


В сфере производства и ремонта ювелирных изделий традиционные методы сварки зачастую сталкиваются с такими проблемами, как чрезмерное тепловое воздействие, заметная деформация, грубые сварные швы и низкая производительность. Наш специализированный лазерный сварочный аппарат для ювелирных изделий, напротив, использует высокоточную импульсную лазерную технологию, обеспечивая профессиональные решения для сварки драгоценных металлов — золота, серебра, платины и титановых сплавов. Он позволяет ювелирам легко выполнять сложные ремонтные работы, установку камней, реставрацию и создание инновационных дизайнов. Лазерный сварочный аппарат для ювелирных изделий — совершенствование изысканного мастерства и повышение эффективности работы мастеров!
Лазерные сварочные аппараты для ювелирных изделий: революционный инструмент для точного мастерства, знаменующий наступление новой эпохи ремесленного совершенства
В области изготовления и ремонта ювелирных изделий традиционные методы сварки на протяжении длительного времени создавали трудности для мастеров — в частности, значительные зоны термического влияния, склонность к деформации и грубые сварные швы. Ювелирная лазерная сварочная машина, построенная на основе передовой импульсной лазерной технологии высокой точности, обеспечивает неразрушающее и чрезвычайно эффективное решение для сварки драгоценных металлов, таких как золото, серебро, платина и титановые сплавы. В настоящее время данная технология стала стандартным оборудованием во всей мировой ювелирной промышленности — от небольших мастерских художественных ремесленников до крупномасштабных производственных предприятий. Эта технология не только отражает столетнюю эволюцию лазерной сварки, но и задаёт новый вектор развития ювелирного производства в сторону большей интеллектуализации, персонализации и устойчивости.
Эволюционный путь: от лабораторных исследований к мастерству ремесленника
Технология лазерной сварки берет начало от изобретения лазера в 1960-х годах. После создания первого лазера американскими учёными в 1960 году экспериментальные работы по лазерной сварке начались в 1962 году и завершились первым успешным промышленным применением этой технологии в 1967 году. Начиная с 1970-х годов лазерная сварка постепенно вошла в сферу точного производства и быстро набрала популярность — особенно в ювелирной отрасли. Процессы, изначально разработанные для высокоточной сварки изделий с высокой добавленной стоимостью в медицинской и аэрокосмической отраслях, были впоследствии внедрены в производство ювелирных изделий, что принципиально преодолело ограничения, присущие традиционным методам сварки пламенем. В начале XXI века, благодаря прорывам в управлении формой импульса YAG-лазеров и технологиям обратной связи по энергии, китайские компании — такие как Han's Laser и HGTECH — возглавили локальные инновации, превратив эти устройства из дорогих импортных эксклюзивов в широко доступные инструменты. Сегодня, пройдя более шести десятилетий итеративного совершенствования, данная технология эволюционировала из «высокотехнологичной, передовой» лабораторной диковинки в незаменимый «повседневный инструмент» в ювелирных мастерских. Глобальный рынок лазерных точечных сварочных машин для ювелирной отрасли достиг объёма 400 млн долларов США в 2026 году; ожидается, что к 2035 году он превысит 660 млн долларов США, продемонстрировав совокупный среднегодовой темп роста (CAGR) на уровне 5,6 %.
Подробная характеристика:
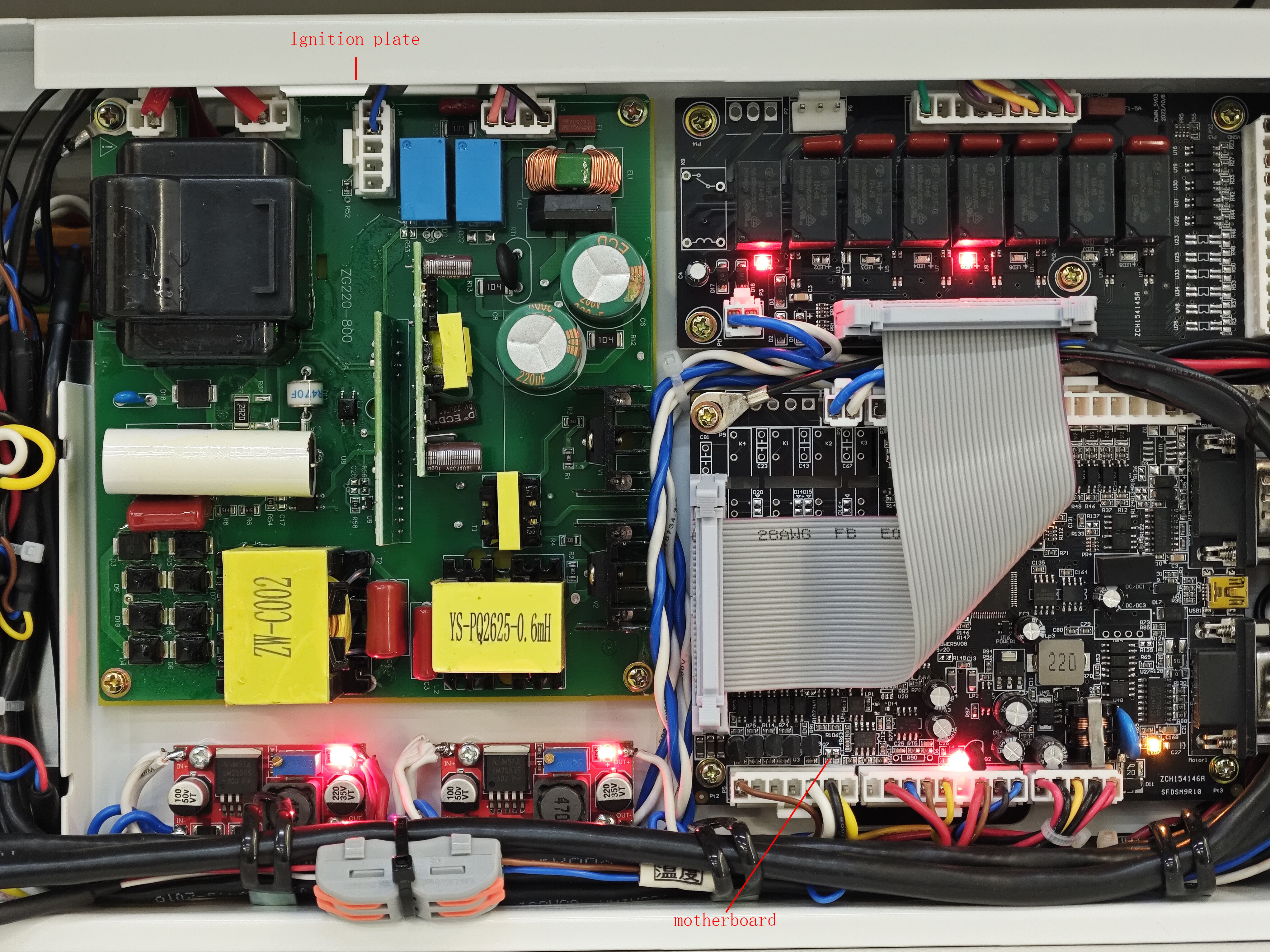
Питание лазером
Подает электрическую мощность на ксеноновую лампу (включает экран регулировки параметров, основную плату управления и плату зажигания).
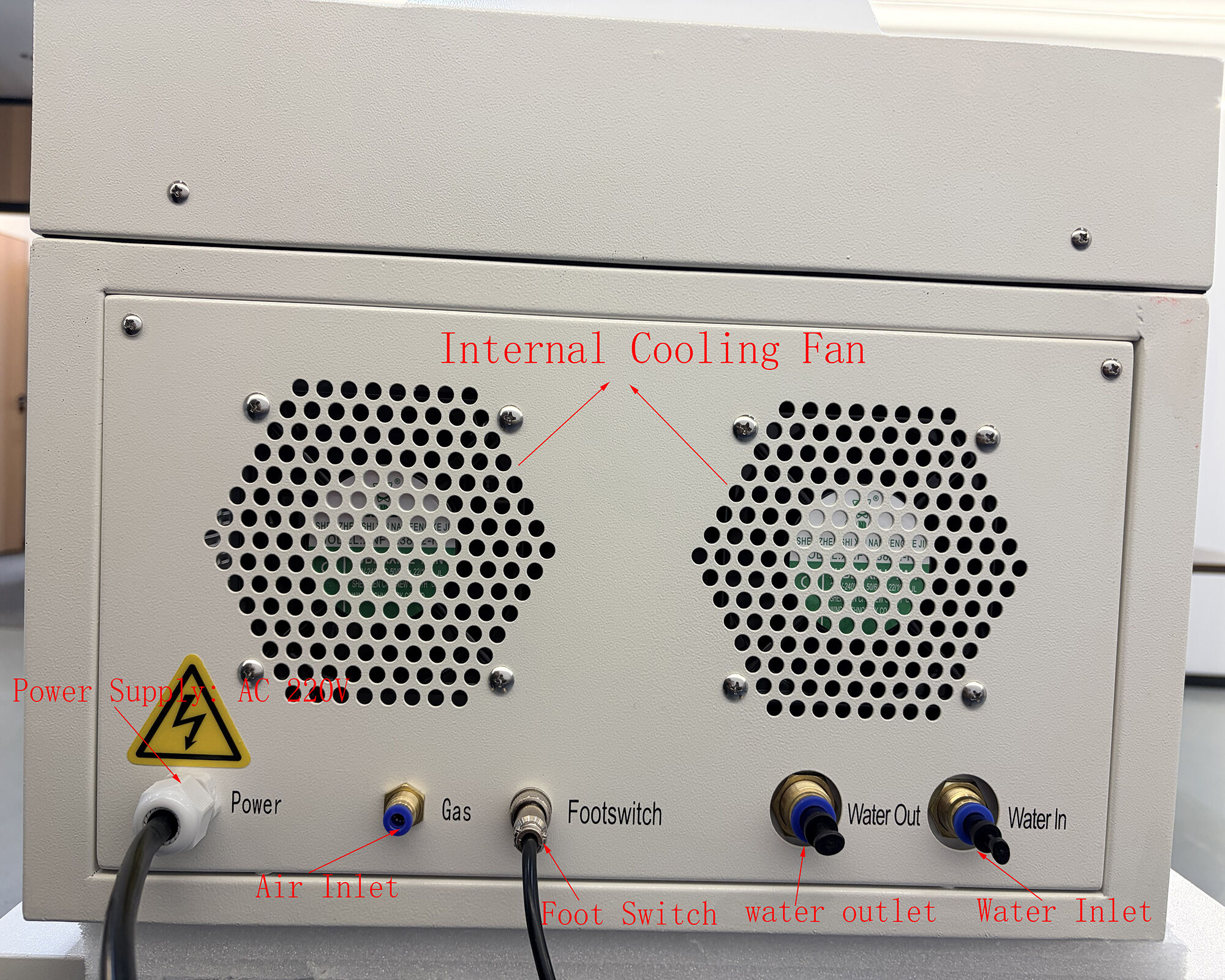
Система охлаждения
Рассеивает тепло из лазерной полости (включает водяной бак, радиатор, вентилятор, датчик расхода воды, водяной насос подачи, циркуляционный насос и датчик уровня воды).
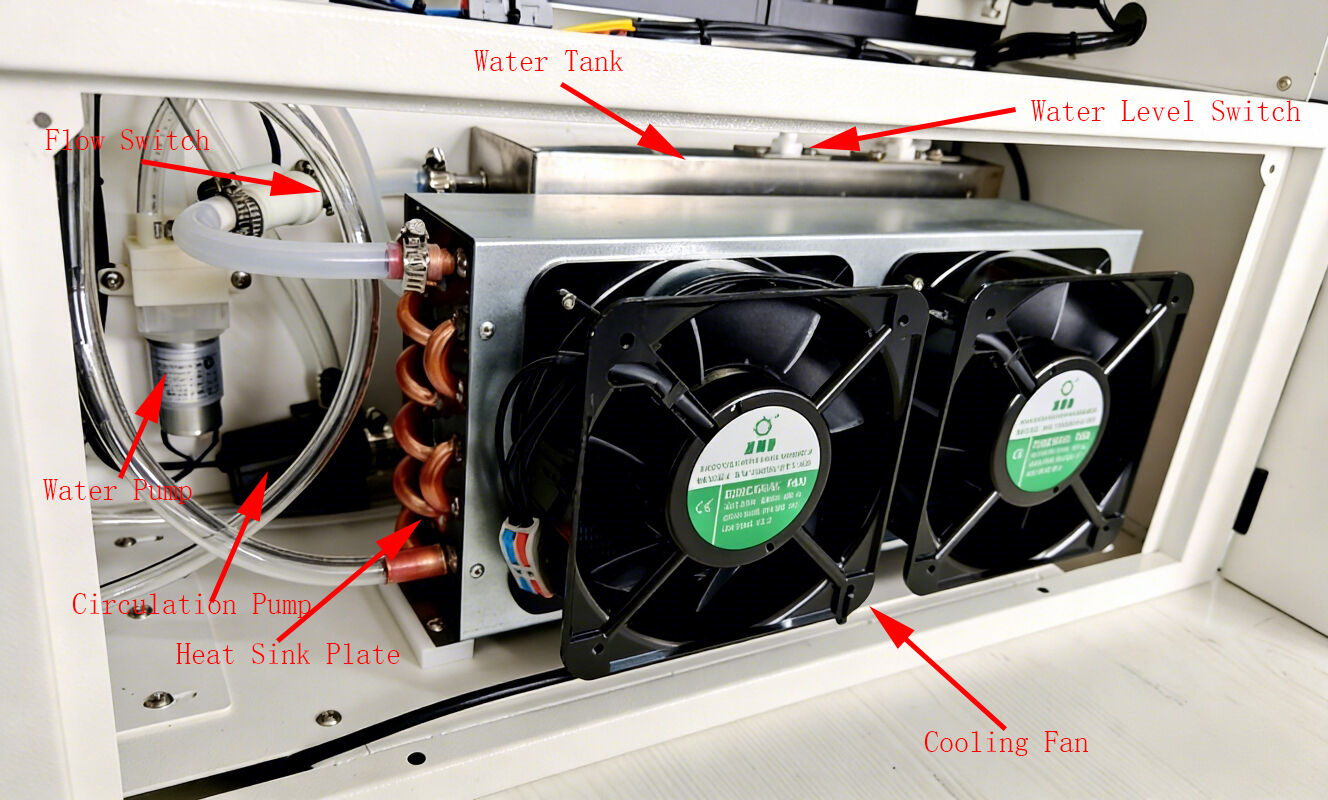
Нажатие кнопки заполнения водой активирует водяной насос, который забирает воду из внешнего ведра во внутренний водяной бак. Насос автоматически отключается, как только бак наполняется до предела (этот процесс занимает примерно одну минуту и перекачивает около 4 литров воды; используйте дистиллированную или промышленно очищенную воду). После этого кнопка возвращается в исходное приподнятое положение. Как только вода поступает в бак, включается циркуляционный насос, подающий воду из бака в лазерную полость. Холодная вода поступает в лазерную полость, а нагретая вода выходит в пластину теплоотвода. Вентилятор охлаждения включается при температуре 25 °C для охлаждения воды в пластине теплоотвода, после чего вода проходит через датчик потока и возвращается в бак.
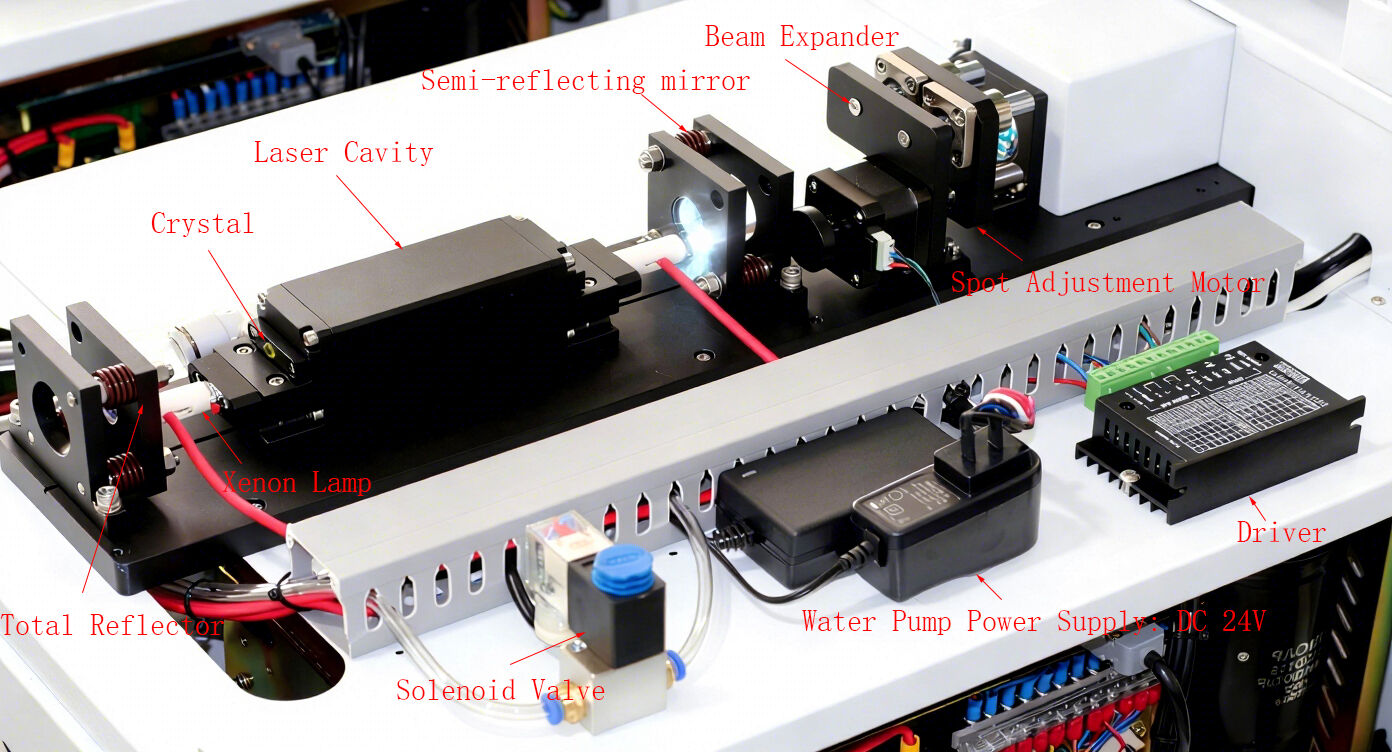
Оптическая система
Генерация лазера (полностью отражающее зеркало, частично отражающее зеркало, кристалл, ксеноновая лампа, лазерная полость, расширитель пучка, отражатель под углом 45°, фокусирующая линза)
Бинокулярный окуляр с увеличением 10× и мишенью в правом окуляре (также доступен окуляр с увеличением 15×).

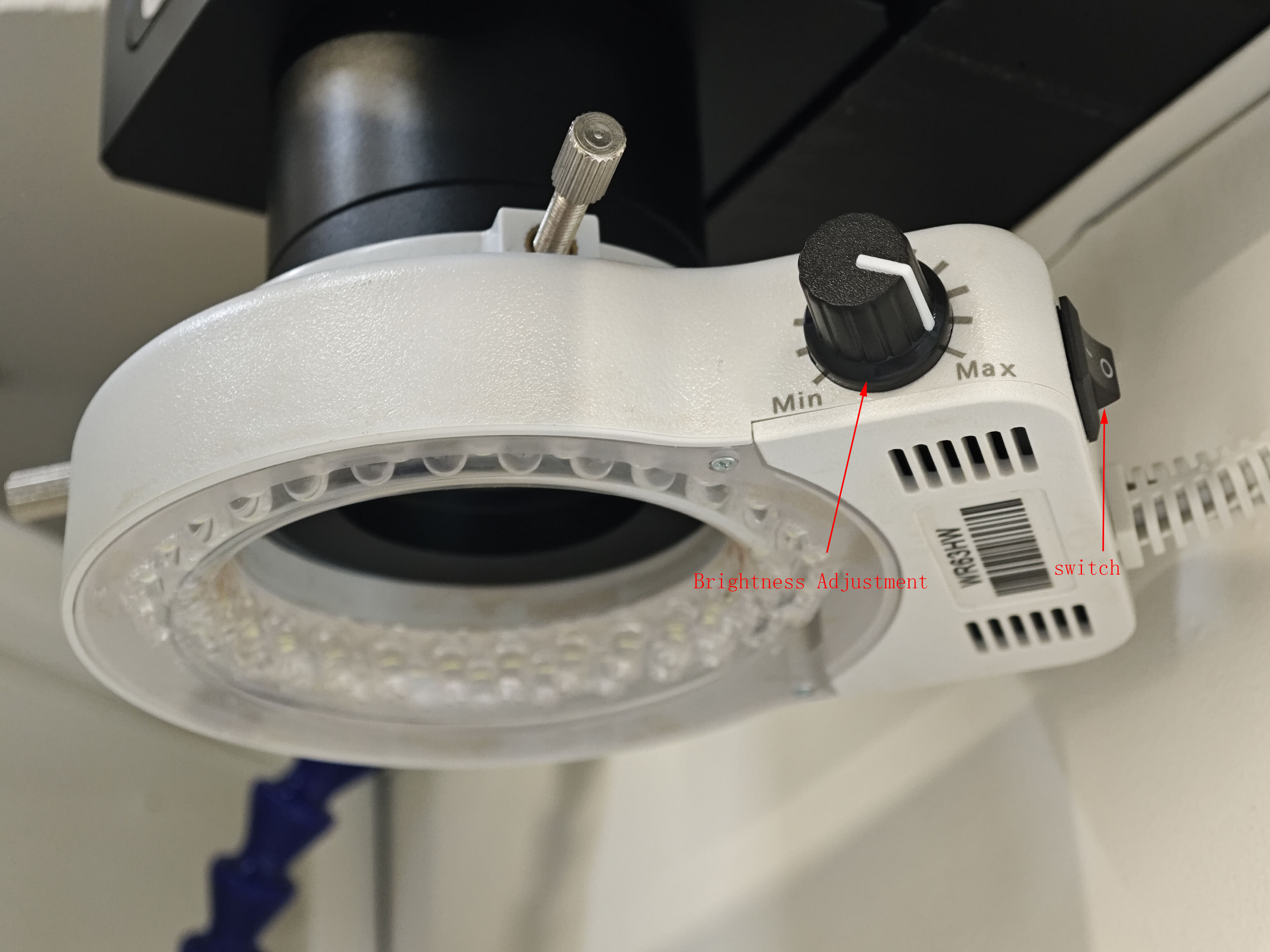
Светодиодный осветительный прибор
Обзор функций задней панели
Поддержка нескольких языков

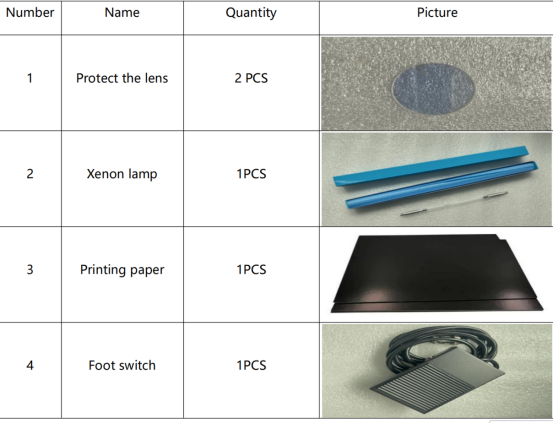
Стандартные аксессуары
Параметр продукта :
Модель машины |
Hs -J E20 0w |
Максимальная мощность лазера |
200В |
Тип лазера |
ИАГ |
Длина волны лазера |
1064N m |
Регулировка мощности |
1--100% |
Импульсный регулировка ширины |
0.1--20MS |
Частота лазерной сварки |
1-50H З |
Максимальная энергия одиночного импульса |
100j |
Микроскоп |
10X |
Нестабильность энергии |
<2% |
Расходимость луча |
≤8 мрад |
Ширина сварного шва |
0,4–3 мм |
Сварка фокусного расстояния |
F=110 мм |
Продолжить рабочее время |
16 часов |
Шум |
≤ 60 дБ |
Рабочая температура |
55 °F (13 °C) — 95°F ( 35°C) |
Рабочая влажность |
5%-75% |
Масляный туман |
≤15 мг/м³ |
СДК |
цКТВ-матрица 720P, 7 дюймов (с перекрёстной разметкой) |
Требуемая мощность |
AC22 0 В ±10% 50 ч Z/60 Гц |
Входная мощность для внутреннего использования |
3КВт |
Языки |
Китайский, английский, корейский (может быть настроен по заказу) |
Сетка размер и вес |
800*500*550 мм 65Кг |
Размер и вес упаковки |
930*710*620мм 85Кг |
Внимание!
1. Прежде всего убедитесь, что номинальное рабочее напряжение устройства составляет переменный ток 220 В, а номинальный ток автоматического выключателя — 15–25 А. Заземляющий провод должен быть правильно подключён.
2. Рабочая температура окружающей среды должна составлять от 10 до 35 °C; влажность и концентрация пыли в воздухе должны соответствовать требованиям, предъявляемым к данному устройству.
3. Устройство должно заполняться дистиллированной или деионизированной водой, которую необходимо регулярно заменять ( даже при простое ). Общий интервал замены — не более трёх месяцев; рекомендуется производить замену один раз в месяц.
4. Внутри устройства имеется высоковольтный источник питания; его разборка и тестирование возможны только под руководством наших технических специалистов.
5. После замены ксеноновой лампы требуется отрегулировать световое пятно. За подробной инструкцией обращайтесь к нашим техническим специалистам.
6. Когда машина работает нормально, обеспечьте хорошую вентиляцию и теплоотвод, не закрывайте отверстия для теплоотвода и вентиляции машины.
Установка и эксплуатация:
1. Подключите силовой кабель машины к внешнему источнику питания; убедитесь, что рабочее напряжение составляет переменный ток 220 В, номинальный ток автоматического выключателя — 15–25 А, а заземляющий провод должен быть правильно подключён.
2. Подсоедините один конец водяного шланга к заливному отверстию, а другой — к источнику воды. Машина должна заполняться дистиллированной или деионизированной водой, которую необходимо регулярно заменять ( даже при простое )

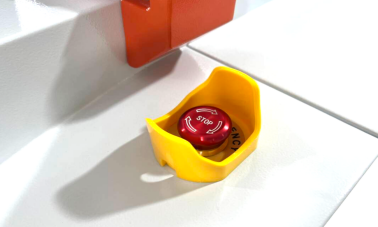
3. Нажмите аварийную кнопку останова
4. После нормального включения питания загораются операционный экран и осветительная лампа, начинают вращаться компрессор и вентилятор машины, слышен характерный звук
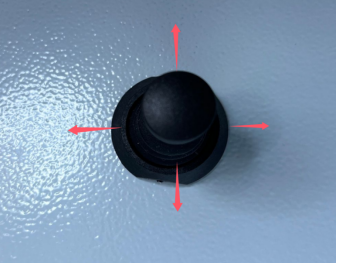
5. Нажмите кнопку «Добавить воду», чтобы запустить насос. При полном заполнении резервуара насос автоматически остановится; нажмите кнопку, чтобы вставить резиновую пробку в заливное отверстие для воды

6. Подключите педальный выключатель к порту машины.


7. Входное отверстие для подачи газа может быть оснащено аргоном в соответствии с требованиями сварочного процесса; при необходимости его можно не устанавливать. Если входное отверстие для подачи газа не установлено, зона сварки изделия приобретёт жёлто-чёрный оттенок, однако это не влияет на качество сварки. В машине имеется встроенная функция автоматической продувки.

Сварочная операция:
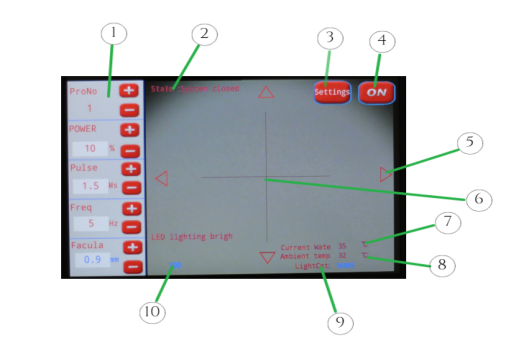
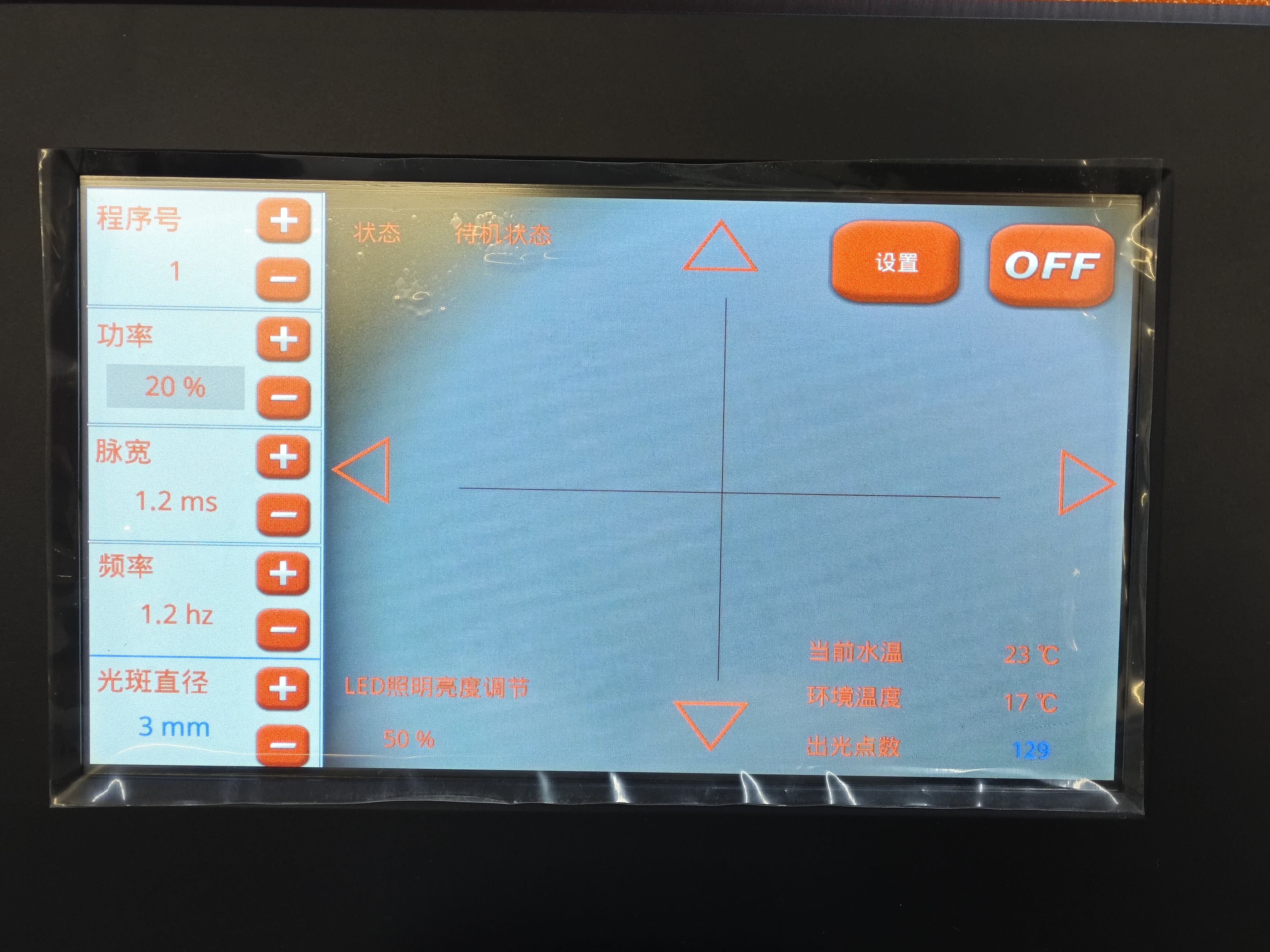
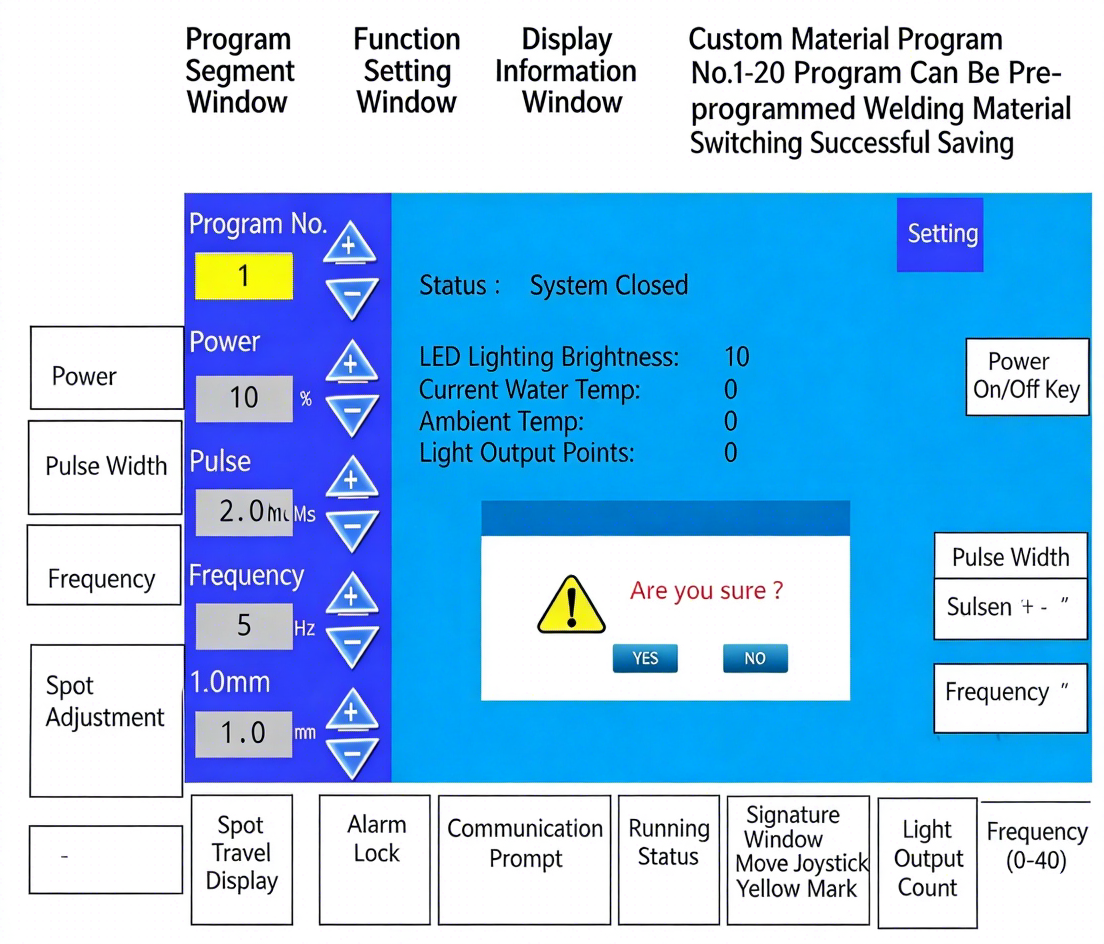
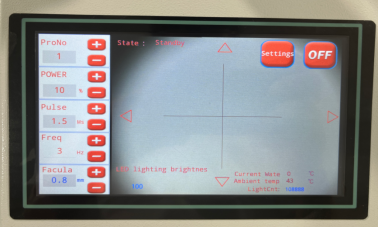
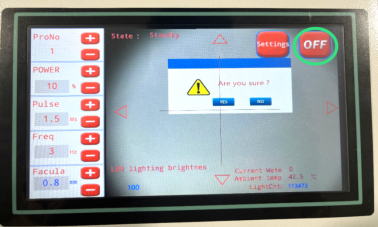
1. Описание функций интерфейса
| Товар | Обозначение |
| 1 | Отображение выбранной программы и её параметров |
| 2 | Индикация состояния запуска машины |
| 3 | Настройка и использование внутренних параметров машины |
| 4 | Кнопка включения и выключения питания |
| 5 | Клавиши управления в четырёх направлениях: корректировка положения сварочной точки, если она не совпадает с центром перекрестия |
| 6 | Центральная точка перекрестия |
| 7 | Отображение фактической температуры резервуара |
| 8 | Отображение внутренней температуры машины |
| 9 | Количество выходов ксеноновой лампы |
| 10 | Регулировка яркости осветительной лампы |
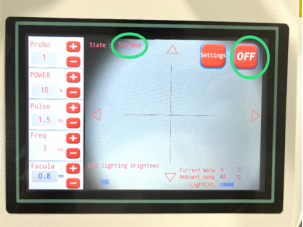
2. Нажмите на экране кнопку «ВКЛ», чтобы запустить машину. Через примерно 60 секунд машина запускается в штатном режиме. Измените состояние с «ВКЛ» на «ВЫКЛ» — статус отобразится как «Готовность». Параметры сварки можно настроить
3. Нажмите педальную кнопку — лазерный луч появится из сварочной головки
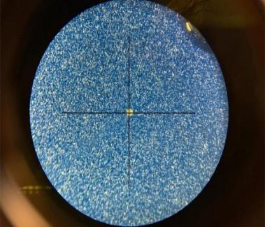
4. Наблюдайте за наиболее чёткой частью изображения в микроскопе обоими глазами. В правом окуляре имеется перекрестие, а точка пайки расположена в центре этого перекрестия. Перекрестие также можно наблюдать на экране


5. Регулировочный рычаг-крестовина позволяет изменять параметры сварки в четырёх направлениях: вверх, вниз, влево и вправо
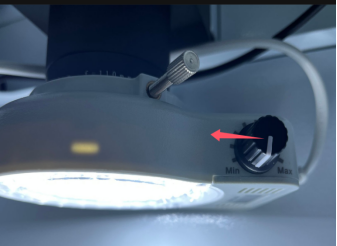
6. Регулируйте переключатель яркости осветительной лампы
Процедура выключения:
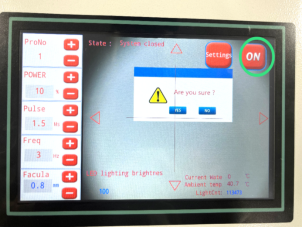
1. После завершения работы и перед выключением нажмите на экране кнопку «OFF» и следуйте подсказкам. Процесс займёт около 5 секунд.
2. Затем нажмите аварийную кнопку останова. Экран управления погаснет.
3. Отсоедините штепсельную вилку от розетки и отключите устройство от электропитания.
Регулярное техническое обслуживание:
1. Поддерживайте устройство в чистом и аккуратном состоянии и эксплуатируйте его в подходящей среде. Ежедневно очищайте внешние поверхности устройства, микроскоп и вентиляционные отверстия охлаждения (для удаления пыли и посторонних частиц).
2. Не подвергайте устройство внешним механическим воздействиям: ударам тяжёлых предметов, сжатию или складированию друг на друга.
3. Заменяйте охлаждающую воду один раз в месяц. Даже если устройство не использовалось, воду необходимо заменить, поскольку она склонна к порче.
4. Ежедневно очищайте защитную линзу или заменяйте её каждые 2–6 месяцев.
5. Проверьте и откалибруйте совмещение центра перекрестия CCD-камеры с микроскопом. Процедура калибровки следующая:
① Во-первых, убедитесь, что оборудование успешно включено в сеть. Поместите обрабатываемую деталь в поле зрения наблюдательной системы. Плавно отрегулируйте фокус до получения максимально чёткого изображения, совместите перекрестие с предполагаемой точкой сварки, а затем аккуратно нажмите педаль выключателя для запуска лазерного излучения и выполнения сварки.
② Если при чётком фокусе изображения на экране CCD-камеры лазерное пятно не попадает точно в центр перекрестия, можно скорректировать положение перекрестия. Для этого щёлкните по середине любой из четырёх сторон экрана, чтобы сместить положение перекрестия и тем самым расположить предполагаемую точку сварки в его центре.
6. Заменяйте ксеноновую лампу по мере необходимости в зависимости от частоты использования. После замены ксеноновой лампы используйте светочувствительную бумагу для регулировки и центрирования лазерного пятна. За подробными инструкциями по выполнению этой процедуры обратитесь к техническому персоналу компании и запросите обучающее видео.
Количество товаров: Малая закрытая маркировочная машина
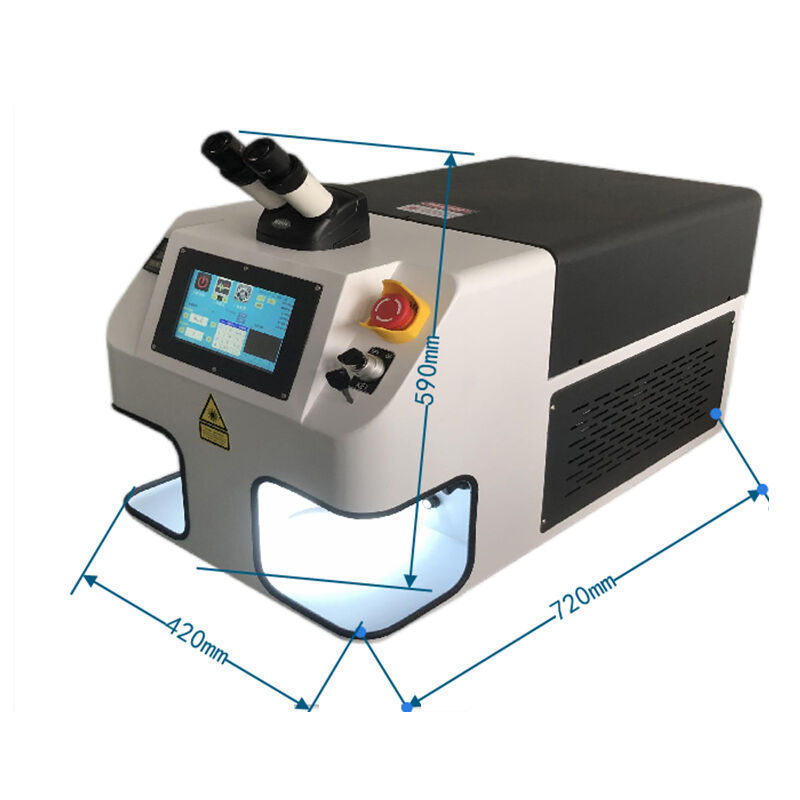
Количество товаров: Настольная лазерная сварочная машина
Количество товаров: Полностью закрытая маркировочная машина

Количество товаров: Лазерная маркировочная машина с оптическими волокнами

Количество товаров: Портативный лазерный сварочный аппарат

Количество товаров: Ручная волоконная лазерная гравировальная машина из нержавеющей стали




