann vorsichtig den Fußschalter, um die Laserabgabe zu starten und die Schweißung durchzuführen.
② Falls der Laserfleck bei scharfem Fokus des CCD-Kamerabilds nicht exakt im Zentrum des Kreuzfaden-Cursors erscheint, können Sie die Position des Kreuzfaden-Cursors anpassen. Klicken Sie hierzu auf den Mittelpunkt einer der vier Bildschirmkanten, um die Cursorposition zu verschieben und so den vorgesehenen Schweißpunkt innerhalb des Cursors zu zentrieren.
6. Ersetzen Sie die Xenonlampe je nach Nutzungshäufigkeit bei Bedarf. Nach dem Austausch der Xenonlampe verwenden Sie lichtempfindliches Papier, um den Laserfleck einzustellen und auszurichten. Für detaillierte Anweisungen zu diesem Vorgang wenden Sie sich bitte an das technische Personal des Unternehmens und fordern Sie das Anleitungsvideo an.
Anzahl der Produkte: Kleine geschlossene Markiermaschine
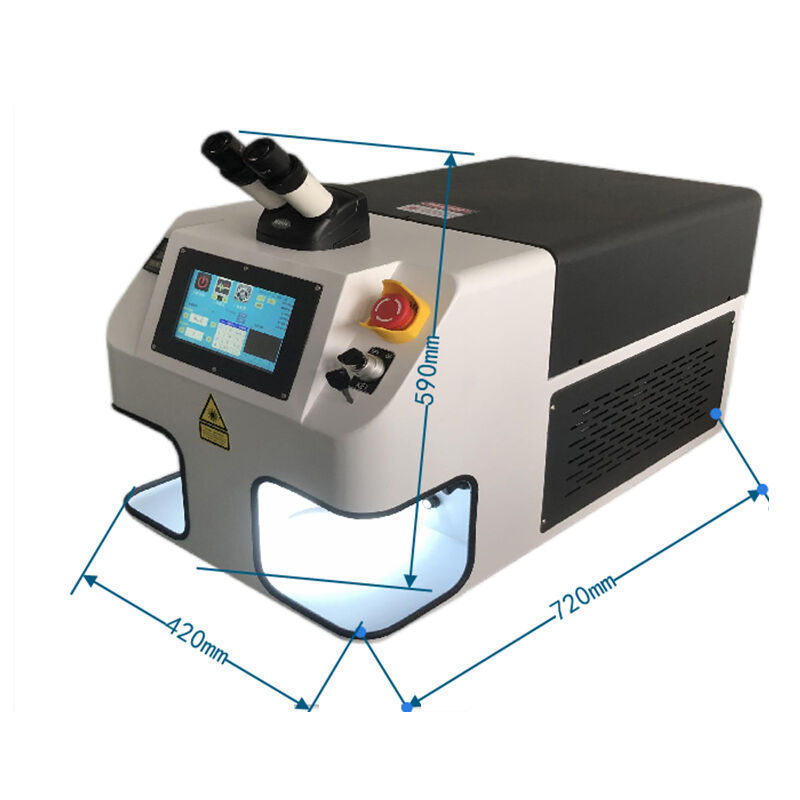
Anzahl der Produkte: Desktop-Laserschweißgerät
Anzahl der Produkte: Vollständig geschlossene Markiermaschine

Anzahl der Produkte: Mit einem Gehalt an Spinnstoffen von mehr als 0,05 GHT

Anzahl der Produkte: Handgehaltene Laser-Schweißmaschine

Anzahl der Produkte: Handgeführte Edelstahl-Faserkennzeichnungs-Lasergravurmaschine



