 ×
×



Jewelrien valmistuksessa ja korjaamisessa perinteiset hitsausmenetelmät kohtaavat usein haasteita, kuten liiallista lämpövaikutusta, huomattavaa muodonmuutosta, karkeita hitsauskohtia ja alhaista tehokkuutta. Meidän erikoistunut jewelri-laserhitsauskone käyttää kuitenkin korkean tarkkuuden pulssilaser-teknologiaa tarjoamaan ammattimaisia hitsausratkaisuja jalometalleihin – kuten kultaan, hopeaan, platinan ja titaaniseoksiin. Se mahdollistaa jewelri-mestarit tekemään vaivattomasti monimutkaisia korjauksia, kivien asennuksia, restaurointia ja innovatiivisia suunnitteluratkaisuja. Jewelri-laserhitsauskone – täydellistää hienovaraisen käsityön ja tehostaa mestareiden työtä!
Korujen lasersulatuskoneet: vallankumouksellinen työkalu tarkkuustaitotyöhön, joka tuo uuden aikakauden käsityötaidolliselle erinomaisuudelle
Korujen valmistuksessa ja korjaamisessa perinteiset hitsaustekniikat ovat jo pitkään aiheuttaneet haasteita käsityöläisille – niitä leimaa usein merkittävä lämpövaikutusalue, muodonmuutosten alttius ja karkeat hitsauskohdat. Korujen laserhitsauskone, joka perustuu keskitettyyn, korkean tarkkuuden pulssilaser-teknologiaan, tarjoaa ei-tuhottavan ja erinomaisen tehokkaan hitsausratkaisun arvokkaille metalleille, kuten kullalle, hopealle, platinalle ja titaaniseoksille. Se on sittemmin tullut yleisesti käytetyksi varustukseksi koko maailman koruteollisuudessa, pienistä käsityöläisten työpajoista suurten teollisuuslaitosten valmistustiloihin. Tämä teknologia ei ainoastaan edusta sata vuotta kestänyttä laserhitsauksen kehitystä, vaan se myös ohjaa korujen valmistuksen muuttumista kohti älykkäämpää, henkilökohtaisempaa ja kestävämpää tuotantotapaa.
Kehitysmatka: Laboratoriotutkimuksesta käsityöläisen mestaruuteen
Laserhitsausteknologian juuret ulottuvat laserin syntyyn 1960-luvulla. Yhdysvaltalaiset tiedemiehet keksivät ensimmäisen laserin vuonna 1960, ja kokeellinen laserhitsaus aloitettiin vuonna 1962, mikä johti ensimmäiseen onnistuneeseen teolliseen sovellukseen vuonna 1967. 1970-luvulta lähtien laserhitsaus alkoi vähitellen tunkeutua tarkkuusvalmistuksen alalle ja saavutti nopeasti suosiota erityisesti korusektorilla. Alun perin lääketieteellisiin ja avaruusteknologian sovelluksiin kehitetyt prosessit otettiin myöhemmin käyttöön korujen valmistuksessa, mikä muutti perusteellisesti perinteisiä liekkihitsausta rajoittavia tekijöitä. Varhaisella 2000-luvulla YAG-laserin aaltomuodon säädön ja energian takaisinkytkennän teknologian läpimurtojen ansiosta kiinalaiset yritykset – kuten Han's Laser ja HGTECH – johtivat paikallista innovointia ja muuttivat nämä laitteet kalliista tuonnista saatavista luksustuotteista laajalti saatavilla oleviksi työkaluiksi. Tänään, yli kuudenkymmenen vuoden ajan jatkuneen iteroivan kehityksen jälkeen tämä teknologia on siirtynyt "korkeateknisestä, teräväkärkisestä" laboratoriotutkimuskohdesta välttämättömäksi "jokapäiväiseksi työkaluksi" korusepän työpajoissa. Maailmanlaajuisen korujen laserpistehitsauskoneiden markkinoiden arvo oli 400 miljoonaa dollaria vuonna 2026; ennustetaan, että se ylittää 660 miljoonaa dollaria vuoteen 2035 mennessä, mikä vastaa 5,6 %:n yhdistettyä vuosittaisen kasvun astetta (CAGR).
Yksityiskohtainen kuvaus:
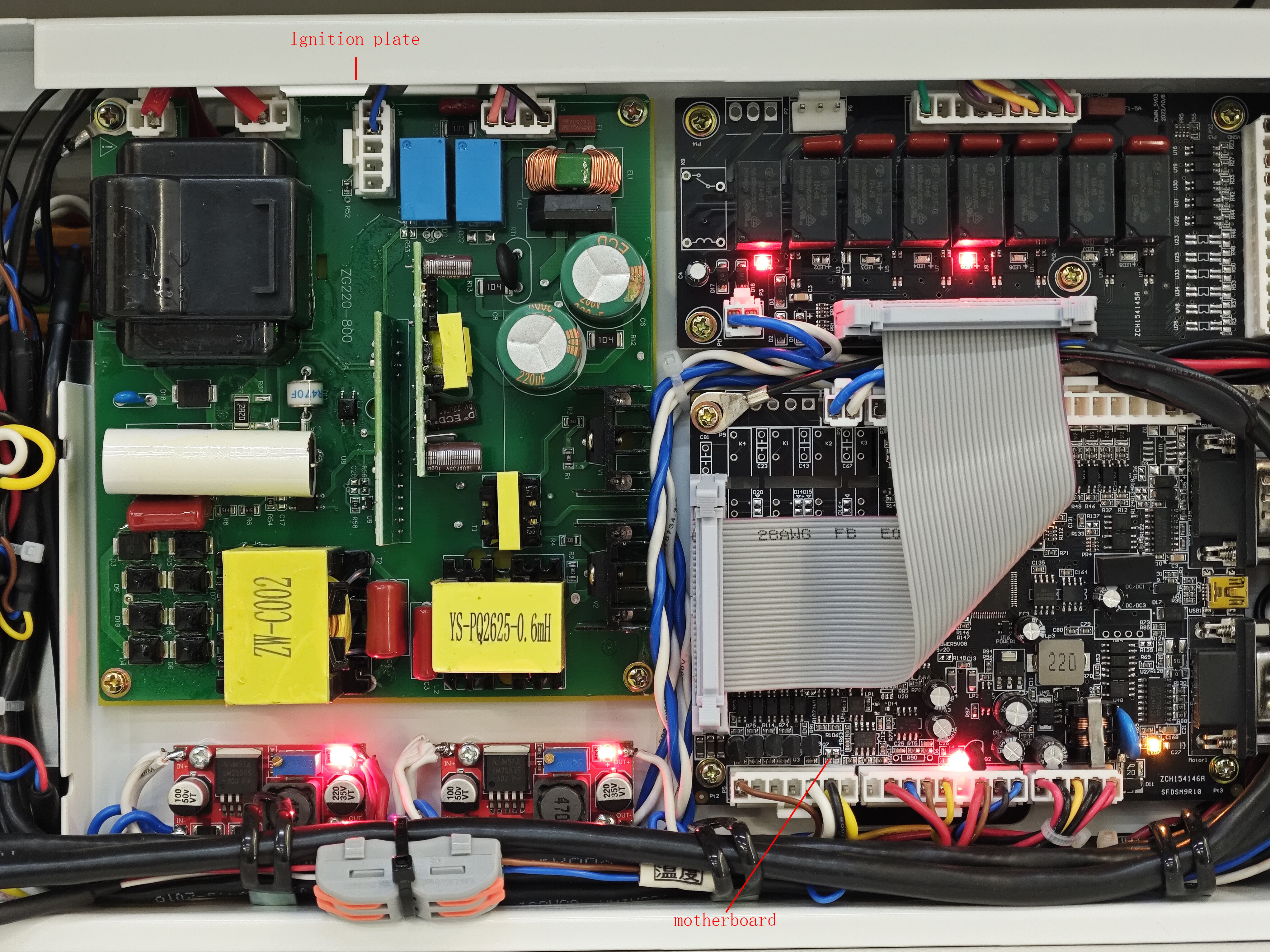
Laserin virtalähde
Toimittaa sähkötehon ksenonlamppuun (sisältää parametrien säätöruudun, pääohjauspiirin ja sytytyspiirin).
Jäähdytysjärjestelmä
Poistaa lämmön laserkammiosta (sisältää vesisäiliön, lämmönvaihtimen, tuuletimen, vesivirtauskytkimen, vedenotto-pumpun, kiertopumpun ja vedenpinnankorkeuden kytkimen).
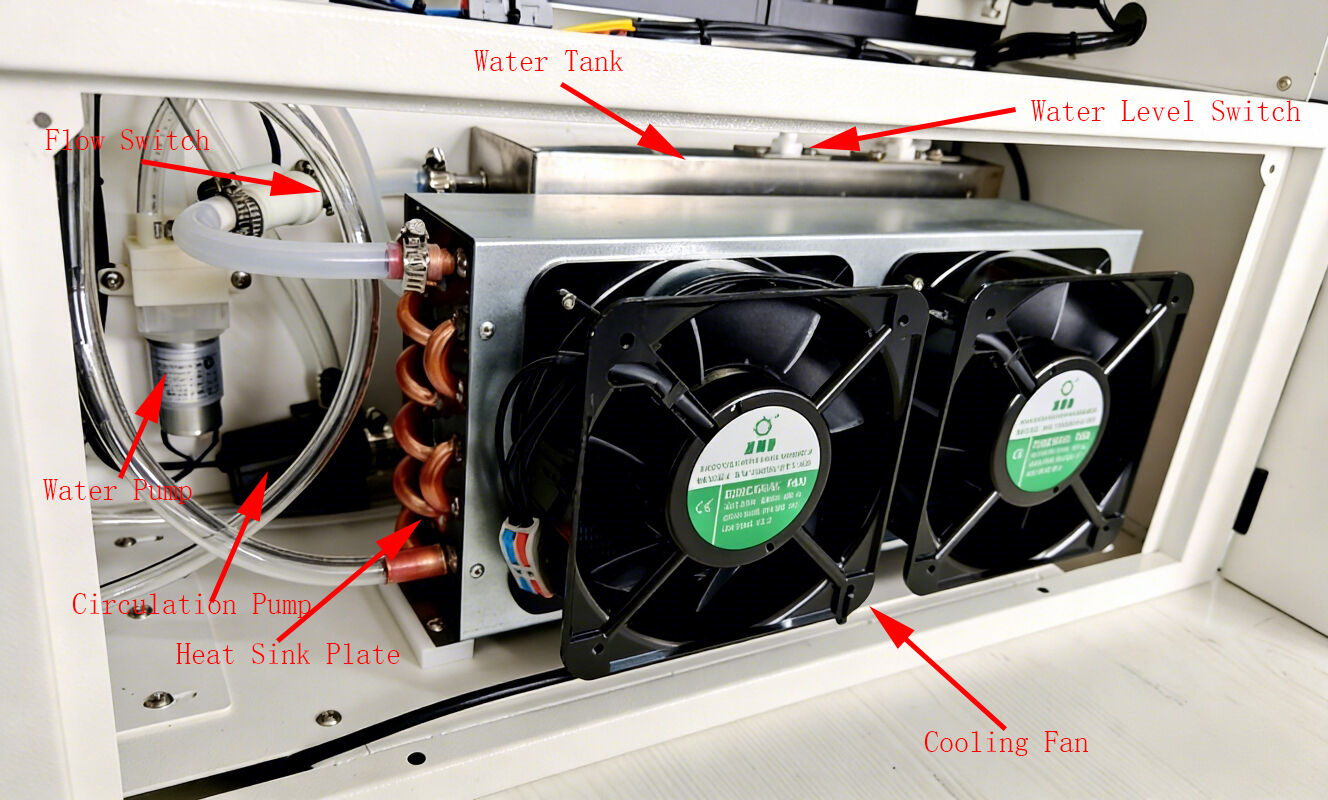
Veden täyttöpainikkeen painaminen käynnistää vedenpumpun, joka imaisee vettä ulkoisesta kaukasta sisäiseen vesitankkiin. Pumppu sammuttaa itsensä automaattisesti, kun tankki on täynnä (tämä prosessi kestää noin yhden minuutin ja siirtää noin 4 litraa vettä; käytä tislattua tai teollisesti puhdistettua vettä). Painike palaa sitten alkuperäiseen nostettuun asentoonsa. Kun tankissa on vettä, kiertopumppu käynnistyy ja imaisee vettä tankista laserkammioon. Kylmä vesi virtaa laserkammioon, kun taas lämmennyt vesi virtaa pois lämmönvaihtoplateelle. Jäähdytyspuhallin käynnistyy 25 °C:n lämpötilassa jäähdyttääkseen vettä lämmönvaihtoplateella, minkä jälkeen vesi kulkee virtauskytkimen läpi ja palaa takaisin tankkiin.
Optinen järjestelmä
Laserin tuotto (kokonaan heijastava peili, osittain heijastava peili, kide, ksenonlamppu, laserkammio, säteen laajentaja, 45 asteen peili, polttolinssi)
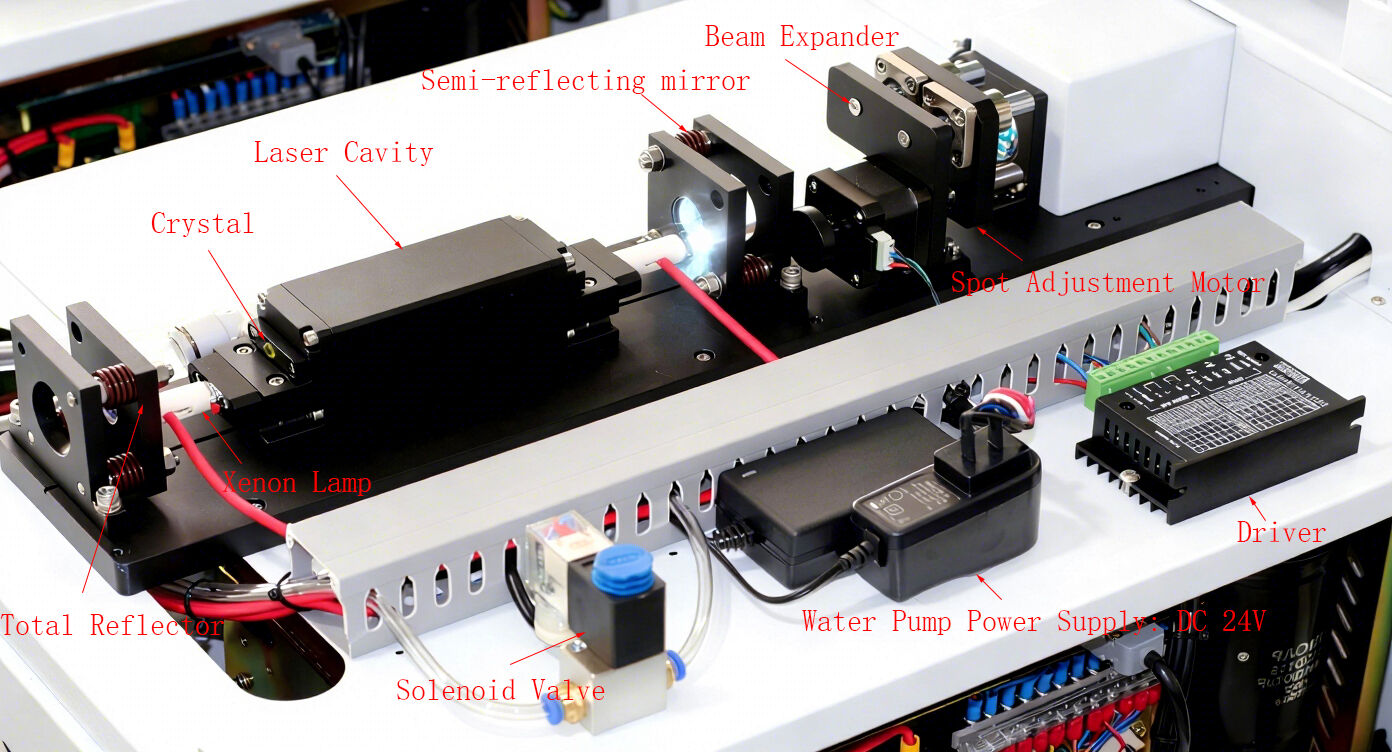
Binokulaarinen okulaari, 10x suurennus, oikeassa okulaarissa retikkelillä (myös 15x suurennus saatavilla).

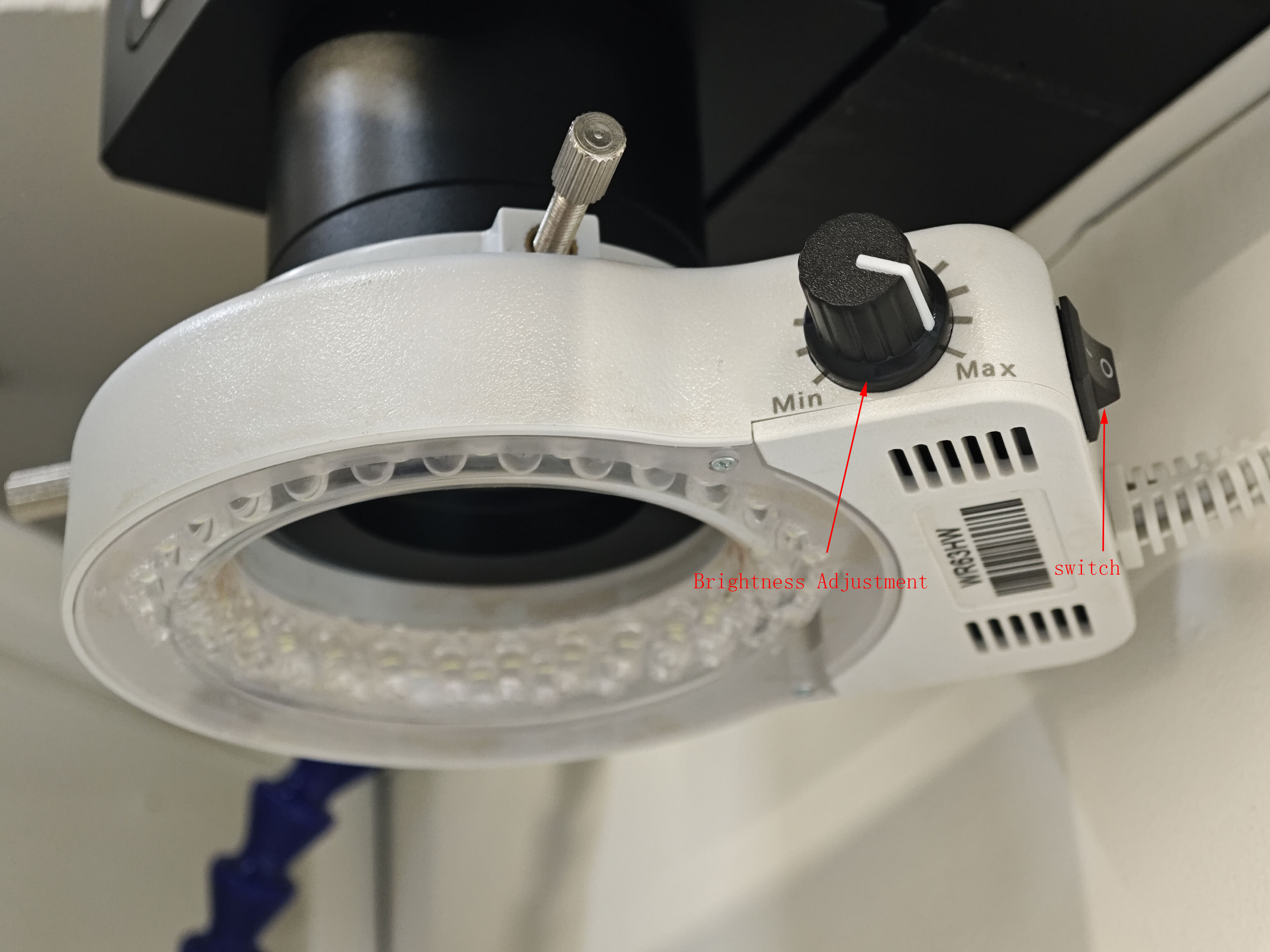
LED-valaisin
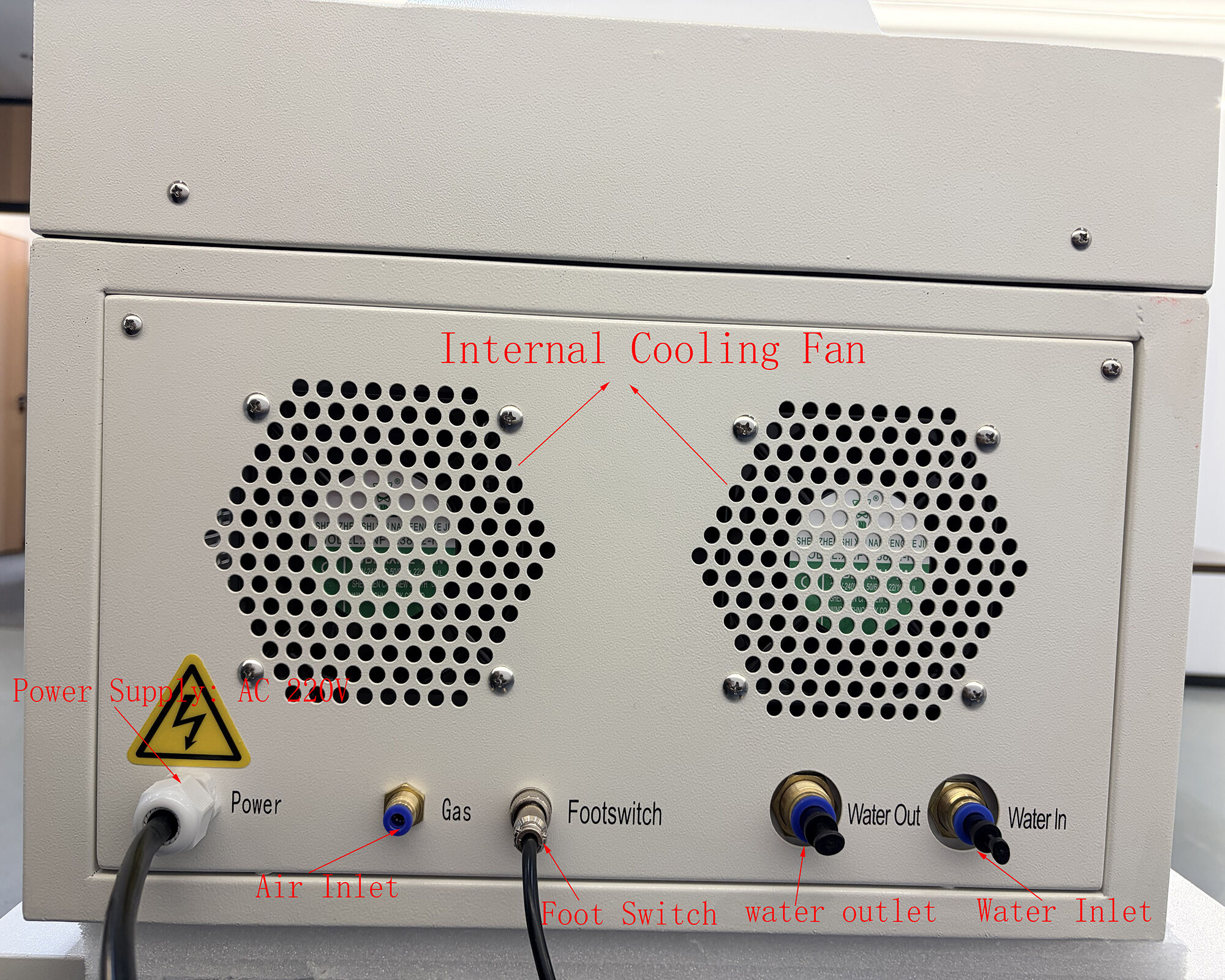
Takapaneelin toimintojen yleiskatsaus
Tukee useita kieliversioita

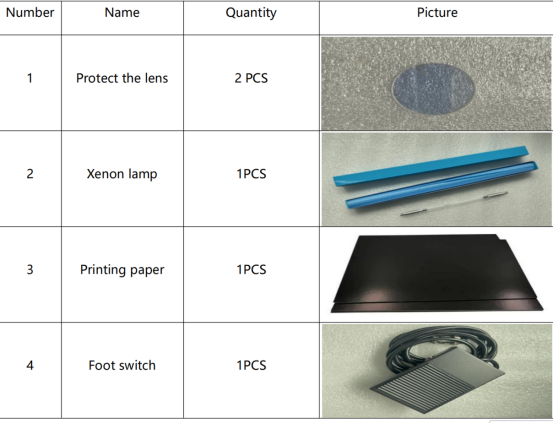
Vakiovarusteet
Tuotetiedot :
Koneen malli |
HS -J E20 0w |
Suurin laserote |
200L |
Laserin tyyppi |
YAG |
Lasersäteen aallonpituus |
1064N m |
Kapasiteetin säätö |
1--100% |
Pulssi leveyden säätö |
0.1--20MS |
Laserhitsaus taajuus |
1-50H S:n |
Suurin yksittäinen pulssi-energia |
100 J |
Mikroskooppi |
10x |
Energian epävakaus |
<2% |
Säteen hajonta |
≤8 mrad |
Hitsausleveys |
0,4–3 mm |
Hitsauspolttoväli |
F = 110 mm |
Jatkuva käyttöaika |
16 tuntia |
Melu |
≤ 60 dB |
Toimintalämpötila |
13 °C (55 °F)– 95°F ( 35°C) |
Toimintakosteus |
5%-75% |
Öljypilvi |
≤ 15 mg/m³ |
CCD |
720P CCD 7 tuumaa (risti sisältyy) |
Tarvittava teho |
AC220 0 V ± 10 % 50 Hz Z/60 Hz |
Sisäinen syöttöjännite |
3KW |
Kielet |
Kiina, englanti, korealainen (voidaan mukauttaa) |
Verkko koko ja paino |
800*500*550 mm 65Kilo |
Pakkauskokoa ja -painoa |
930*710*620mm 85Kilo |
Huomioitavaa:
1. Varmista ensin, että laitteen yksittäinen käyttöjännite on AC 220 V ja automaattisen kytkimen sallittu virta 15–25 A. Maadoitusjohto on asennettava asianmukaisesti.
2. Käyttöympäristön lämpötila on 10–35 °C, ja ilman kosteus sekä pölypitoisuus täyttävät laitteen vaatimukset.
3. Laitteeseen on käytettävä puhtaata tai deionisoitua vettä, ja sitä on vaihdettava säännöllisesti ( myös silloin, kun sitä ei käytetä ). Yleinen vaihtoväli on enintään 3 kuukautta, ja suositellaan vaihtoa kerran kuukaudessa.
4. Koneen sisällä on korkeajännitevirtalähde, jonka purkaminen ja testaus vaativat teknisen henkilökunnamme ohjausta.
5. Xenonlamppuun tehdyn vaihdon jälkeen valopiste on säädettävä. Ota yhteyttä tekniseen henkilökuntaamme tarkempia toimintaohjeita varten.
6. Kun kone toimii normaalisti, varmista hyvä ilmanvaihto ja lämmönpoisto, älä estä koneen lämmönpoistoaukkoa tai ilmanvaihtoaukkoa.
Asennus ja käyttö:
1. Liitä koneen virtajohto ulkoiseen virtalähteeseen, varmista, että yksittäinen työjännite on AC 220 V, automaattinen kytkin 15–25 A ja maadoitusjohto on asennettu oikein.
2. Liitä putken toinen pää täyttöaukkoon ja toinen pää veteen. Koneen täyttöön tarvitaan puhtaata tai deionisoitua vettä, jota on vaihdettava säännöllisesti ( vaikka sitä ei käytettäisi )

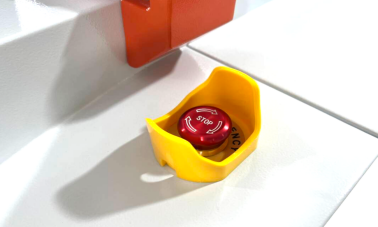
3. Vedä hätäpysäytyskytkin
4. Kun kone on kytketty normaalisti päälle, käyttöruutu ja valaisin syttyvät, jääkaappi ja tuuletin pyörivät, ja kuuluu ääni
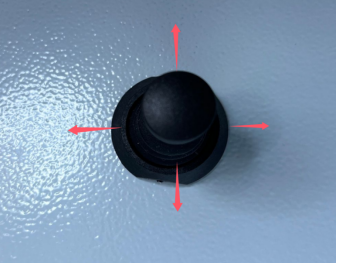
5. Paina "Lisää vettä" -kytkintä käynnistääksesi pumppun. Kun säiliö täyttyy, pumppu pysähtyy automaattisesti, ja paina kytkintä asentaaksesi kumitulpan veden täyttöaukkoon

6. Liitä jalankytkin koneen liittimeen.


7. Täyttöaukko voidaan varustaa argonkaasulla hitsausprosessin vaatimusten mukaan; se voidaan jättää asentamatta, jos sitä ei tarvita. Jos täyttöaukkoa ei asenneta, tuotteen hitsauspaikka muuttuu keltaiseksi ja mustaksi, mikä ei vaikuta hitsaustulokseen. Koneessa on sisäinen automaattinen puhaltoiminto

Hitsausoperaatio:
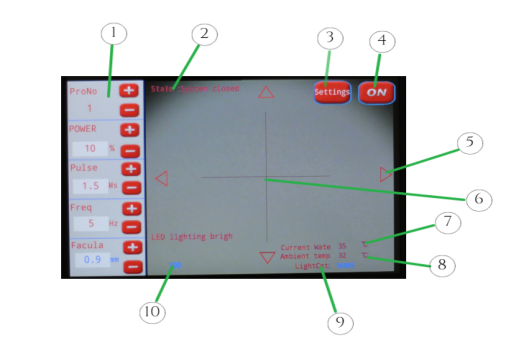
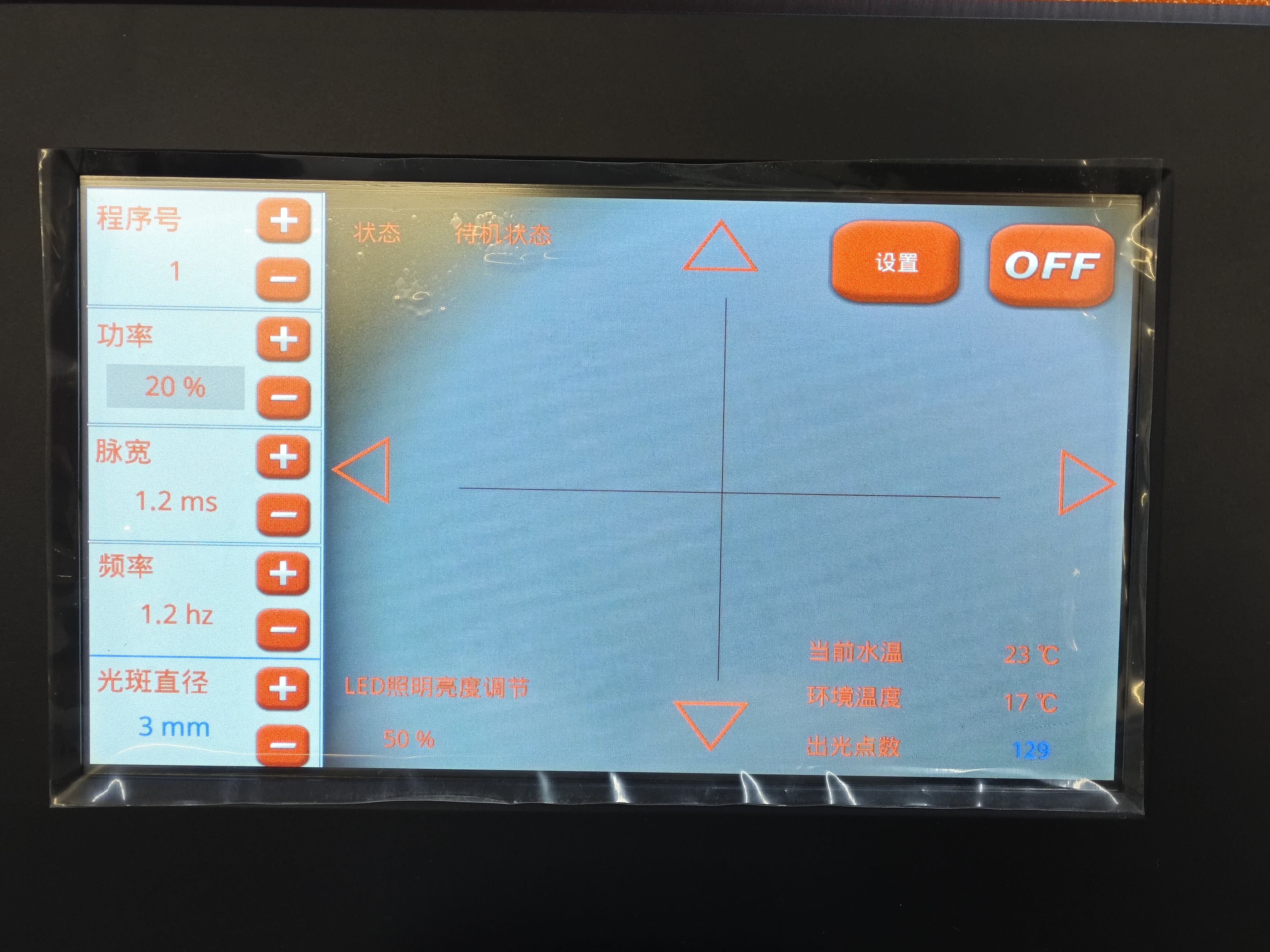
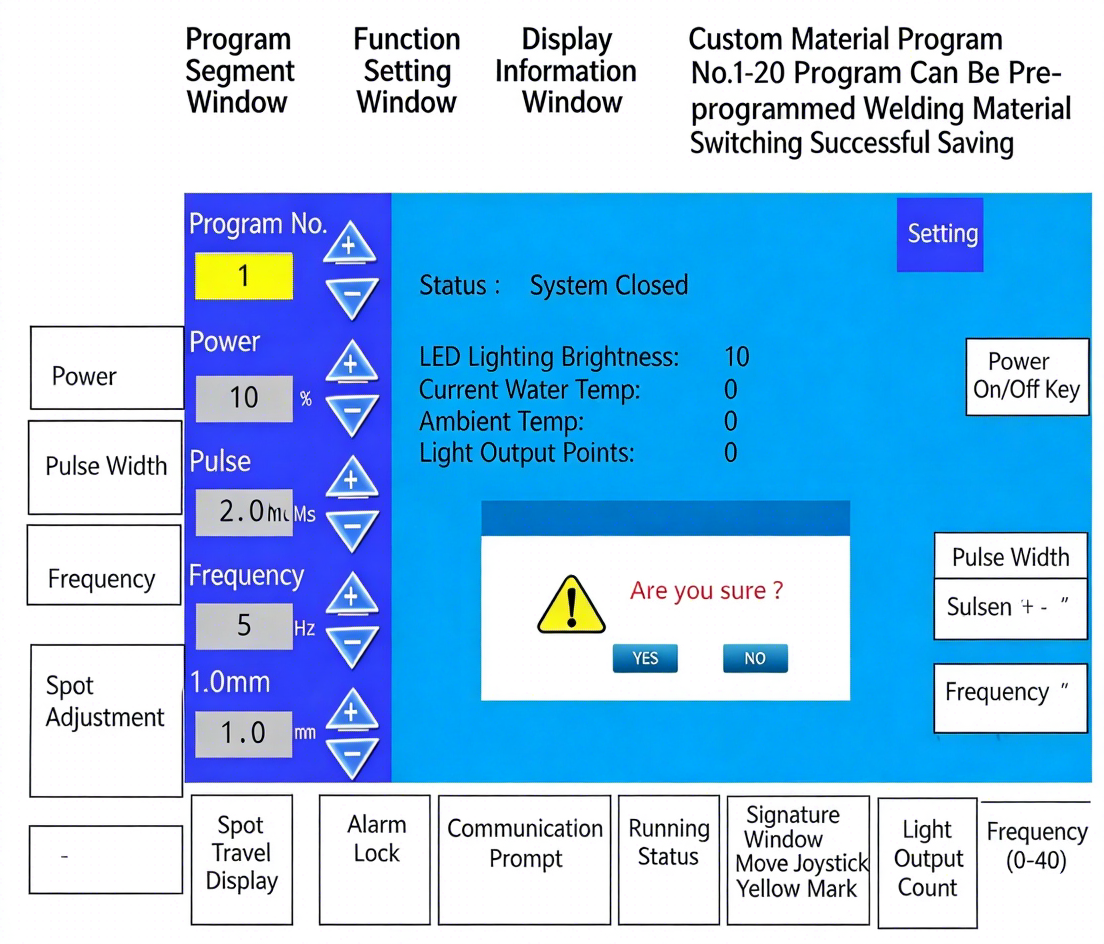
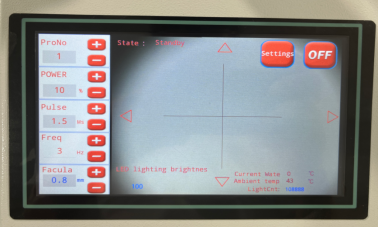
1. Käyttöliittymätoimintojen esittely
| Tuote | Nimitys |
| 1 | Valitun ohjelman ja parametrien näyttö |
| 2 | Koneen käynnistystilanteen näyttö |
| 3 | Sisäisten parametrien asettaminen ja käyttö koneessa |
| 4 | Virta päälle/pois -kytkinpainike |
| 5 | Neljän suunnan näppäimet, joilla säädellään hitsauspistettä, joka ei ole ristiviivan keskikohdassa |
| 6 | Ristiviivan keskipiste |
| 7 | Todellisen säiliön lämpötilan näyttö |
| 8 | Koneen sisäisen lämpötilan näyttö |
| 9 | Ksenonlamppujen lähtöjen lukumäärä |
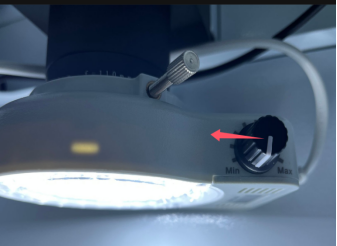
| 10 | Valaisimen kirkkauden säätö |
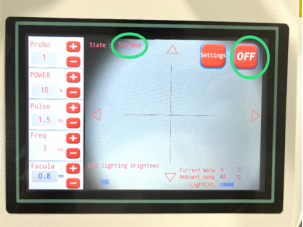
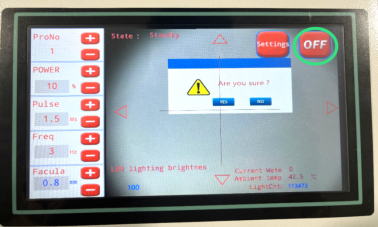
2. Napsauta näytöllä "ON" käynnistääksesi koneen sisällä. Noin 60 sekunnin kuluttua kone käynnistyy normaalisti. Muuta "ON" arvoksi "OFF", jolloin tila näytetään valmiustilana. Hitsausparametreja voidaan säätää
3. Käynnistä jalankytkin, jolloin laser tulee ulos hitsauspäästä
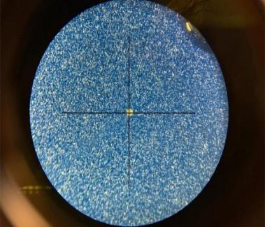
4. Tarkkaile mikroskoopin selkintä osaa molemmilla silmillä. Oikeassa okulaarissa on ristiviiva, ja hitsauspiste sijaitsee ristiviivan keskellä. Ristiviivaa voidaan myös tarkastella näytöllä


5. Ristikäppäleä säädettään neljään suuntaan: ylös, alaspäin, vasemmalle ja oikealle, jotta hitsausparametrit voidaan säätää
6. Säädä valaistuslamppun kirkkauden kytkintä
Sammutusmenettely:
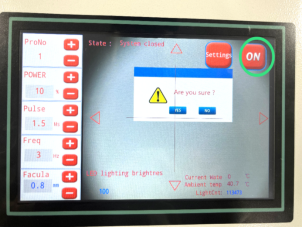
1. Kun työ on valmis ja kone on sammutettava, napsauta näytöllä "POIS" ja noudata ohjeita. Tähän kuluu noin 5 sekuntia
2. Paina hätäpysäytyskytkintä. Toimintanäyttö sammuu
3. Irrota virtajohto pistorasiasta ja katkaise koneen virtaliitos
Säännöllinen huolto:
1. Pidä kone puhtaana ja siistinä, ja käytä sitä sopivassa ympäristössä. Koneen ulkopintoja, mikroskooppia ja jäähdytysilmarakoja tulee puhdistaa päivittäin (pölyn ja lika-aineiden poistamiseksi).
2. Älä altista konetta ulkoisille iskuille raskaiden esineiden, puristuksen tai pinottavien esineiden aiheuttamina.
3. Vaihda jäähdytysvesi kerran kuukaudessa. Jopa jos konetta ei ole käytetty, veden vaihto on silti tehtävä, koska se helposti huononee.
4. Puhdista suojalinssi päivittäin tai vaihda se joka 2–6. kuukausi.
5. Tarkista ja kalibroi mikroskoopin ja CCD-ristikkopiirin keskikohdan välinen sijoittuminen. Kalibrointimenettely on seuraava:
① Varmista ensin, että laite on kytketty onnistuneesti päälle. Aseta työkappale tarkastusjärjestelmän näkökenttään. Säädä tarkennusta hitaasti saadaksesi mahdollisimman terävän kuvan, aseta ristikkopiiri halutun hitsauspisteen kohdalle ja paina kevyesti jalankytkintä käynnistääksesi lasersäteen ja suorittaaksesi hitsauksen.
② Jos lasersäteen piste ei ilmesty täsmälleen ristikkopiirin keskikohtaan, kun CCD-kameran kuva on terävä, voit säätää ristikkopiirin sijaintia. Tämä tapahtuu napsauttamalla ruudun neljän reunan keskikohtaa, jolloin ristikkopiirin sijaintia siirretään ja haluttu hitsauspiste saadaan keskitetyksi ristikkopiirin sisään.
6. Vaihda ksenonlamppu tarpeen mukaan käyttötaajuuden perusteella. Ksenonlamppua vaihdettaessa käytä valoherkkää paperia laserpisteen säätämiseen ja kohdistamiseen. Tarkemmat ohjeet tästä menettelystä saat yhteydenottamalla yrityksen teknisen henkilökunnan ja pyytämällä ohjevideota.
Tuotteiden määrä: Pieni suljettu merkintäkone
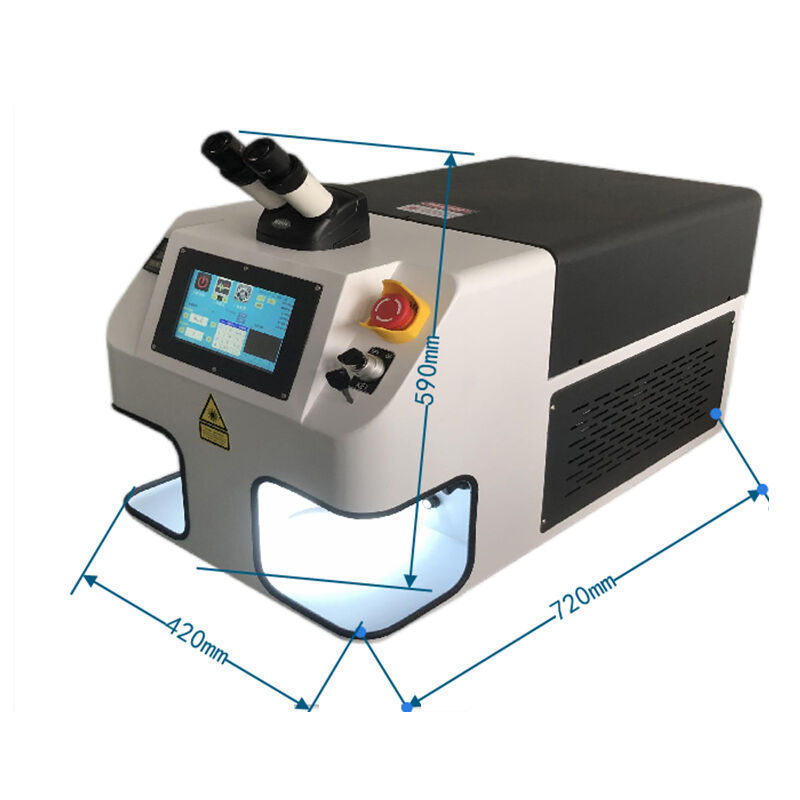
Tuotteiden määrä: Pöytäasemainen laserhitsauskone
Tuotteiden määrä: Täysin suljettu merkintäkone

Tuotteiden määrä: Kuituoptinen lasermerkintäkone

Tuotteiden määrä: Käsikäyttöinen laserhitsauskone

Tuotteiden määrä: Kännykässä pidettävä ruostumattomasta teräksestä valmistettu kuitulaserin merkintäkone



