 ×
×



W dziedzinie produkcji i naprawy biżuterii tradycyjne metody spawania często napotykają trudności, takie jak nadmierna temperatura, widoczna deformacja materiału, chropowate punkty spawania oraz niska wydajność. Nasza specjalistyczna maszyna do spawania laserowego biżuterii wykorzystuje precyzyjną technologię impulsowego lasera, zapewniając profesjonalne rozwiązania spawalnicze dla metali szlachetnych – w tym złota, srebra, platyny oraz stopów tytanu. Pozwala ona mistrzom biżuterii na bezproblemowe wykonywanie skomplikowanych napraw, osadzania kamieni, restaurowania wyrobów oraz tworzenia nowatorskich projektów. Maszyna do spawania laserowego biżuterii — doskonaląca wykwintną rzemiosłową precyzję i wspierająca mistrzów dzięki większej wydajności!
Maszyny do spawania laserowego biżuterii: rewolucyjne narzędzie do precyzyjnej rzemiosłowości, zapowiadające nową erę wybitnego rzemiosła jubilerskiego
W dziedzinie tworzenia i naprawy biżuterii tradycyjne techniki spawania od dawna stawiały przed mistrzami wyzwania — często charakteryzowały się znaczną strefą wpływu ciepła, podatnością na odkształcenia oraz grubymi, nierównymi szwami. Maszyna do spawania biżuterii za pomocą lasera, oparta na kluczowej technologii impulsowego lasera o wysokiej precyzji, oferuje bezpieczne i wysoce wydajne rozwiązanie spawalnicze dla metali szlachetnych, takich jak złoto, srebro, platyna oraz stopy tytanu. Stała się ona standardowym wyposażeniem w całej globalnej branży biżuterniczej — od małych warsztatów rzemieślniczych po duże zakłady produkcyjne. Technologia ta nie tylko oddaje setoletnią ewolucję spawania laserowego, lecz także zapoczątkowuje przełomowy skok w kierunku bardziej inteligentnej, personalizowanej i zrównoważonej produkcji biżuterii.
Ewolucyjna droga: od badań laboratoryjnych do mistrzostwa rzemieślniczego
Technologia spawania laserowego ma swoje korzenie w powstaniu lasera w latach 60. XX wieku. Po wynalezieniu pierwszego lasera przez amerykańskich naukowców w 1960 roku eksperymentalne spawanie laserowe rozpoczęto w 1962 roku, a w 1967 roku po raz pierwszy udowodniono jego zastosowanie przemysłowe. Od lat 70. XX wieku spawanie laserowe stopniowo przeniknęło do dziedziny precyzyjnego przemysłu wytwórczego, zdobywając szybko popularność – szczególnie w sektorze jubilerstwa. Procesy pierwotnie opracowane do wysokiej precyzji w zastosowaniach medycznych i lotniczo-kosmicznych zostały następnie wprowadzone do produkcji biżuterii, co zasadniczo przekroczyło ograniczenia charakterystyczne dla tradycyjnych technik spawania płomieniem. Na początku XXI wieku, dzięki przełomom w zakresie sterowania falą lasera YAG oraz technologii sprzężenia zwrotnego energii, chińskie przedsiębiorstwa – takie jak Han's Laser i HGTECH – zapoczątkowały innowacje lokalne, przekształcając te urządzenia z drogich, importowanych luksusów w powszechnie dostępne narzędzia. Dziś, po ponad sześćdziesięciu latach iteracyjnego doskonalenia, technologia ta przeszła od „wysokotechnologicznego, nowoczesnego” ciekawostkowego rozwiązania laboratoryjnego do niezastąpionego „codziennego narzędzia” w warsztatach jubilerskich. Światowy rynek maszyn do punktowego spawania laserowego do biżuterii osiągnął w 2026 roku wartość 400 mln USD; prognozuje się, że przekroczy on 660 mln USD do 2035 roku, co odpowiada średniej rocznej stopie wzrostu (CAGR) na poziomie 5,6%.
Szczegółowy opis:
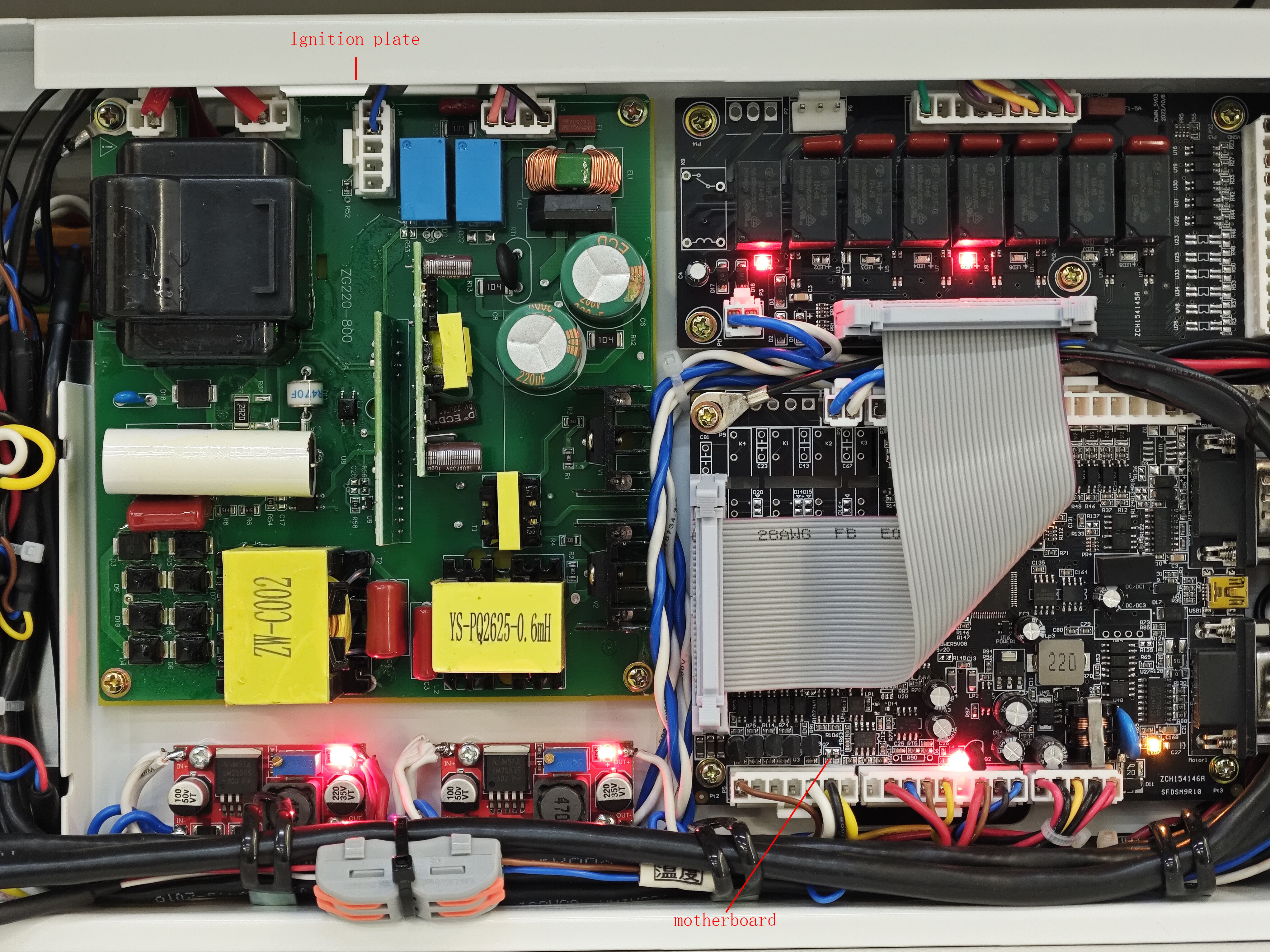
Zasilacz laserowy
Zasila lampę ksenonową energią elektryczną (zawiera ekran dostosowywania parametrów, główną płytę sterującą oraz płytę zapłonową).
System chłodzenia
Dissipuje ciepło z jamy laserowej (zawiera zbiornik wody, radiator, wentylator, wyłącznik przepływu wody, pompę ssącą wodę, pompę obiegową oraz wyłącznik poziomu wody).
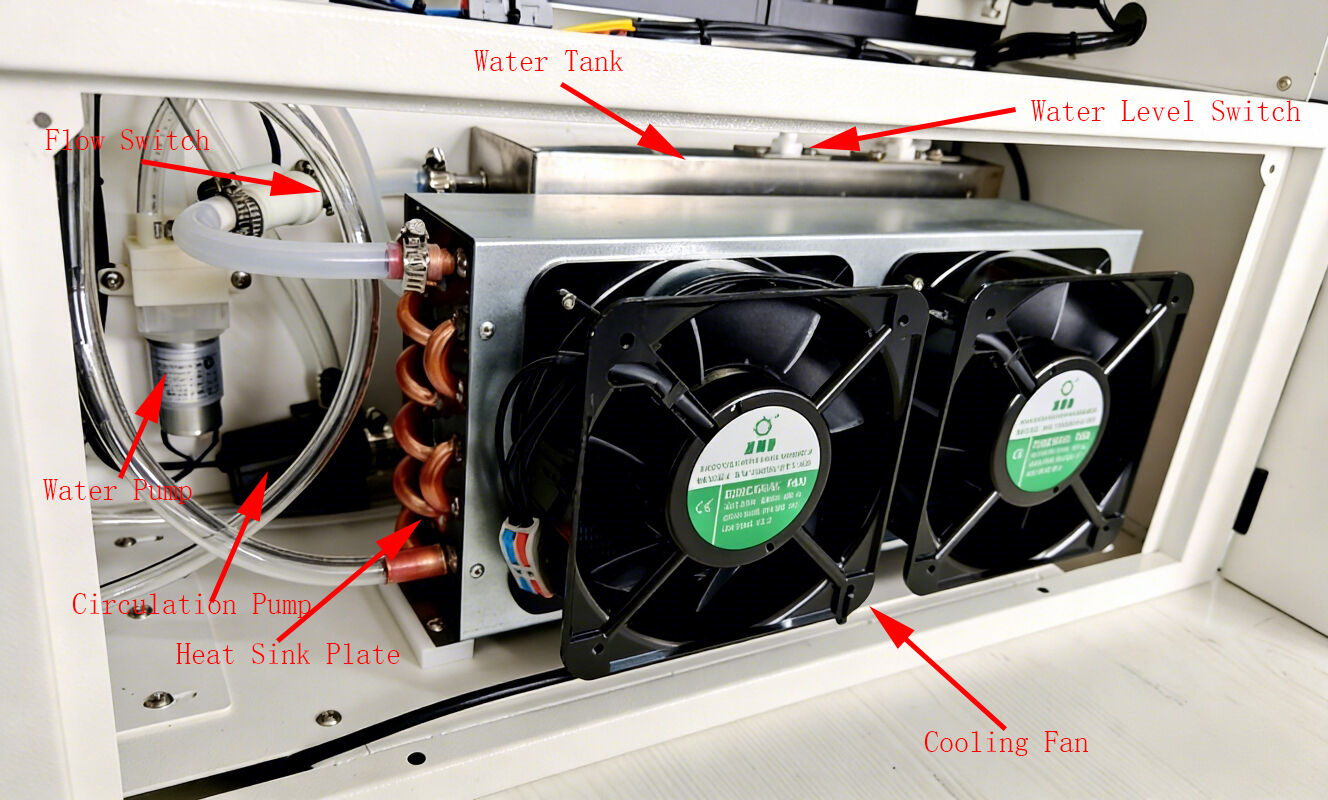
Naciśnięcie przycisku napełniającego aktywuje pompę wodną, która pociąga wodę ze zewnętrznego wiadra do wewnętrznego zbiornika wody. Pompa wyłącza się automatycznie, gdy zbiornik jest pełny (proces ten trwa około jednej minuty i przenosi około 4 litry wody; należy użyć wody destylowanej lub oczyszczonej przemysłowo). Następnie przycisk wraca do podniesionej pozycji. Gdy w zbiorniku znajduje się woda, uruchamia się pompa krążenia, która wciąga wodę z zbiornika do komory laserowej. Zimna woda wchodzi do komory laserowej, a podgrzana woda wypływa do płyty ciepłoodpornej. Wentilator chłodzący uruchamia się w temperaturze 25°C, aby ochłodzić wodę w płytce ciepłoodpornej, po czym woda przechodzi przez przełącznik przepływu i wraca do zbiornika.
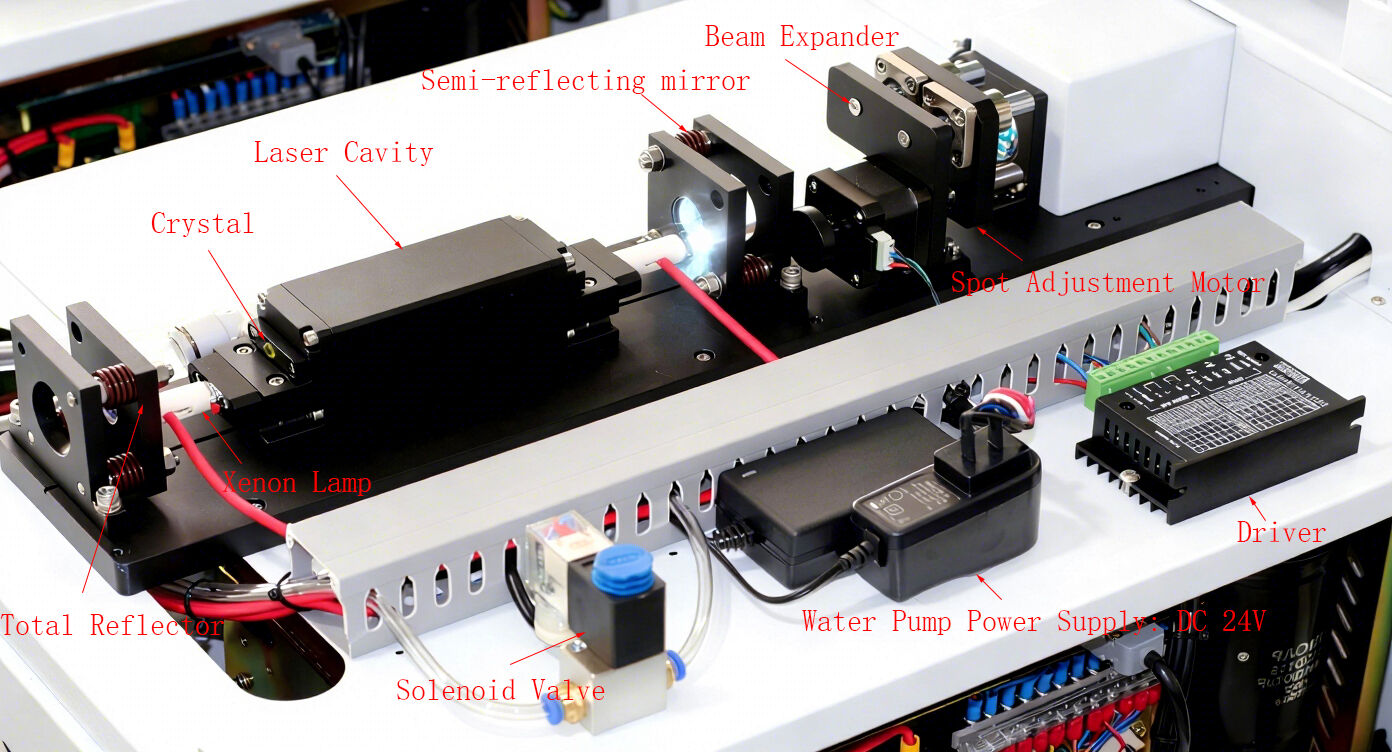
System optyczny
Generator lasera (całkowity odbiciacz, częściowy odbiciacz, kryształ, lampa ksenonowa, kałuża laserowa, rozszerzacz wiązki, odbiciacz 45 stopni, soczewka ostrości)
Okular binokularyjny, powiększony 10x, z siatką w prawej okularze (dostępny również powiększenie 15x).

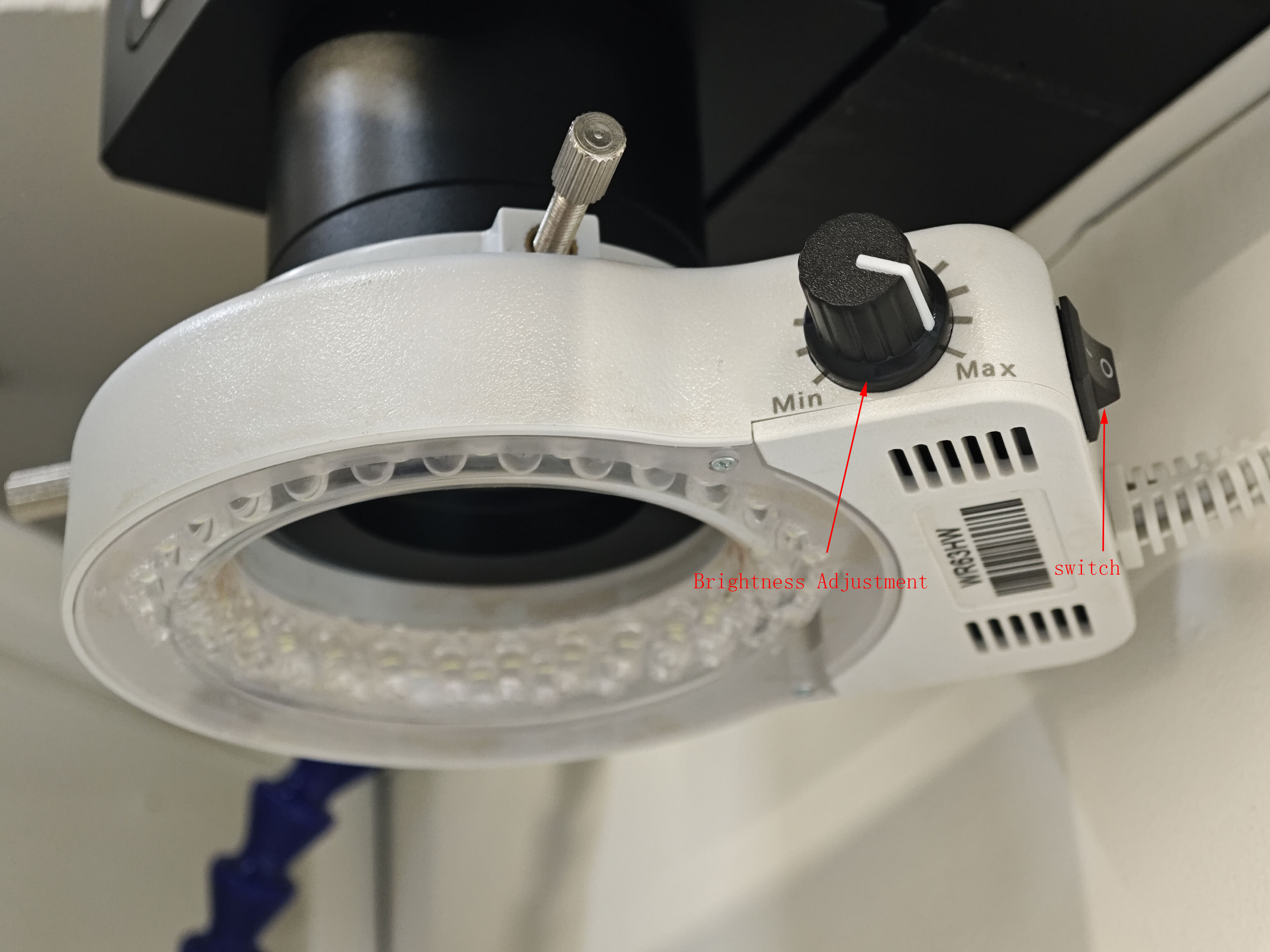
Oświetlenie LED
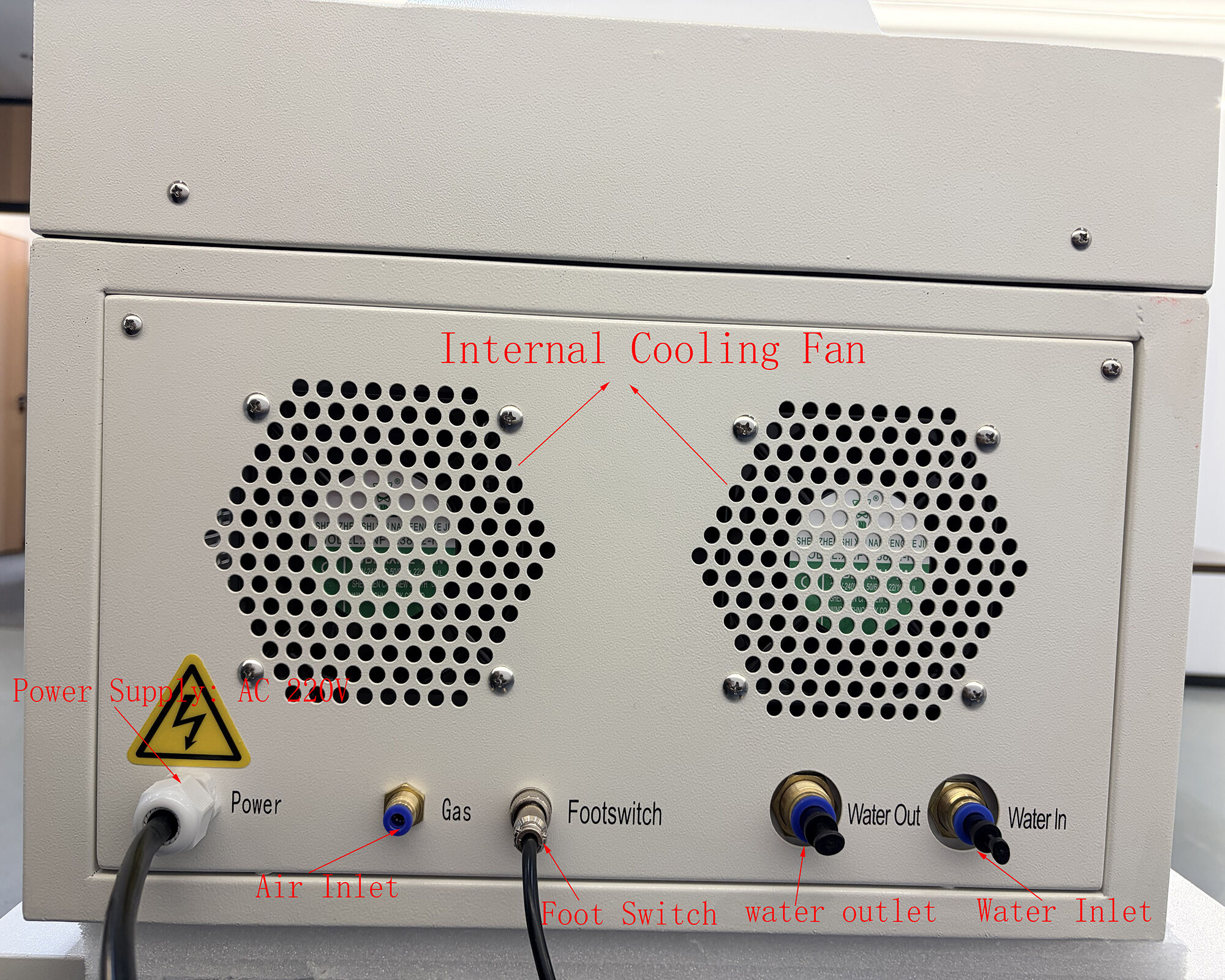
Przegląd funkcji panelu tylnego
Obsługa wielu języków

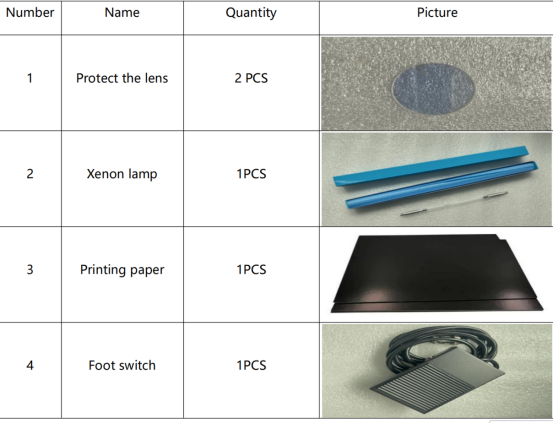
Akcesoria standardowe
Parametr produktu :
Model maszyny |
HS -J E20 0w |
Maksymalna Moc Lasera |
200W |
Typ Lasera |
YAG |
Długość fali lasera |
1064N m |
Regulacja pojemności |
1--100% |
Impuls regulacja szerokości |
0.1--20MS |
Częstotliwość spawania laserowego |
1-50H Z |
Maksymalna energia pojedynczego impulsu |
100 j |
Mikroskop |
10x |
Ni stabilność energii |
<2% |
Dywergencja wiązki |
≤8 mrad |
Szerokość spoiny |
0,4–3 mm |
Spawanie ogniskowej |
F = 110 mm |
Czas pracy bez przerwy |
16 godzin |
Poziom Hałasu |
≤ 60 dB |
Temperatura pracy |
55 °F (13 °C) – 95°F ( 35°C) |
Wilgotność pracy |
5%-75% |
Mgła olejowa |
≤ 15 mg/m³ |
CCD |
matryca CCD 720p, 7 cali (z siatką krzyżową) |
Potrzebna moc |
Prąd przemienny 22 V 0 V ±10% 50 Hz Z/60 Hz |
Moc wejściowa do wnętrza |
3KW |
Języki |
Chiński, angielski, koreański (można dostosować) |
Siatka wielkość i waga |
800*500*550mm 65Kg |
Rozmiar i waga opakowania |
930*710*620mm 85Kg |
Uwagi wymagające uwagi:
1. Przede wszystkim upewnij się, że pojedyncze napięcie robocze urządzenia wynosi AC 220 V, a prąd wyzwalania wyzwalacza powietrznego wynosi 15–25 A. Przewód ochronny (ziemny) musi być prawidłowo zainstalowany.
2. Temperatura otoczenia podczas pracy powinna wynosić od 10 do 35 °C; wilgotność powietrza oraz stężenie pyłu w powietrzu muszą odpowiadać wymogom stawianym dla urządzenia.
3. Urządzenie wymaga zastosowania wody destylowanej lub dejonizowanej, którą należy regularnie wymieniać ( nawet jeśli urządzenie nie jest używane ogólny cykl wymiany nie przekracza 3 miesięcy, a zaleca się wymianę co miesiąc.
4. W urządzeniu znajduje się zasilanie wysokiego napięcia, które wymaga demontażu i testowania pod kierunkiem naszego personelu technicznego.
5. Po wymianie lampy ksenonowej należy dostosować plamę światła. W celu uzyskania szczegółowych instrukcji skontaktuj się z naszym personelem technicznym.
6. Gdy urządzenie działa prawidłowo, należy zapewnić dobre wentylowanie i odprowadzanie ciepła; nie wolno zasłaniać otworów odprowadzających ciepło i otworów wentylacyjnych urządzenia.
Instalacja i obsługa:
1. Podłącz kabel zasilający urządzenia do zewnętrznego źródła zasilania, upewniając się, że napięcie robocze pojedynczej fazy wynosi AC 220 V, natężenie prądu wyzwalacza automatycznego to 15–25 A, a przewód ochronny (ziemny) musi być prawidłowo podłączony.
2. Podłącz jeden koniec rury wodnej do otworu uzupełniania wody, a drugi koniec do źródła wody. Urządzenie należy napełnić wodą destylowaną lub zdemineralizowaną oraz regularnie ją wymieniać ( nawet jeśli urządzenie nie jest używane )

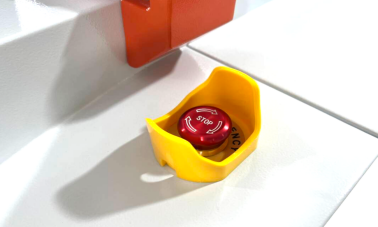
3. Przyciągnij przełącznik awaryjnego zatrzymania
4. Po normalnym włączeniu maszyny ekran operacyjny i lampa oświetleniowa się zapalają, chłodnica i wentylator maszyny zaczynają się obracać, a słychać dźwięk
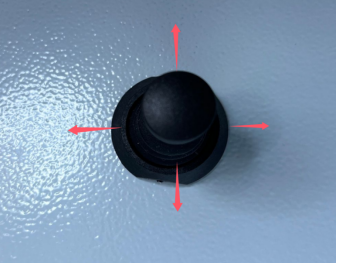
5. Naciśnij przycisk „Dodaj wodę”, aby uruchomić pompę. Gdy zbiornik zostanie napełniony, pompa automatycznie zatrzyma pompowanie; naciśnij ponownie przycisk, aby włożyć korek gumowy do otworu wlewowego wody

6. Podłącz przełącznik pedałowy do portu maszyny.


7. Do otworu wlewowego można podłączyć gaz argon zgodnie z wymaganiami procesu spawania; nie jest on wymagany, jeśli nie jest potrzebny. W przypadku braku montażu otworu wlewowego miejsce spawania produktu będzie miało barwę żółto-czarną, co nie wpływa na jakość spawania. Maszyna posiada wbudowaną funkcję automatycznego dmuchania

Operacja spawania:
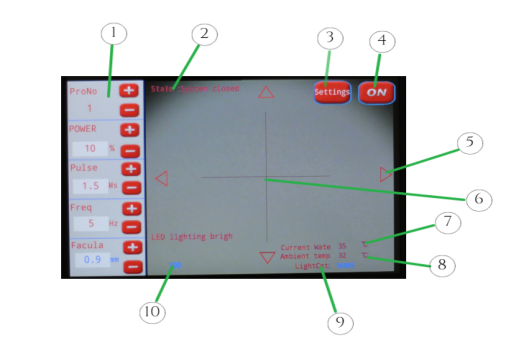
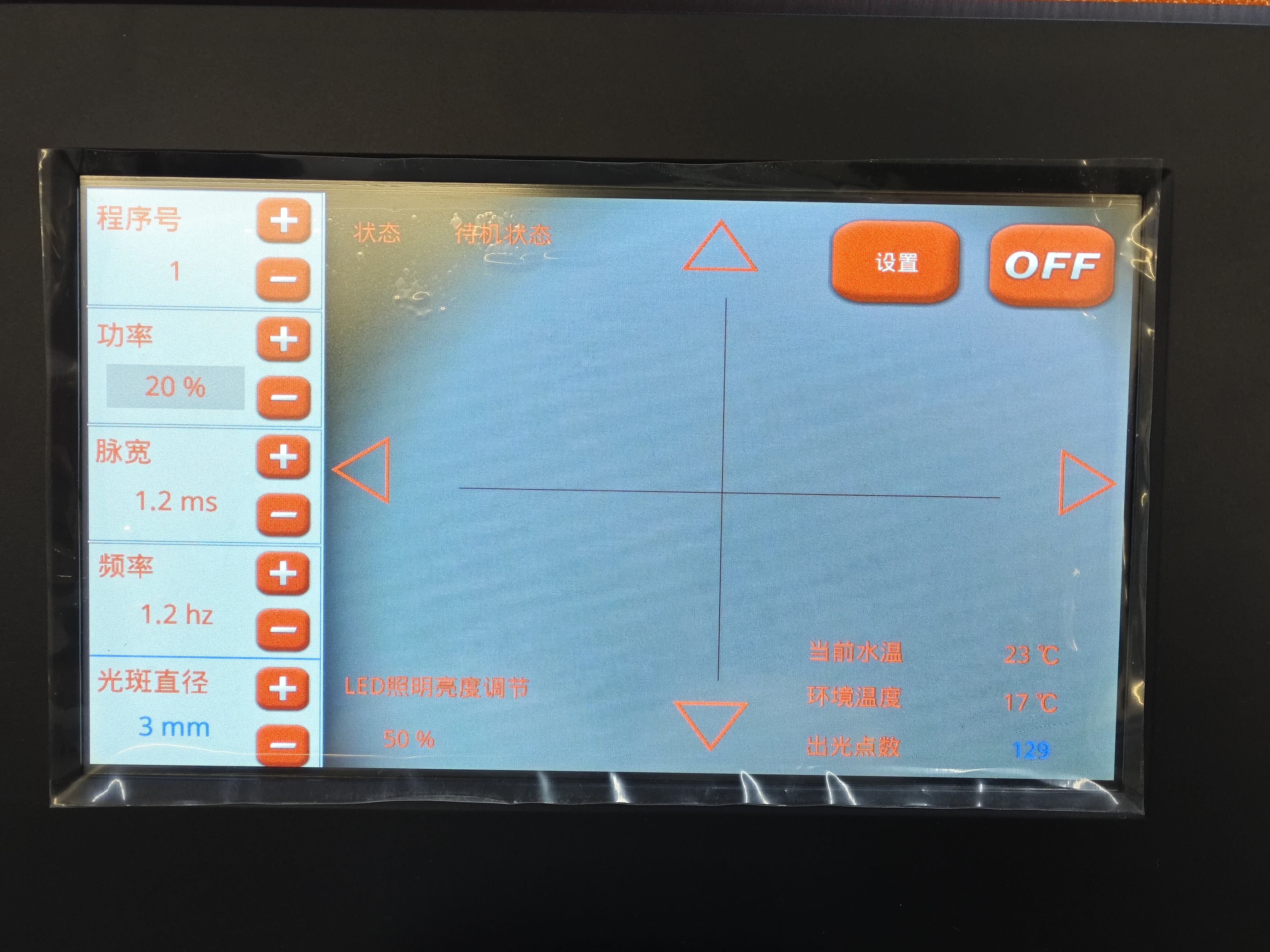
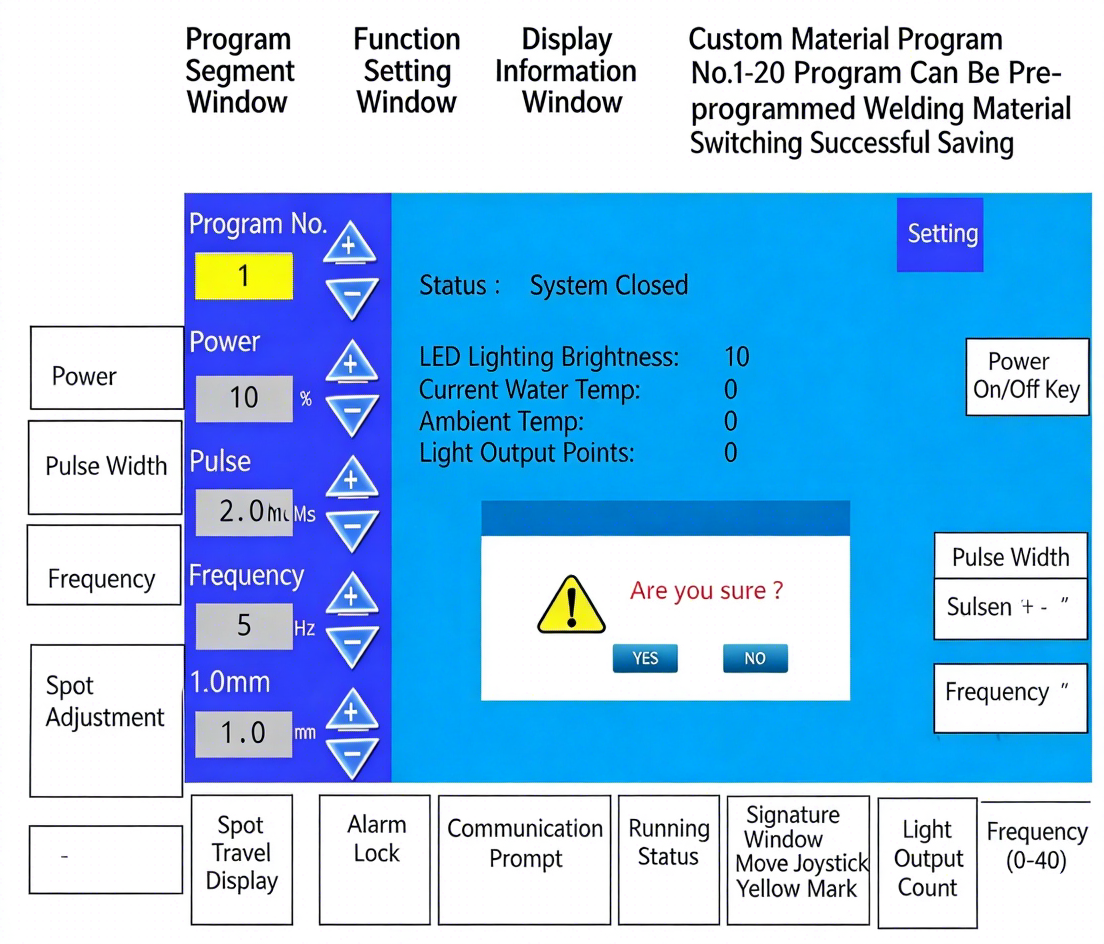
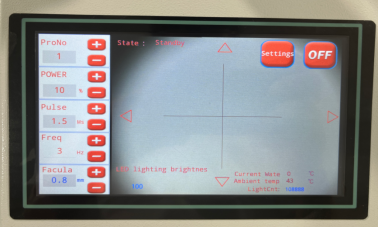
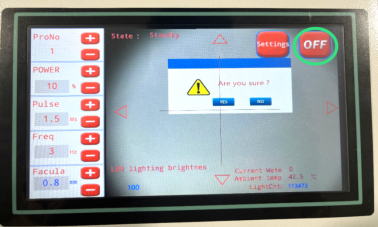
1. Wprowadzenie do funkcji interfejsu
| Element | Oznaczenie |
| 1 | Wyświetlanie wybranego programu oraz jego parametrów |
| 2 | Wyświetlanie stanu uruchomienia maszyny |
| 3 | Ustawianie i użycie parametrów wewnętrznych maszyny |
| 4 | Przycisk włączania i wyłączania zasilania |
| 5 | Klawisze kierunkowe (cztery kierunki), służące do regulacji położenia punktu spawania, który nie znajduje się w środku linii krzyża |
| 6 | Środkowy punkt linii krzyża |
| 7 | Wyświetlanie rzeczywistej temperatury zbiornika |
| 8 | Wyświetlanie temperatury wewnętrznej maszyny |
| 9 | Liczba impulsów lampy ksenonowej |
| 10 | Regulacja jasności lampy oświetleniowej |
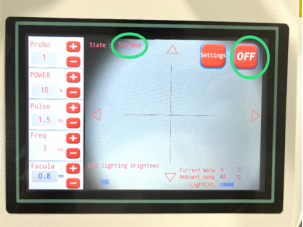
2. Naciśnij na ekranie przycisk „WŁ.”, aby uruchomić maszynę. Po około 60 sekundach maszyna uruchamia się prawidłowo. Zmień „WŁ.” na „WYŁ.” – status wyświetli się jako gotowość do pracy. Można dostosować parametry spawania
3. Wciśnij przełącznik pedałowy – laser pojawi się z głowicy spawalniczej
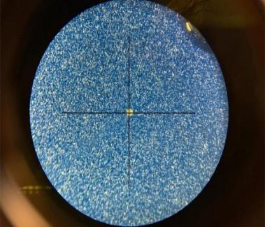
4. Obserwuj najbardziej wyraźną część obrazu przez mikroskop oboma oczami. W prawym okularze widoczna jest linia krzyża, a punkt lutowania znajduje się w środku tej linii. Linia krzyża jest również widoczna na ekranie


5. Dźwignia poprzeczna jest regulowana w czterech kierunkach: w górę, w dół, w lewo i w prawo, aby dostosować parametry spawania
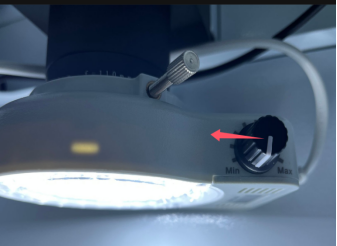
6. Dostosuj przełącznik jasności lampy oświetleniowej
Procedura wyłączenia:
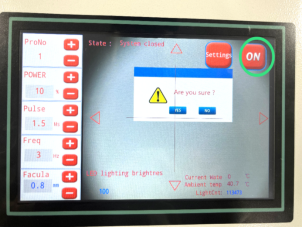
1. Gdy praca zostanie zakończona i konieczne jest wyłączenie urządzenia, kliknij przycisk „WYŁ.” na ekranie i postępuj zgodnie z wyświetlonymi instrukcjami. Proces ten trwa około 5 sekund.
2. Następnie naciśnij przycisk awaryjnego zatrzymania. Ekran obsługi wyłącza się.
3. Wyjmij wtyczkę z gniazdka i odłącz urządzenie od zasilania.
Konserwacja rutynowa:
1. Utrzymuj urządzenie w czystości i porządku oraz użytkowaj je w odpowiednim środowisku. Codziennie należy czyścić zewnętrzne powierzchnie urządzenia, mikroskop oraz otwory wentylacyjne (w celu usunięcia pyłu i zanieczyszczeń).
2. Nie poddawaj urządzenia działaniu zewnętrznych uderzeń, ucisku ani nie układaj innych przedmiotów na jego powierzchni.
3. Zmieniaj wodę chłodzącą co miesiąc. Nawet jeśli urządzenie nie było używane, woda nadal musi zostać wymieniona, ponieważ łatwo ulega zepsuciu.
4. Codziennie czyść soczewkę ochronną lub wymień ją co 2–6 miesięcy.
5. Sprawdź i skalibruj wyrównanie między mikroskopem a środkiem krzyża CCD. Procedura kalibracji jest następująca:
① Najpierw upewnij się, że urządzenie zostało pomyślnie włączone. Umieść przedmiot obrabiany w polu widzenia systemu obserwacyjnego. Powoli dostosuj ostrość, aby uzyskać najbardziej wyraźny obraz, dopasuj krzyż do zamierzonego punktu spawania, a następnie delikatnie naciśnij przełącznik nożny, aby uruchomić emisję wiązki laserowej i wykonać spawanie.
② Jeśli plamka laserowa nie pojawia się dokładnie w środku krzyża kursora podczas, gdy obraz z kamery CCD jest w pełni ostro skupiony, możesz dostosować położenie kursora krzyża. Aby to zrobić, kliknij w środek dowolnego z czterech brzegów ekranu, aby przesunąć pozycję kursora i tym samym umieścić zamierzony punkt spawania w centrum kursora.
6. W razie potrzeby wymień lampę ksenonową, w zależności od częstotliwości jej użytkowania. Po wymianie lampy ksenonowej użyj papieru światłoczułego do regulacji i wyjustowania plamki laserowej. Aby uzyskać szczegółowe instrukcje dotyczące tego zabiegu, skonsultuj się z technicznym personelem firmy i poproś o film instruktażowy.
Numer produktów: Mała zamknięta maszyna do znakowania
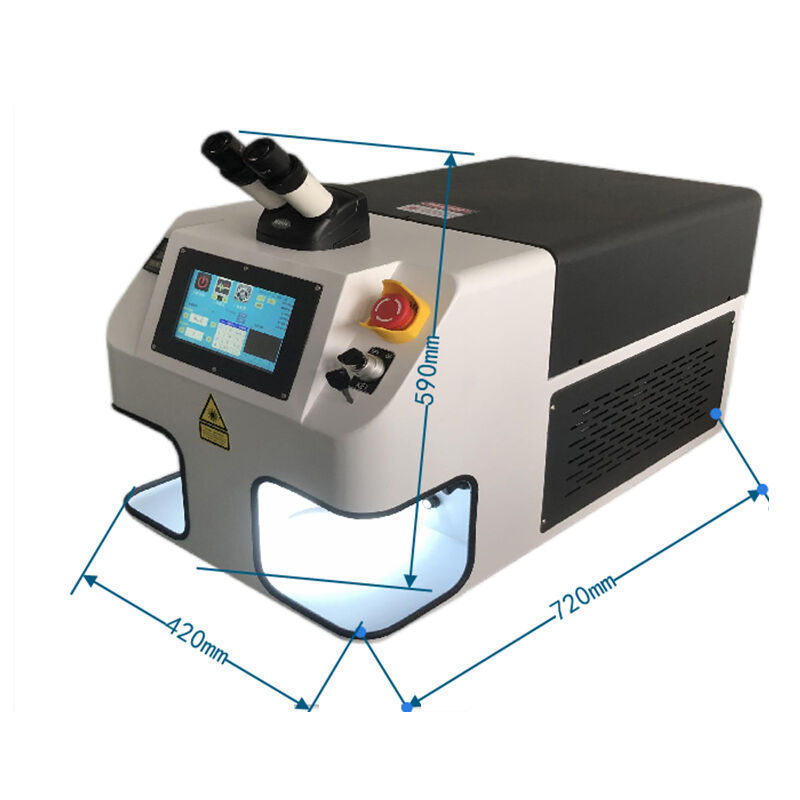
Numer produktów: Maszyna spawalnicza laserowa do biurowych urządzeń
Numer produktów: Całkowicie zamknięta maszyna do znakowania

Numer produktów: Maszyna do znakowania laserowego światłowodowego

Numer produktów: Ręczna maszyna spawalnicza laserowa

Numer produktów: Ręczna maszyna do grawerowania laserowego ze stali nierdzewnej



