 ×
×



ज्वेलरी निर्माण और मरम्मत के क्षेत्र में, पारंपरिक वेल्डिंग विधियाँ अक्सर अत्यधिक ऊष्मा प्रभाव, स्पष्ट विकृति, खुरदुरे वेल्ड बिंदुओं और कम दक्षता जैसी चुनौतियों का सामना करती हैं। हमारी विशिष्ट ज्वेलरी लेज़र वेल्डिंग मशीन, उच्च-सटीकता आवर्ती लेज़र तकनीक का उपयोग करके मूल्यवान धातुओं—जैसे सोना, चांदी, प्लैटिनम और टाइटेनियम मिश्र धातुओं—के लिए पेशेवर-स्तरीय वेल्डिंग समाधान प्रदान करती है। यह ज्वेलर कलाकारों को जटिल मरम्मत, रत्न स्थापना, पुनर्स्थापना और नवाचारी डिज़ाइन को आसानी से अंजाम देने में सक्षम बनाती है। ज्वेलरी लेज़र वेल्डिंग मशीन—अतुल्य कारीगरी को पूर्णता प्रदान करना, कलाकारों को उच्च दक्षता के साथ सशक्त बनाना!
ज्वेलरी लेज़र वेल्डिंग मशीनें: सटीक कारीगरी के लिए एक क्रांतिकारी उपकरण, जो कारीगरी के उत्कृष्टता के नए युग की शुरुआत करता है
जूलरी निर्माण और मरम्मत के क्षेत्र में, पारंपरिक वेल्डिंग तकनीकों ने कारीगरों के लिए लंबे समय से चुनौतियाँ प्रस्तुत की हैं—जो अक्सर महत्वपूर्ण गर्मी-प्रभावित क्षेत्रों, विरूपण के प्रति संवेदनशीलता और खुरदुरे वेल्ड बिंदुओं द्वारा चिह्नित होती हैं। जूलरी लेज़र वेल्डिंग मशीन, उच्च-परिशुद्धता आवर्ती लेज़र तकनीक पर आधारित है, जो सोना, चांदी, प्लैटिनम और टाइटेनियम मिश्र धातु जैसी मूल्यवान धातुओं के लिए एक अविनाशी और अत्यधिक कुशल वेल्डिंग समाधान प्रदान करती है। यह तकनीक अब वैश्विक जूलरी उद्योग में मानक उपकरण बन गई है, जो छोटे कारीगरी वर्कशॉप से लेकर बड़े पैमाने की विनिर्माण सुविधाओं तक फैली हुई है। यह तकनीक न केवल लेज़र वेल्डिंग के सौ वर्षों के विकास को दर्शाती है, बल्कि जूलरी निर्माण में अधिक बुद्धिमान, व्यक्तिगत और सतत भविष्य की ओर एक क्रांतिकारी छलांग का भी नेतृत्व करती है।
विकास की यात्रा: प्रयोगशाला अनुसंधान से कारीगरी के कौशल तक
लेजर वेल्डिंग प्रौद्योगिकी का उद्गम 1960 के दशक में लेजर के जन्म से जुड़ा है। 1960 में अमेरिकी वैज्ञानिकों द्वारा पहले लेजर के आविष्कार के बाद, 1962 में प्रयोगात्मक लेजर वेल्डिंग की शुरुआत की गई, जिसके परिणामस्वरूप 1967 में औद्योगिक अनुप्रयोग का पहला सफल प्रदर्शन किया गया। 1970 के दशक से प्रारंभ होकर, लेजर वेल्डिंग धीरे-धीरे सटीक निर्माण के क्षेत्र में प्रवेश कर गया और विशेष रूप से आभूषण क्षेत्र में तेज़ी से लोकप्रिय हो गया। चिकित्सा एवं एयरोस्पेस अनुप्रयोगों में उच्च मूल्य वाली सटीक वेल्डिंग के लिए प्रारंभ में विकसित प्रक्रियाओं को बाद में आभूषण उत्पादन में शामिल किया गया, जिससे पारंपरिक ज्वाला-आधारित वेल्डिंग तकनीकों में निहित सीमाओं को मौलिक रूप से पार करने की संभावना उत्पन्न हुई। 21वीं सदी की शुरुआत में, YAG लेजर तरंग रूप नियंत्रण और ऊर्जा प्रतिपुष्टि प्रौद्योगिकियों में आए ब्रेकथ्रू के कारण, हान्स लेजर (Han's Laser) और एचजीटेक (HGTECH) जैसे चीनी उद्यमों ने स्थानीय नवाचार का नेतृत्व किया और इन उपकरणों को महंगे आयातित विलासिता वस्तुओं से व्यापक रूप से सुलभ उपकरणों में बदल दिया। आज, छह दशकों से अधिक की क्रमिक सुधार प्रक्रिया के बाद, यह प्रौद्योगिकी एक 'उच्च-प्रौद्योगिकी, अग्रणी' प्रयोगशाला की विचित्रता से आभूषण कार्यशालाओं में एक अपरिहार्य 'दैनिक उपकरण' में परिवर्तित हो गई है। 2026 में आभूषण लेजर स्पॉट वेल्डिंग मशीनों के वैश्विक बाजार का मूल्यांकन 400 मिलियन अमेरिकी डॉलर था; यह अनुमानित है कि 2035 तक यह 660 मिलियन अमेरिकी डॉलर से अधिक हो जाएगा, जो 5.6% की वार्षिक संयोजित वृद्धि दर (CAGR) को दर्शाता है।
विस्तृत विवरण:
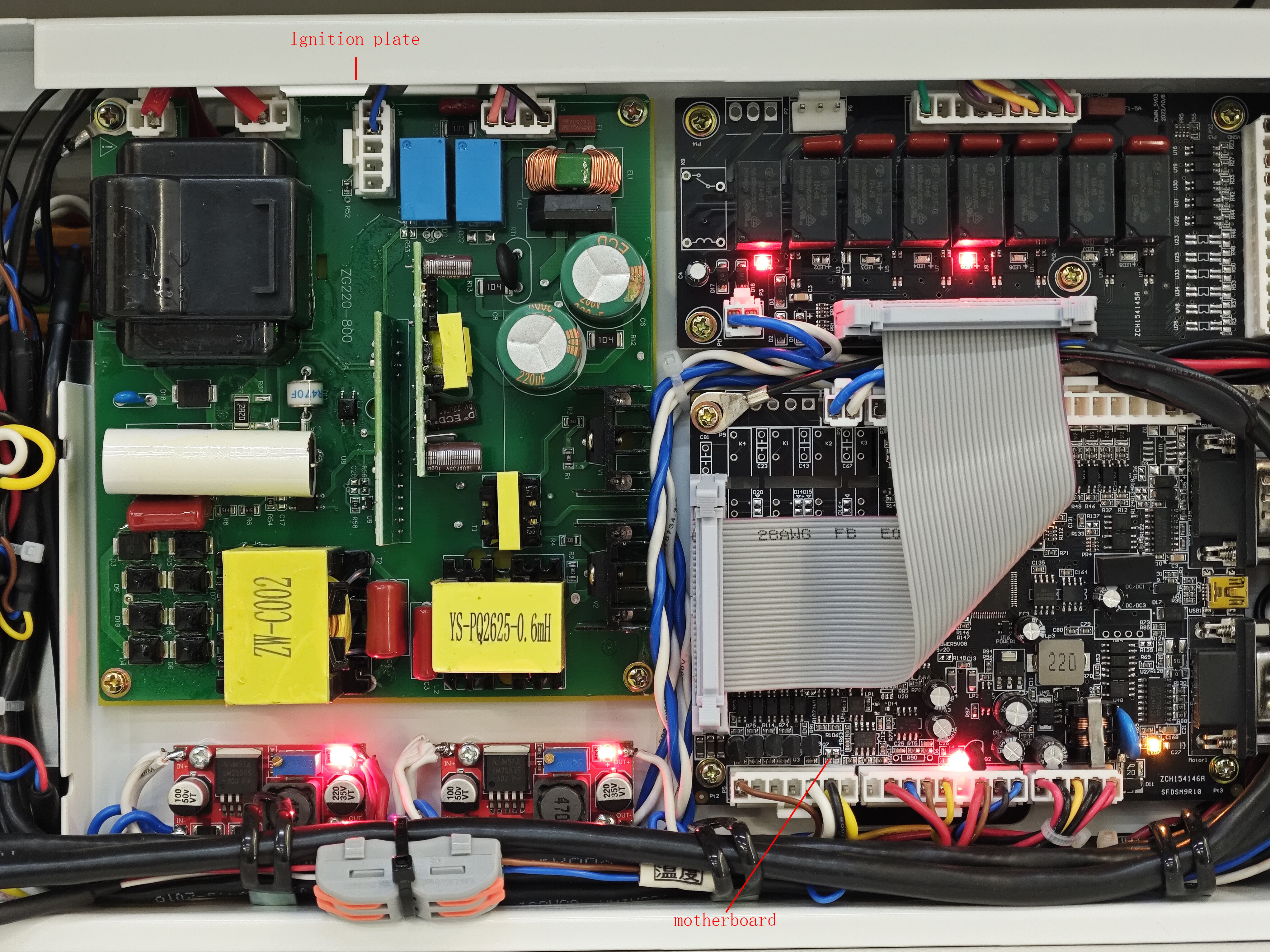
लेसर पावर सप्लाई
जेनॉन लैंप को विद्युत शक्ति प्रदान करता है (इसमें एक पैरामीटर समायोजन स्क्रीन, मुख्य नियंत्रण बोर्ड और इग्निशन बोर्ड शामिल हैं)।
शीतलन प्रणाली
लेज़र कैविटी से ऊष्मा का अपवहन करता है (इसमें जल टैंक, हीट सिंक, पंखा, जल प्रवाह स्विच, जल आकर्षण पंप, संचार पंप और जल स्तर स्विच शामिल हैं)।
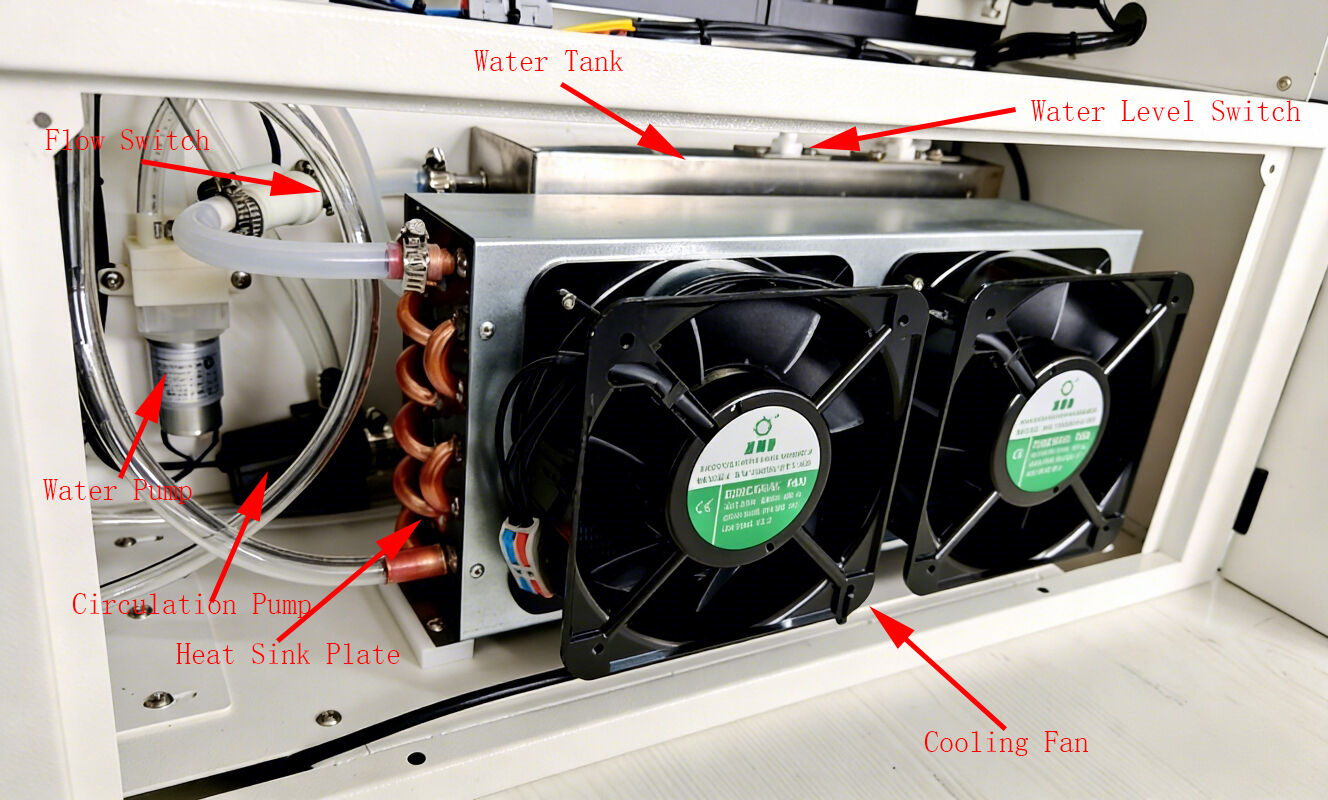
जल-भरने के बटन को दबाने पर जल पंप सक्रिय हो जाता है, जो बाहरी बाल्टी से आंतरिक जल टैंक में जल को खींचता है। टैंक भर जाने पर पंप स्वतः बंद हो जाता है (यह प्रक्रिया लगभग एक मिनट का समय लेती है और लगभग 4 लीटर जल का स्थानांतरण करती है; कृपया आसुत या औद्योगिक रूप से शुद्ध जल का उपयोग करें)। इसके बाद बटन अपनी उठी हुई स्थिति में वापस आ जाता है। एक बार जब टैंक में जल उपलब्ध हो जाता है, तो संचार पंप सक्रिय हो जाता है, जो टैंक से जल को लेजर कैविटी में खींचता है। ठंडा जल लेजर कैविटी में प्रवेश करता है, जबकि गर्म जल ऊष्मा अवशोषक प्लेट में बहता है। ऊष्मा अवशोषक प्लेट के भीतर जल को ठंडा करने के लिए 25°C पर शीतलन पंखा सक्रिय हो जाता है, जिसके बाद जल एक प्रवाह स्विच से होकर गुजरता है और टैंक में वापस लौट आता है।
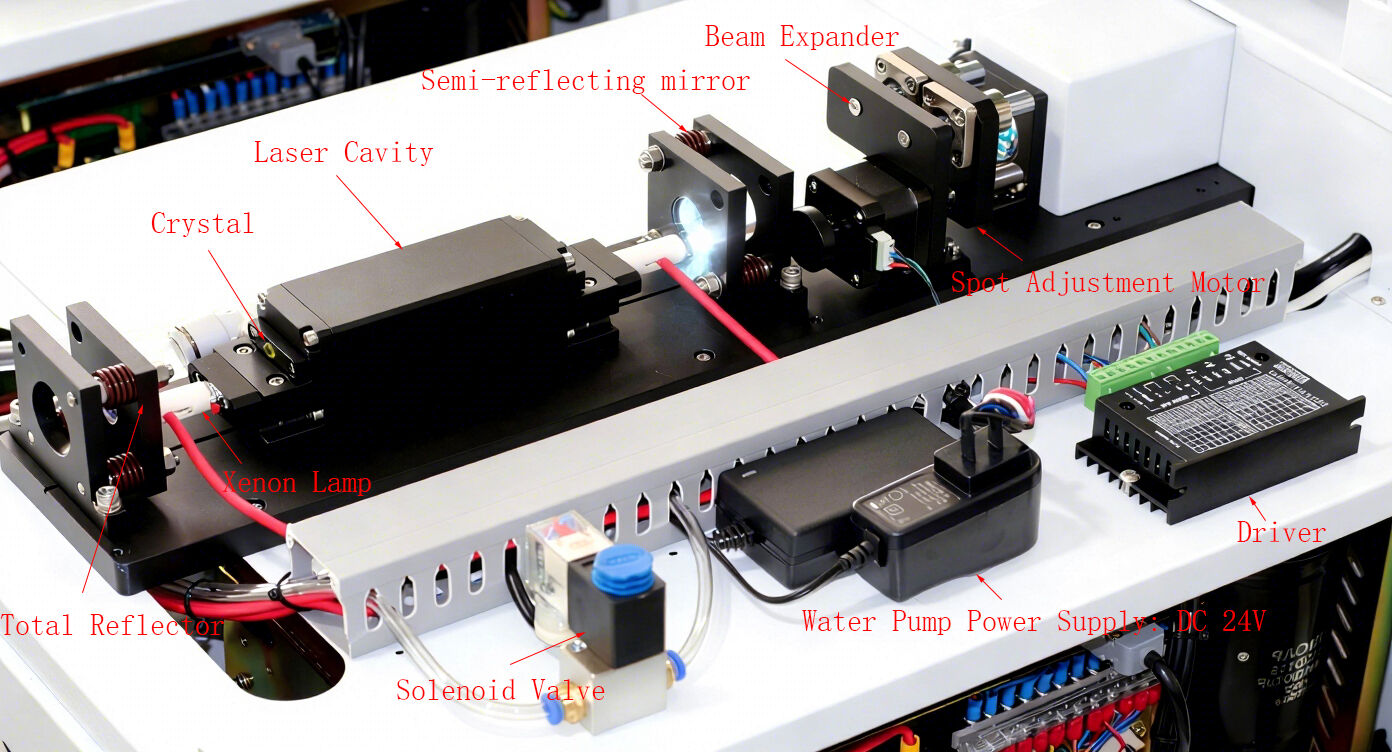
प्रकाशिक प्रणाली
लेजर उत्पादन (कुल परावर्तक, आंशिक परावर्तक, क्रिस्टल, जीनॉन लैंप, लेजर कैविटी, बीम एक्सपैंडर, 45-डिग्री परावर्तक, फोकसिंग लेंस)
द्विनेत्रिक आँख का दृश्यदंड, 10x आवर्धन के साथ, दाएँ आँख के दृश्यदंड में एक रेटिकल के साथ (15x आवर्धन भी उपलब्ध है)।

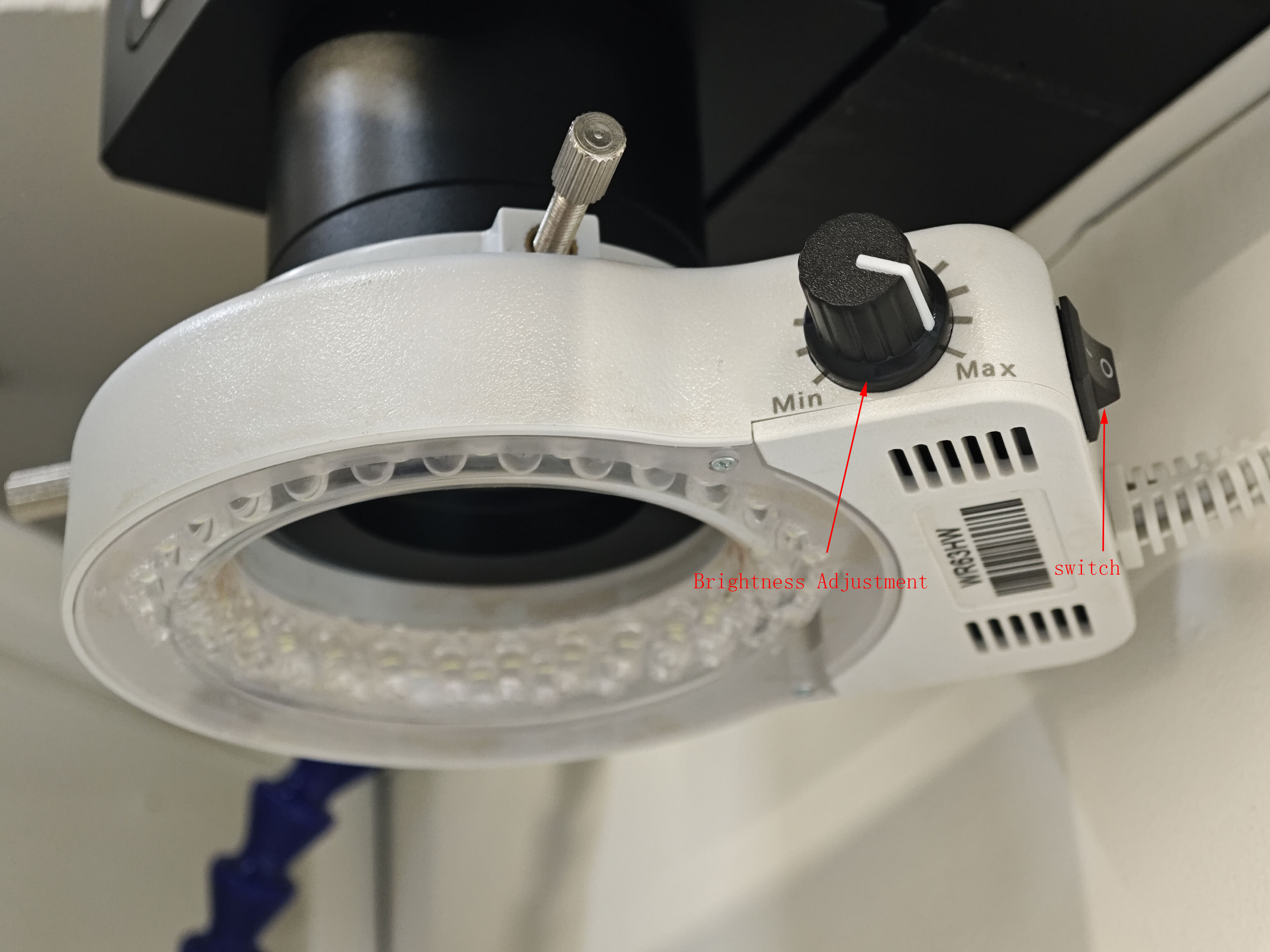
एलईडी प्रकाश फिक्सचर
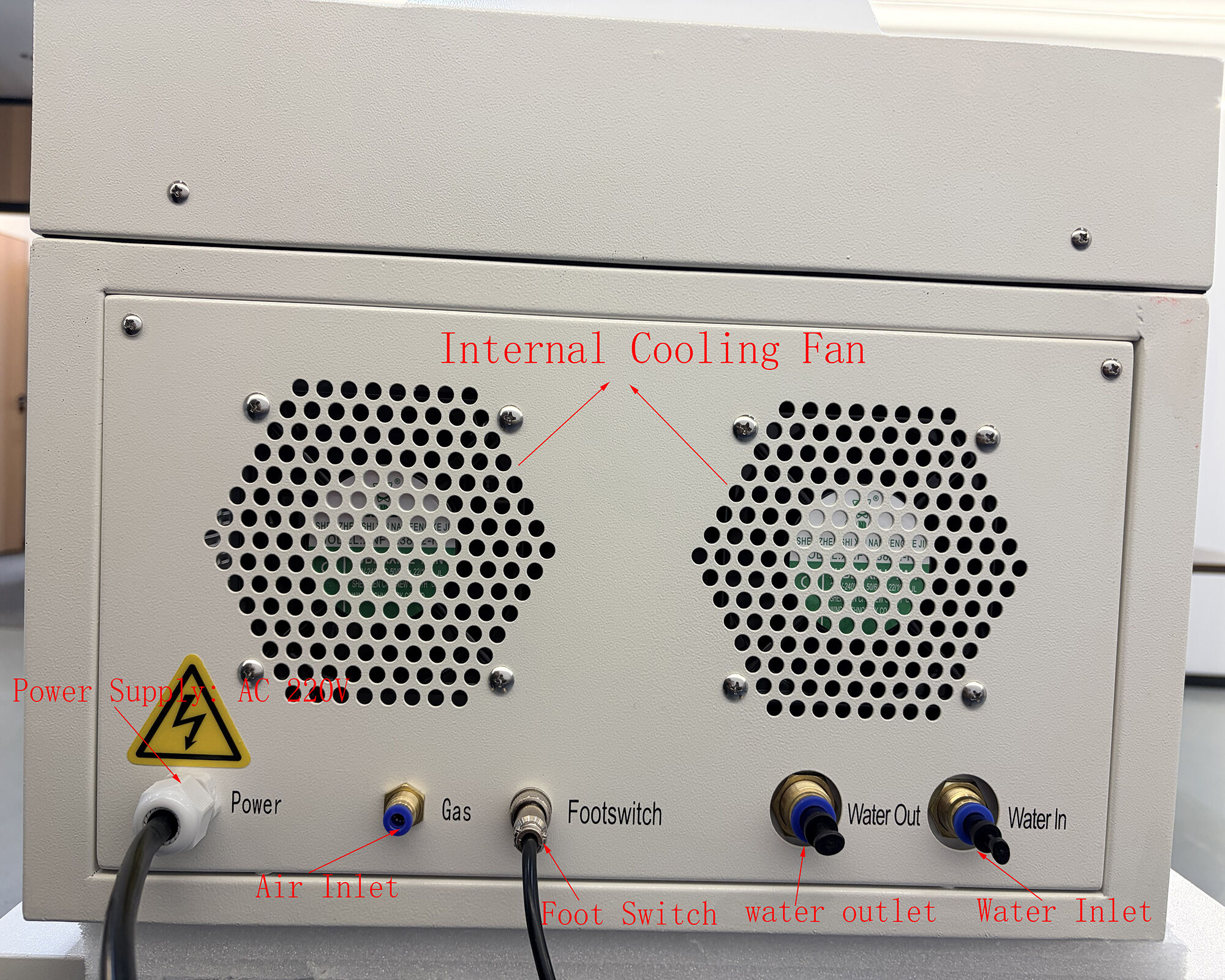
पिछले पैनल के कार्यों का सारांश
कई भाषाओं का समर्थन करता है

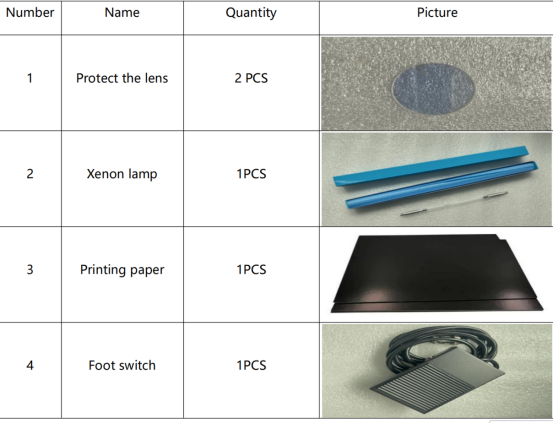
मानक सहायक उपकरण
उत्पाद पैरामीटर :
मशीन का मॉडल |
HS -J E20 0W |
अधिकतम लेज़र शक्ति |
200डब्ल्यू |
लेजर प्रकार |
YAG |
लेजर तरंगदैर्ध्य |
1064N m |
क्षमता नियंत्रण |
1--100% |
पल्स चौड़ाई नियमन |
0.1--20MS |
लेज़र वेल्डिंग आवृत्ति |
1-50एच Z |
अधिकतम एकल-पल्स ऊर्जा |
100J |
सूक्ष्मदर्शी |
10x |
ऊर्जा अस्थिरता |
<2% |
बीम अपसरण |
≤8 मिलीरेडियन |
चौड़ाई की वेल्डिंग |
0.4---3 मिमी |
फोकल लंबाई की वेल्डिंग |
F=110 मिमी |
निरंतर कार्य समय |
16 घंटे |
शोर |
≤60डीबी |
कार्यशील तापमान |
55°F (13°C)- 95°F ( 35°C) |
कार्यशील आर्द्रता |
5%-75% |
तेल का धुंध |
≤15 मिग्रा/मी³ |
सीसीडी |
720P सीसीडी 7 इंच (क्रॉस के साथ) |
आवश्यक शक्ति |
एसी220 0V±10% 50 हर्ट्ज़ Z/60 हर्ट्ज़ |
आंतरिक इनपुट शक्ति |
3किलोवाट |
भाषाएँ |
चीनी, अंग्रेज़ी, कोरियाई (अनुकूलित किया जा सकता है) |
जाल आकार और वजन |
800*500*550 मिमी 65किलोग्राम |
पैकेज का आकार और वजन |
930*710*620मिमी 85किलोग्राम |
ध्यान देने योग्य मामले:
1. सबसे पहले, यह पुष्टि करें कि मशीन का एकल कार्य वोल्टेज एसी 220 वोल्ट है और एयर स्विच की धारा 15-25 ए है। ग्राउंड वायर को उचित रूप से स्थापित करना आवश्यक है।
2. कार्य करने के वातावरण का तापमान 10-35 डिग्री सेल्सियस होना चाहिए, जो मशीन की आर्द्रता और वायु में धूल की सांद्रता के मानकों के अनुरूप हो।
3. मशीन को शुद्ध जल या विघटित जल से लैस करने की आवश्यकता है, और इसे नियमित रूप से बदलना चाहिए ( यहां तक कि उपयोग में न होने पर भी )। सामान्य प्रतिस्थापन चक्र 3 महीने से अधिक नहीं है, और महीने में एक बार प्रतिस्थापन करने की सिफारिश की जाती है।
4. मशीन के अंदर उच्च वोल्टेज बिजली आपूर्ति है, जिसे हमारे तकनीकी कर्मचारियों के मार्गदर्शन के तहत असेंबल किया जाना चाहिए और परीक्षण किया जाना चाहिए।
5. जेनॉन लैंप के प्रतिस्थापन के बाद, प्रकाश बिंदु को समायोजित करने की आवश्यकता होती है। कृपया विशिष्ट संचालन के लिए हमारे तकनीकी कर्मचारियों से संपर्क करें।
6. जब मशीन सामान्य रूप से काम कर रही हो, तो कृपया अच्छे वेंटिलेशन और ऊष्मा अपवहन वातावरण को सुनिश्चित करें, और मशीन के ऊष्मा अपवहन पोर्ट और वेंटिलेशन पोर्ट को अवरुद्ध न करें।
स्थापना और संचालन:
1. मशीन के बिजली केबल को बाहरी बिजली आपूर्ति से कनेक्ट करें, सुनिश्चित करें कि एकल कार्य वोल्टेज AC220V है, एयर स्विच करंट 15-25A है, और ग्राउंड वायर को उचित रूप से स्थापित किया जाना चाहिए।
2. जल नली के एक सिरे को भरने के बंदरगाह से और दूसरे सिरे को जल स्रोत से जोड़ें। मशीन को शुद्ध या विघटित जल से भरने की आवश्यकता होती है और इसे नियमित रूप से बदलना चाहिए ( यहाँ तक कि यदि इसका उपयोग नहीं किया जा रहा हो )

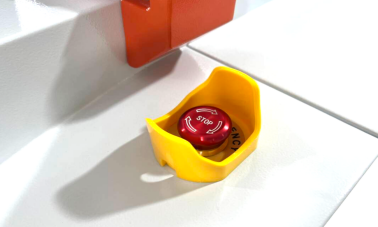
3. आपातकालीन बंद स्विच को खींचें
4. जब मशीन को सामान्य रूप से बिजली आपूर्ति प्राप्त होती है, तो संचालन स्क्रीन और प्रकाश लैंप चालू हो जाते हैं, मशीन का रेफ्रिजरेटर और पंखा घूमने लगता है, और ध्वनि सुनाई देती है
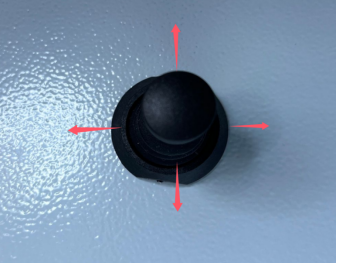
5. पानी भरने के लिए "पानी जोड़ें" स्विच दबाएँ ताकि पंप शुरू हो जाए। जब टैंक भर जाता है, तो पंप स्वतः रुक जाता है और स्विच दबाकर रबर के प्लग को जल भरने के बंदरगाह में डालें

6. पैडल स्विच को मशीन के पोर्ट से जोड़ें।


7. वेल्डिंग प्रक्रिया की आवश्यकताओं के अनुसार भरने के बंदरगाह पर आर्गन गैस की स्थापना की जा सकती है; यदि आवश्यक न हो, तो इसे स्थापित नहीं किया जा सकता है। यदि भरने का बंदरगाह स्थापित नहीं किया गया है, तो उत्पाद के वेल्डिंग स्थान पर पीला और काला रंग आ सकता है, जो वेल्डिंग की गुणवत्ता को प्रभावित नहीं करता है। मशीन के अंदर एक स्वचालित ब्लोइंग कार्यक्रम है

वेल्डिंग संचालन:
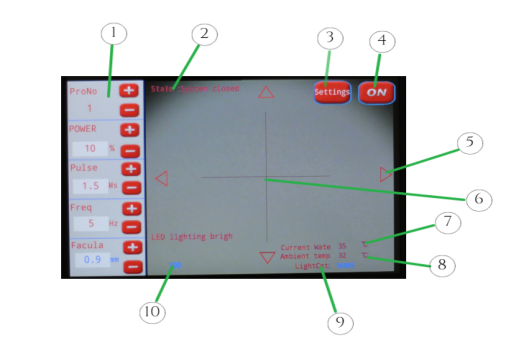
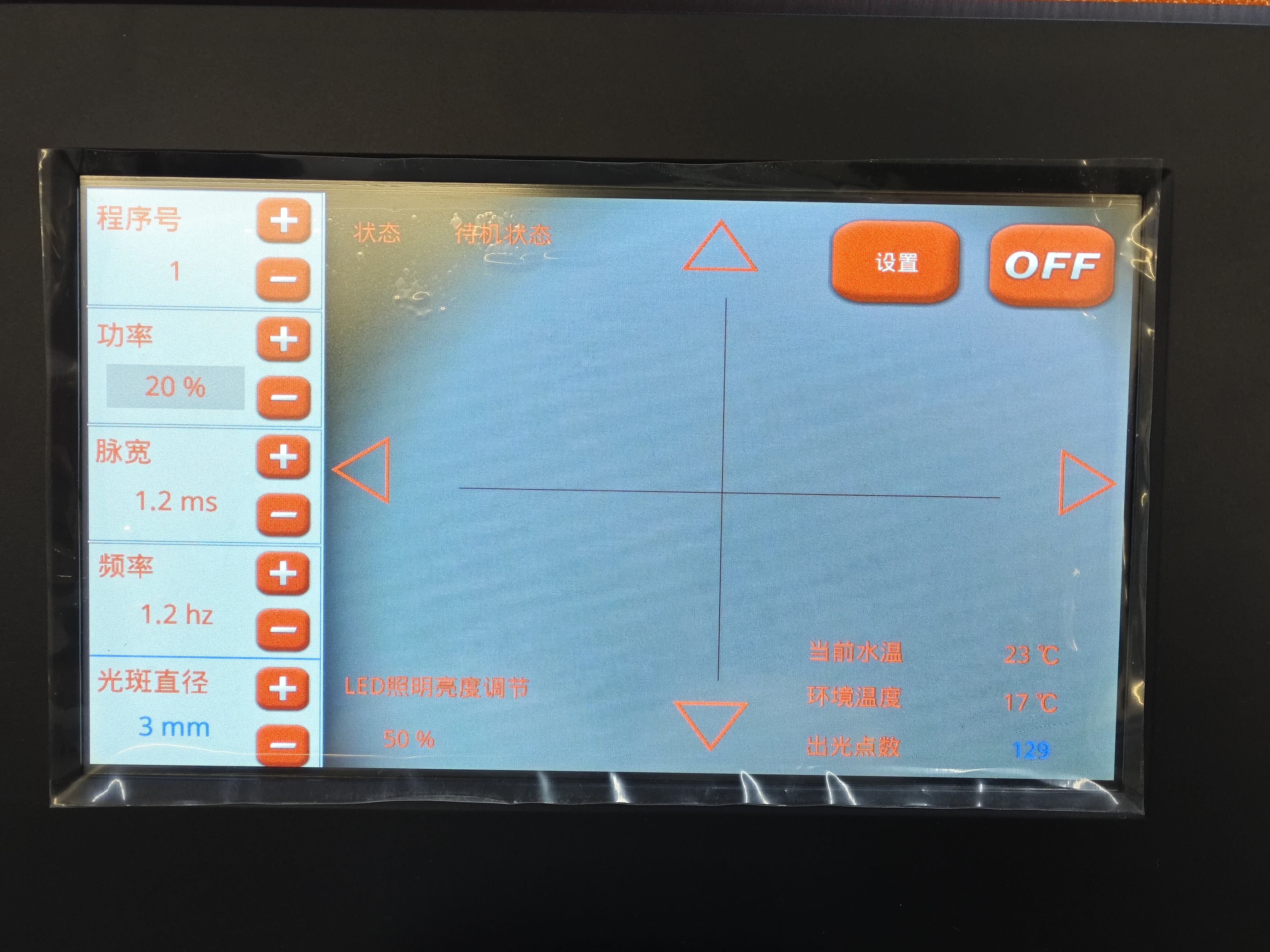
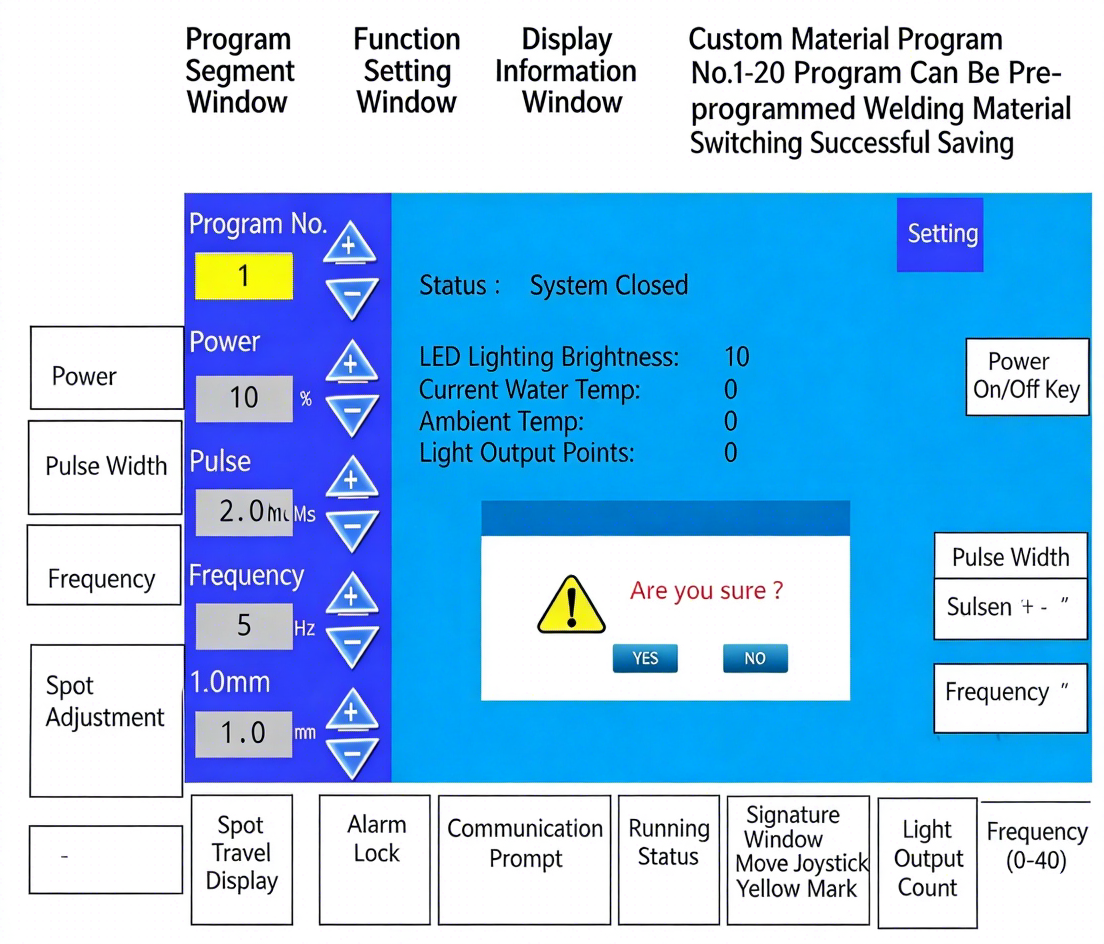
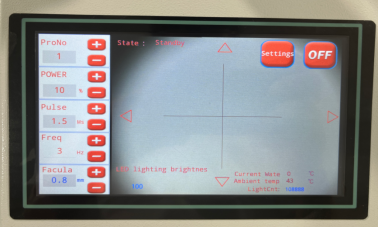
1. इंटरफ़ेस कार्यों का परिचय
| वस्तु | पद का नाम |
| 1 | चयनित कार्यक्रम और पैरामीटर्स की प्रदर्शन |
| 2 | मशीन स्टार्टअप स्थिति का प्रदर्शन |
| 3 | मशीन के आंतरिक पैरामीटर्स की सेटिंग और उपयोग |
| 4 | ऑन और ऑफ स्विच बटन |
| 5 | चार दिशा कुंजियाँ, वेल्डिंग बिंदु को सेट करने के लिए जो क्रॉस लाइन के केंद्र में नहीं है |
| 6 | क्रॉस लाइन का केंद्र बिंदु |
| 7 | वास्तविक टैंक तापमान प्रदर्शन |
| 8 | मशीन के आंतरिक तापमान का प्रदर्शन |
| 9 | ज़ेनॉन लैंप आउटपुट की संख्या |
| 10 | प्रकाश लैंप की चमक समायोजन |
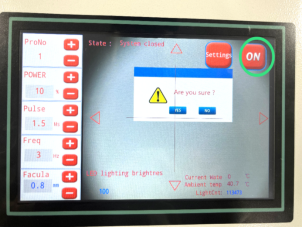
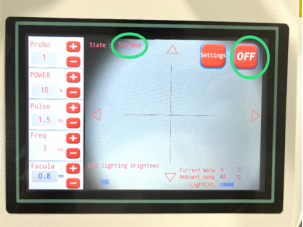
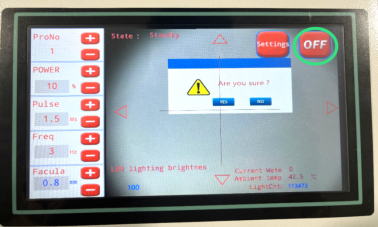
2. मशीन को चालू करने के लिए स्क्रीन पर "ON" पर क्लिक करें। लगभग 60 सेकंड के बाद, मशीन सामान्य रूप से शुरू हो जाती है। "ON" को "OFF" में बदल दें और स्थिति स्टैंडबाय के रूप में प्रदर्शित होती है। वेल्डिंग पैरामीटर समायोजित किए जा सकते हैं
3. पैडल स्विच को शुरू करें और लेज़र वेल्डिंग हेड से निकलेगा
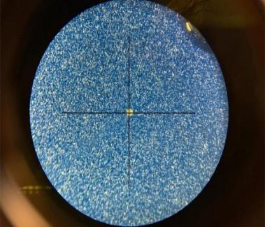
4. दोनों आँखों से माइक्रोस्कोप के सबसे स्पष्ट भाग का अवलोकन करें। दाहिनी आँख के लेंस में एक क्रॉस लाइन होती है, और सोल्डर बिंदु क्रॉस लाइन के केंद्र में होता है। आप स्क्रीन पर भी क्रॉस लाइन का अवलोकन कर सकते हैं


5. क्रॉस लीवर को चार दिशाओं में समायोजित किया जाता है: ऊपर, नीचे, बाएं और दाएं, ताकि वेल्डिंग पैरामीटर को समायोजित किया जा सके
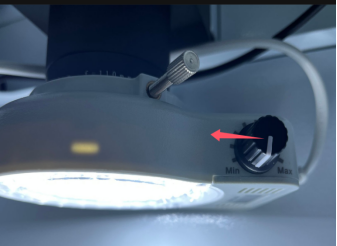
6. प्रकाश लैंप की चमक स्विच को समायोजित करें
शटडाउन प्रक्रिया:
1. जब कार्य समाप्त हो जाए और आपको शटडाउन करने की आवश्यकता हो, तो स्क्रीन पर "OFF" पर क्लिक करें और संकेत का पालन करें। इसमें लगभग 5 सेकंड का समय लगेगा
2. फिर आपात बंद स्विच दबाएँ। ऑपरेशन स्क्रीन बंद हो जाएगी
3. बिजली का प्लग अनप्लग करें और मशीन को बिजली की आपूर्ति से डिस्कनेक्ट कर दें
नियमित रखरोटी:
1. मशीन को साफ और सुव्यवस्थित रखें, और इसे उपयुक्त वातावरण में संचालित करें। मशीन की बाहरी सतहों, माइक्रोस्कोप और शीतलन वेंट्स (धूल और मलबे को हटाने के लिए) की दैनिक सफाई आवश्यक है।
2. मशीन को भारी वस्तुओं, संपीड़न या ढेर लगाने से बाहरी धक्कों के अधीन न करें।
3. शीतलन जल को मासिक रूप से बदलें। यदि मशीन का उपयोग नहीं किया गया है, तो भी जल को बदलना आवश्यक है, क्योंकि यह दुर्बल होने के प्रवण होता है।
4. सुरक्षात्मक लेंस की दैनिक सफाई करें, या इसे प्रत्येक 2 से 6 महीने के बाद बदल दें।
5. माइक्रोस्कोप और सीसीडी क्रॉसहेयर केंद्र के बीच संरेखण का निरीक्षण करें और कैलिब्रेशन करें। कैलिब्रेशन प्रक्रिया निम्नानुसार है:
① सबसे पहले, सुनिश्चित करें कि मशीन को सफलतापूर्वक चालू किया गया है। कार्य-टुकड़े को अवलोकन प्रणाली के दृश्य क्षेत्र के भीतर रखें। धीरे-धीरे फोकस को समायोजित करके सबसे तीव्र छवि प्राप्त करें, क्रॉसहेयर को निर्धारित वेल्डिंग बिंदु के साथ संरेखित करें, और फिर लेज़र आउटपुट शुरू करने और वेल्डिंग करने के लिए पैर के स्विच को हल्के से दबाएँ।
② यदि सीसीडी कैमरा के दृश्य में फोकस तीव्र होने के बावजूद लेज़र स्पॉट क्रॉसहेयर कर्सर के ठीक केंद्र पर नहीं दिखाई देता है, तो आप कर्सर की स्थिति को समायोजित कर सकते हैं। ऐसा करने के लिए, स्क्रीन के किसी भी चार किनारों के मध्य बिंदु पर क्लिक करके कर्सर की स्थिति को स्थानांतरित करें, जिससे निर्धारित वेल्डिंग बिंदु कर्सर के भीतर केंद्रित हो जाए।
6. उपयोग की आवृत्ति के आधार पर, जहाँ आवश्यक हो, जेनॉन लैंप को प्रतिस्थापित करें। जेनॉन लैंप को प्रतिस्थापित करने के बाद, लेज़र स्पॉट को समायोजित और संरेखित करने के लिए प्रकाश-संवेदनशील कागज़ का उपयोग करें। इस प्रक्रिया के विस्तृत निर्देशों के लिए, कृपया कंपनी के तकनीकी कर्मचारियों से परामर्श करें और निर्देशात्मक वीडियो के लिए अनुरोध करें।
उत्पादों की संख्या: छोटी आवृत मार्किंग मशीन
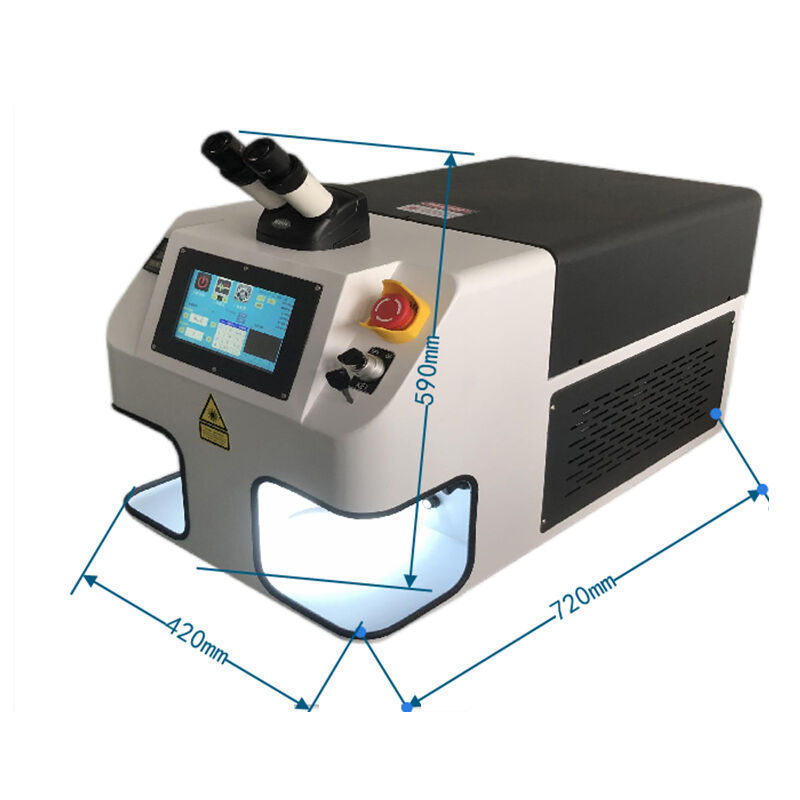
उत्पादों की संख्या: डेस्कटॉप लेजर वेल्डिंग मशीन
उत्पादों की संख्या: पूरी तरह से आवृत मार्किंग मशीन

उत्पादों की संख्या: फाइबर ऑप्टिक लेजर मार्किंग मशीन

उत्पादों की संख्या: हाथ में ले जाने वाली लेजर वेल्डिंग मशीन

उत्पादों की संख्या: हैंडहेल्ड स्टेनलेस स्टील फाइबर मार्क लेजर एनग्रेविंग मशीन



