 ×
×



Nel settore della produzione e della riparazione di gioielli, i metodi tradizionali di saldatura spesso incontrano difficoltà quali l’eccessivo impatto termico, deformazioni evidenti, punti di saldatura irregolari ed efficienza ridotta. La nostra macchina per la saldatura laser specializzata per gioielli, invece, utilizza una tecnologia laser a impulsi ad alta precisione per fornire soluzioni professionali di saldatura su metalli preziosi — tra cui oro, argento, platino e leghe di titanio. Essa consente agli artigiani del settore gioielleria di eseguire con estrema facilità riparazioni complesse, incastonatura di pietre, restauro e creazione di design innovativi. Macchina per la saldatura laser per gioielli — Perfezionare l’artigianato raffinato, potenziando l’efficienza degli artigiani!
Macchine per la saldatura laser per gioielli: uno strumento rivoluzionario per la lavorazione di precisione, che inaugura una nuova era di eccellenza artigianale
Nel campo della creazione e della riparazione di gioielli, le tecniche tradizionali di saldatura hanno da tempo rappresentato una sfida per gli artigiani—spesso caratterizzate da ampie zone termicamente influenzate, elevata suscettibilità alla deformazione e punti di saldatura irregolari. La macchina per la saldatura laser per gioielli, basata sulla tecnologia fondamentale del laser a impulsi ad alta precisione, offre una soluzione di saldatura non distruttiva ed estremamente efficiente per metalli preziosi come oro, argento, platino e leghe di titanio. Essa è ormai diventata attrezzatura standard in tutto il settore gioielliero globale, che va dai piccoli laboratori artigianali agli impianti produttivi su larga scala. Questa tecnologia non solo incarna l’evoluzione secolare della saldatura laser, ma guida anche un salto trasformativo nella produzione di gioielli verso maggiore intelligenza, personalizzazione e sostenibilità.
Percorso evolutivo: dalla ricerca di laboratorio al dominio artigianale
La tecnologia di saldatura laser trae le proprie origini dalla nascita del laser negli anni '60. Dopo l'invenzione del primo laser da parte di scienziati statunitensi nel 1960, nel 1962 ebbero inizio i primi esperimenti di saldatura laser, culminati nel 1967 con la prima dimostrazione riuscita di applicazione industriale. A partire dagli anni '70, la saldatura laser penetrò gradualmente nel settore della produzione di precisione, acquisendo una rapida diffusione — in particolare nel settore della gioielleria. Processi inizialmente sviluppati per saldature di precisione ad alto valore nelle applicazioni mediche e aerospaziali furono successivamente introdotti nella produzione di gioielli, superando così in maniera fondamentale i limiti intrinseci delle tradizionali tecniche di saldatura a fiamma. Nei primi anni del XXI secolo, grazie ai progressi conseguiti nel controllo della forma d'onda dei laser YAG e nelle tecnologie di retroazione energetica, imprese cinesi — quali Han's Laser e HGTECH — guidarono un'innovazione localizzata, trasformando tali dispositivi da costosi lussi importati in strumenti ampiamente accessibili. Oggi, dopo oltre sei decenni di perfezionamento iterativo, questa tecnologia si è evoluta da una curiosità di laboratorio «ad alta tecnologia e all'avanguardia» a uno strumento «quotidiano» indispensabile nei laboratori di gioielleria. Il mercato globale delle macchine per saldatura laser a punti per gioielli ha raggiunto un valore di 400 milioni di dollari nel 2026; si prevede che supererà i 660 milioni di dollari entro il 2035, registrando un tasso di crescita annuo composto (CAGR) del 5,6%.
Descrizione dettagliata:
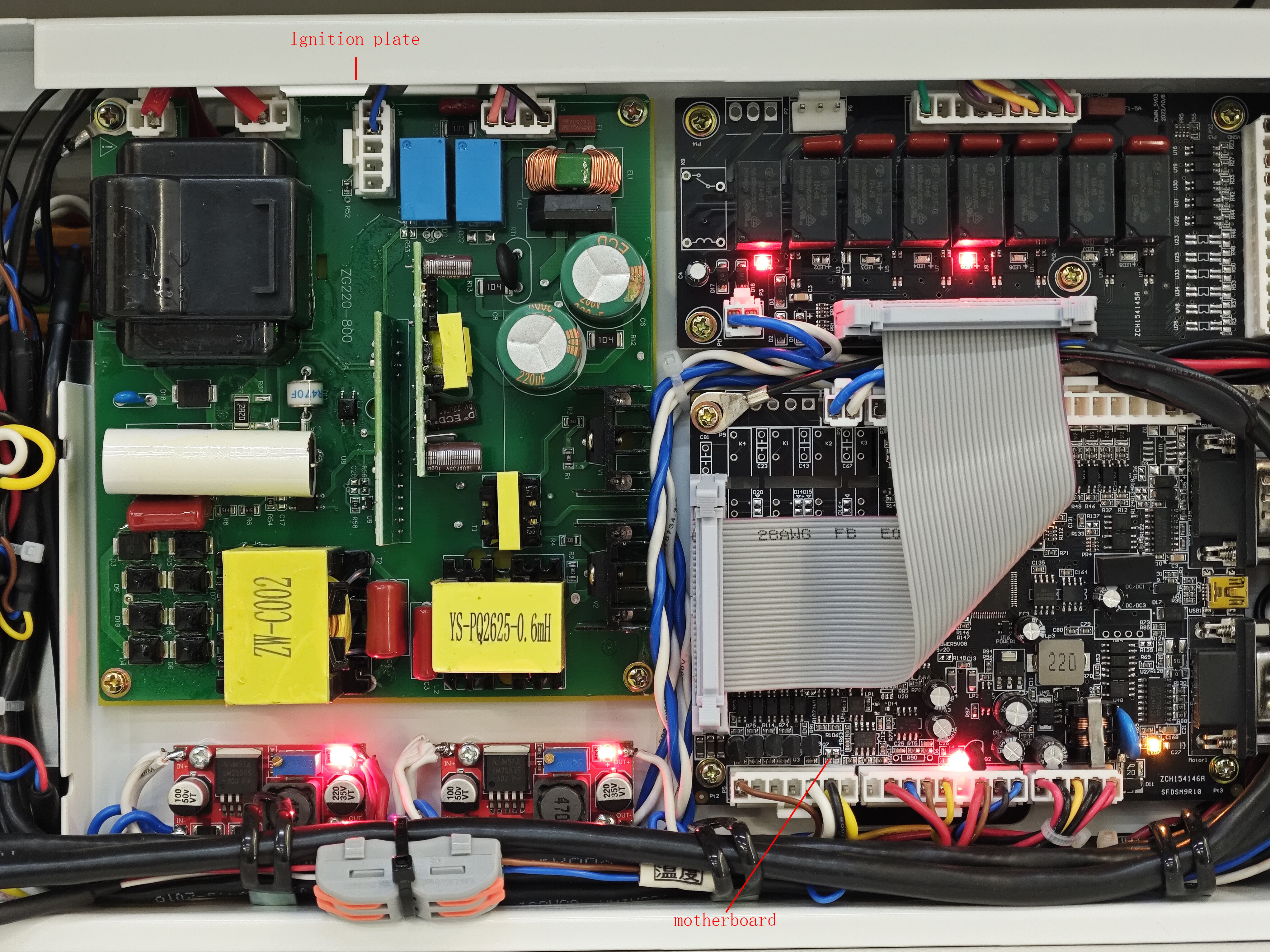
Alimentazione laser
Fornisce alimentazione elettrica alla lampada allo xeno (include una schermata di regolazione dei parametri, una scheda di controllo principale e una scheda di accensione).
Sistema di raffreddamento
Dissipa il calore dalla cavità laser (include serbatoio dell’acqua, dissipatore di calore, ventola, interruttore di flusso dell’acqua, pompa di aspirazione dell’acqua, pompa di circolazione e interruttore del livello dell’acqua).
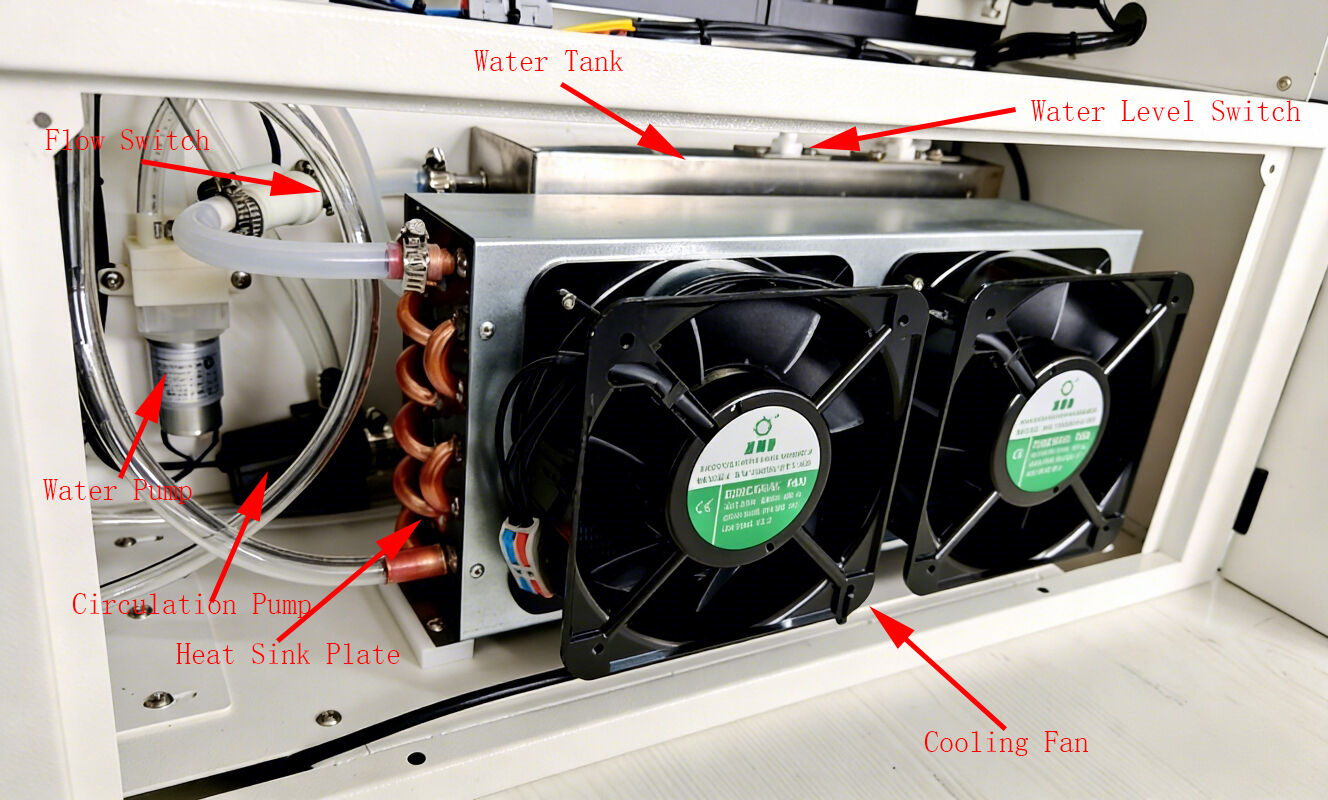
La pressione del pulsante di riempimento dell'acqua attiva la pompa idrica, che preleva l'acqua dal contenitore esterno e la immette nel serbatoio interno. La pompa si spegne automaticamente non appena il serbatoio è pieno (questo processo richiede circa un minuto e trasferisce circa 4 litri d'acqua; utilizzare esclusivamente acqua distillata o depurata industrialmente). Il pulsante ritorna quindi nella sua posizione sollevata. Una volta che l'acqua è presente nel serbatoio, si attiva la pompa di circolazione, che preleva l'acqua dal serbatoio e la immette nella cavità laser. L'acqua fredda entra nella cavità laser, mentre l'acqua riscaldata fuoriesce verso la piastra dissipatrice di calore. Il ventilatore di raffreddamento si attiva a 25 °C per raffreddare l'acqua all'interno della piastra dissipatrice di calore; successivamente l'acqua passa attraverso un interruttore di flusso e ritorna nel serbatoio.
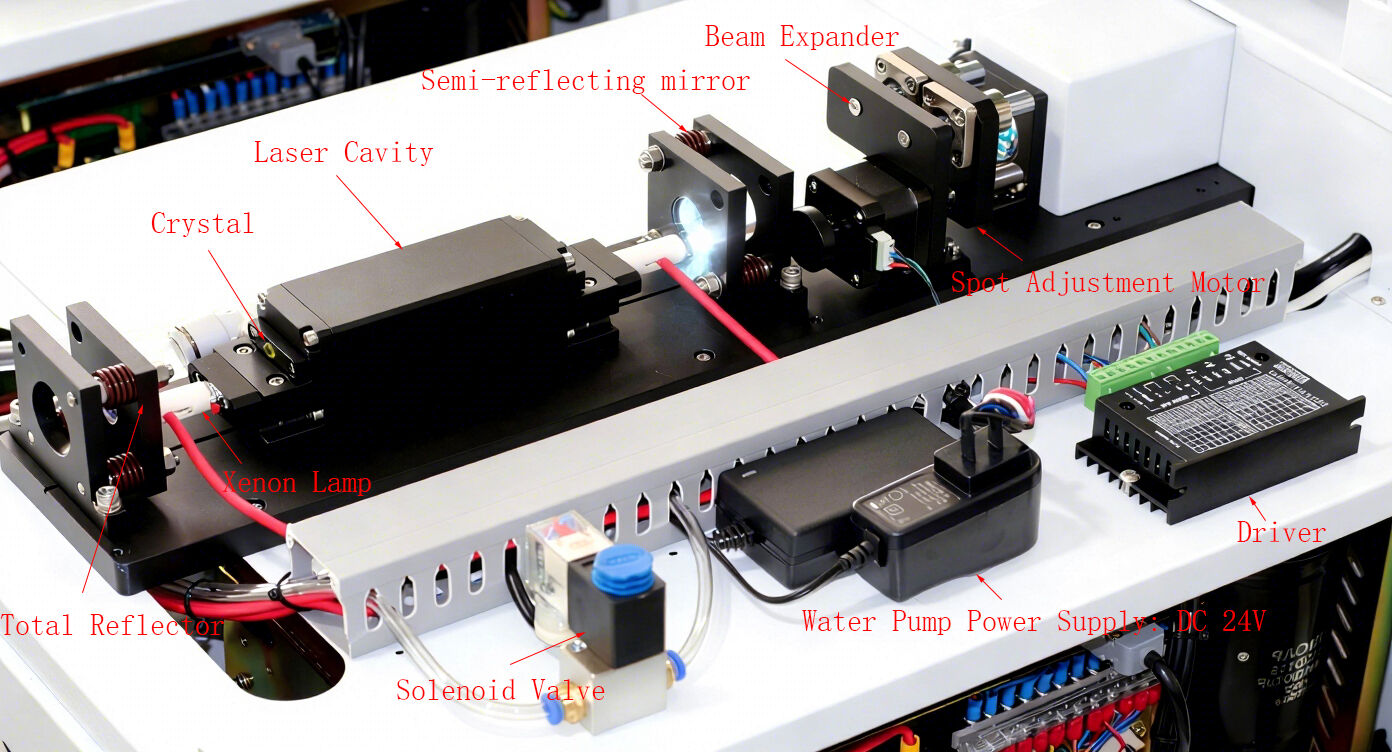
Sistema ottico
Generazione del laser (specchio totalmente riflettente, specchio parzialmente riflettente, cristallo, lampada allo xeno, cavità laser, espansore del fascio, specchio riflettente a 45 gradi, obiettivo di messa a fuoco)
Oculare binoculare, ingrandimento 10x, con reticolo nell'oculare destro (disponibile anche ingrandimento 15x).

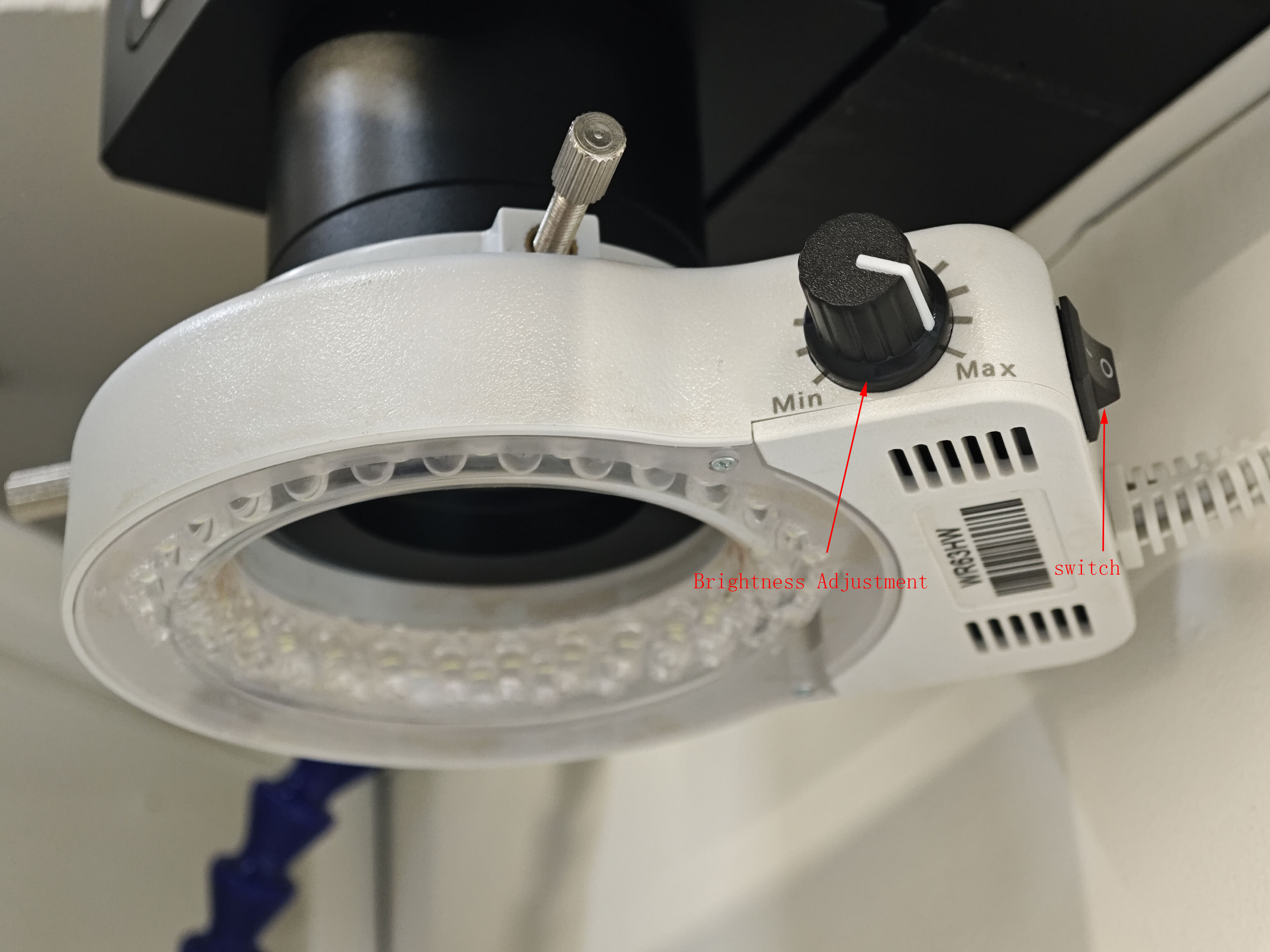
Apparecchio di illuminazione LED
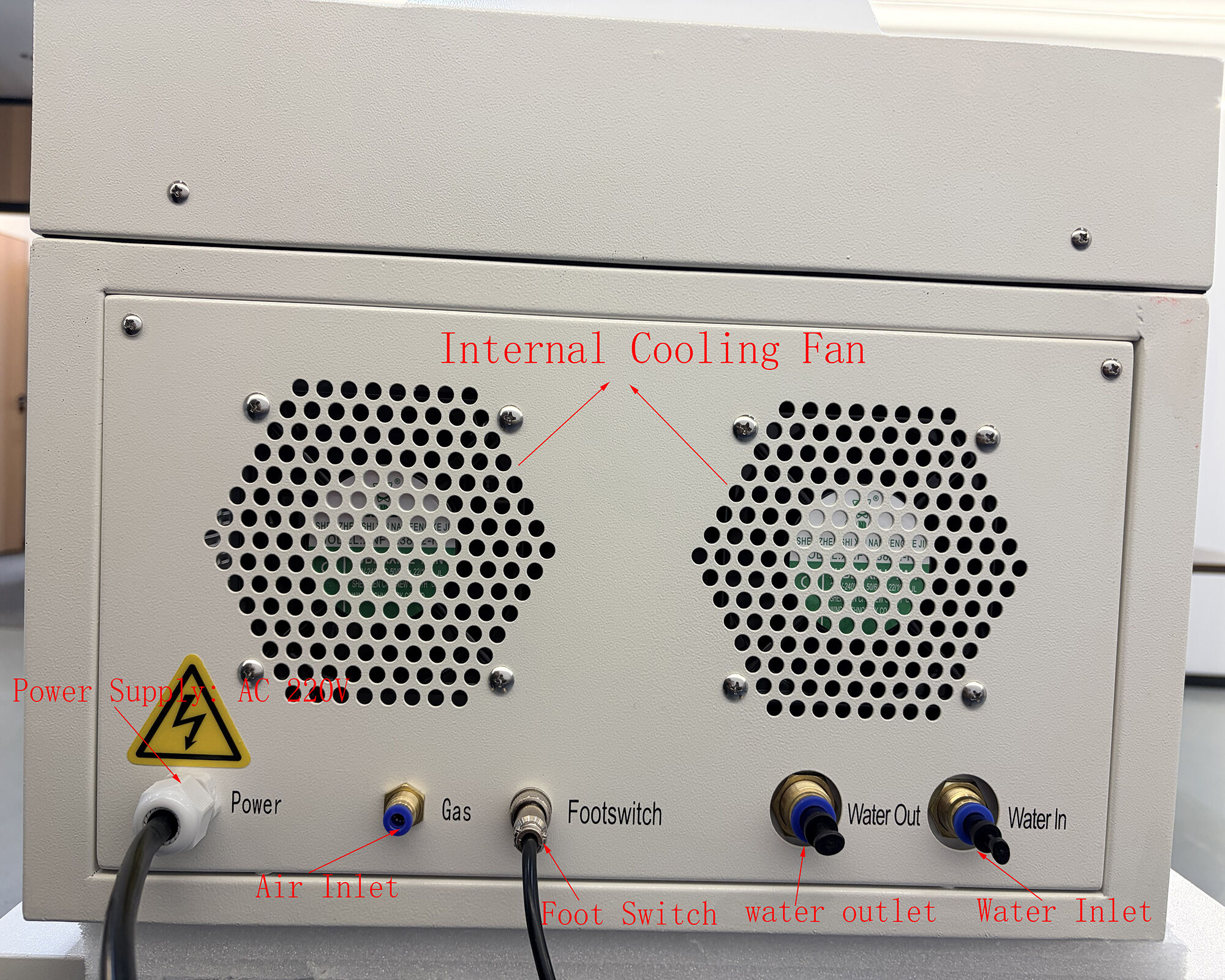
Panoramica delle funzioni del pannello posteriore
Supporta più lingue

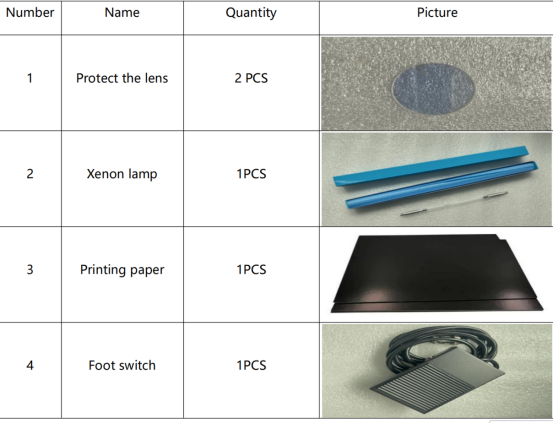
Accessori standard
Parametro del prodotto :
Modello della macchina |
Hs -J E20 0w |
Potenza Laser Massima |
200W |
Tipo di laser |
YAG |
Lunghezza d'onda del laser |
1064N m |
Controllo della capacità |
1--100% |
Impulso regolazione della larghezza |
0.1--20MS |
Frequenza di saldatura laser |
1-50H Z |
Energia massima del singolo impulso |
100 j |
Microscopio |
10X |
Instabilità dell'energia |
<2% |
Divergenza del fascio |
≤8 mrad |
Larghezza di saldatura |
0,4---3 mm |
Saldatura della lunghezza focale |
F=110 mm |
Tempo di funzionamento continuo |
16 ore |
Rumorosità |
≤ 60 dB |
Temperatura di funzionamento |
13 °C (55 °F)– 95°F ( 35°C) |
Umidità operativa |
5%-75% |
Nebbia oleosa |
≤15 mg/m³ |
CCD |
cCD 7 pollici 720P (con reticolo) |
Potenza Richiesta |
CA 22 0 V ± 10% 50 Hz Z/60 Hz |
Alimentazione elettrica interna |
3Kw |
Lingue |
Cinese, inglese, coreano (personalizzabile) |
Rete dimensione e peso |
800*500*550mm 65Kg |
Dimensioni e peso del pacchetto |
930*710*620mm 85Kg |
Avvertenze importanti:
1. Innanzitutto, verificare che la tensione di funzionamento singola dell’apparecchio sia AC 220 V e che la corrente dell’interruttore magnetotermico sia compresa tra 15 e 25 A. Il filo di terra deve essere installato correttamente.
2. La temperatura dell’ambiente di lavoro deve essere compresa tra 10 e 35 gradi Celsius, in conformità ai requisiti di umidità e concentrazione di polvere nell’aria previsti per l’apparecchio.
3. L’apparecchio richiede acqua pura o acqua deionizzata, da sostituire regolarmente ( anche se non viene utilizzata il ciclo generale di sostituzione è di massimo 3 mesi; si raccomanda di effettuare la sostituzione una volta al mese.
4. All'interno della macchina è presente un'alimentazione ad alta tensione, che deve essere smontata e testata esclusivamente sotto la supervisione del nostro personale tecnico.
5. Dopo aver sostituito la lampada allo xeno, è necessario regolare il punto luminoso. Per le istruzioni operative specifiche, contattare il nostro personale tecnico.
6. Quando la macchina funziona normalmente, assicurarsi un ambiente adeguato di ventilazione e dissipazione del calore; non ostruire mai le aperture di dissipazione termica e di ventilazione della macchina.
Installazione e utilizzo:
1. Collegare il cavo di alimentazione della macchina alla rete elettrica esterna, assicurandosi che la tensione di lavoro singola sia di 220 V CA, con interruttore magnetotermico da 15–25 A e messa a terra correttamente eseguita.
2. Collegare un’estremità del tubo dell’acqua al porto di riempimento e l’altra estremità alla fonte d’acqua. La macchina deve essere riempita con acqua pura o deionizzata, da sostituire regolarmente ( anche se non viene utilizzata )

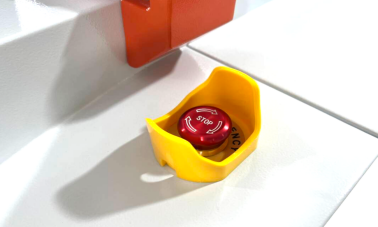
3. Tirare l'interruttore di arresto di emergenza
4. Dopo che la macchina è stata alimentata normalmente, lo schermo di funzionamento e la lampada di illuminazione si accendono, il frigorifero e il ventilatore della macchina entrano in rotazione e si sente un suono
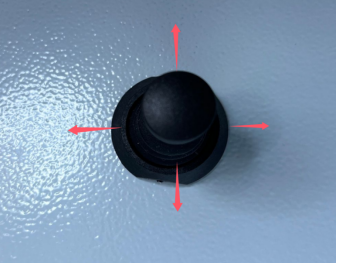
5. Premere l'interruttore "Aggiungi acqua" per avviare la pompa. Quando il serbatoio è pieno, la pompa si fermerà automaticamente e premendo nuovamente l'interruttore si inserirà il tappo di gomma nel porto di riempimento dell'acqua

6. Collegare l'interruttore a pedale alla porta della macchina.


7. Il porto di riempimento può essere equipaggiato con gas argon in base ai requisiti del processo di saldatura; se non necessario, può non essere installato. Se il porto di riempimento non viene installato, la zona di saldatura del prodotto risulterà gialla e nera, senza tuttavia influire sulla qualità della saldatura. La macchina dispone di una funzione interna di soffiaggio automatico

Operazione di saldatura:
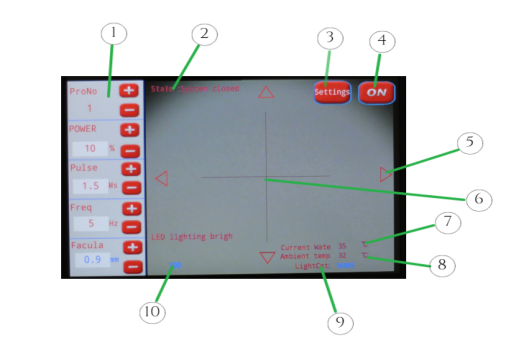
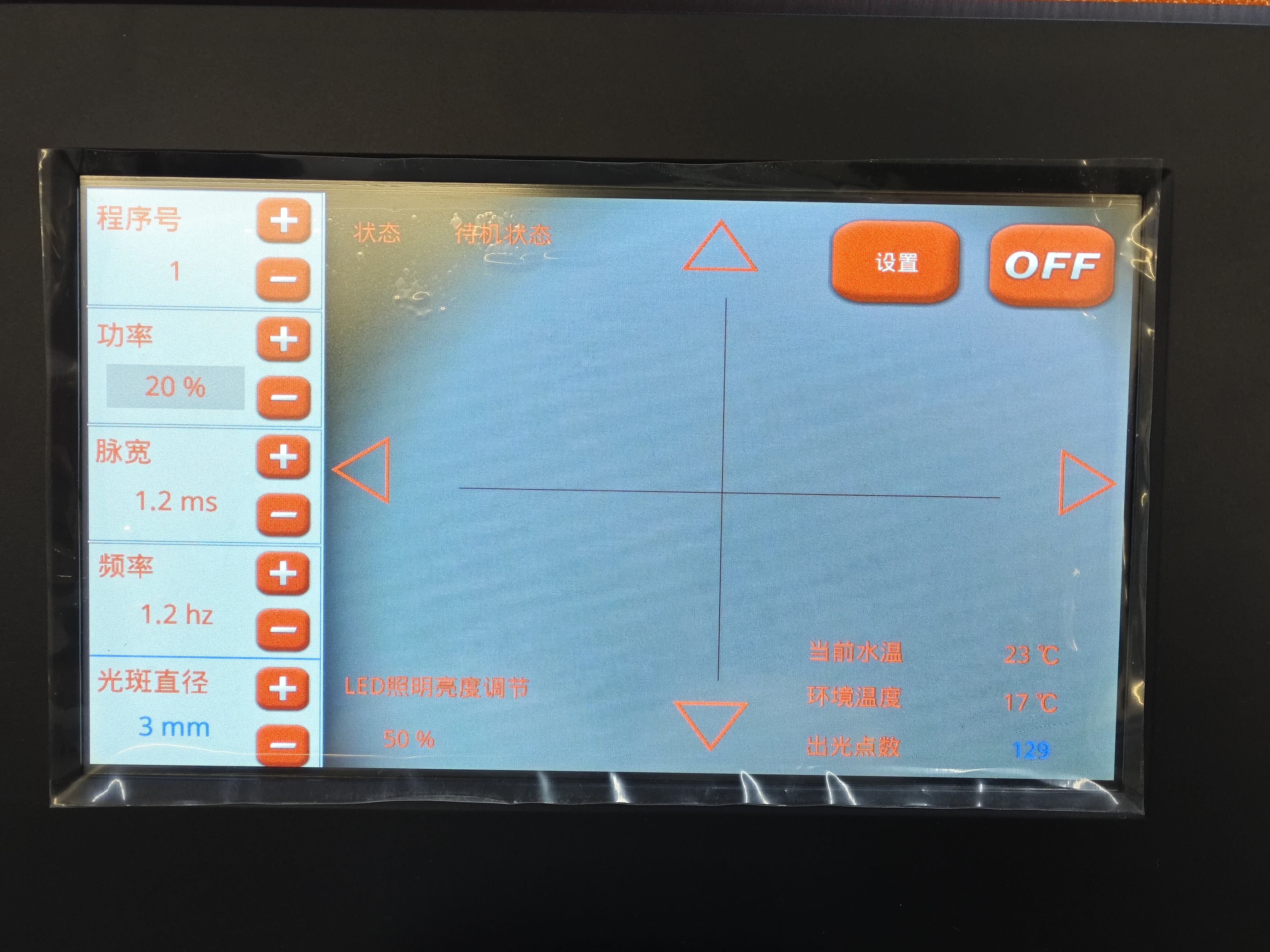
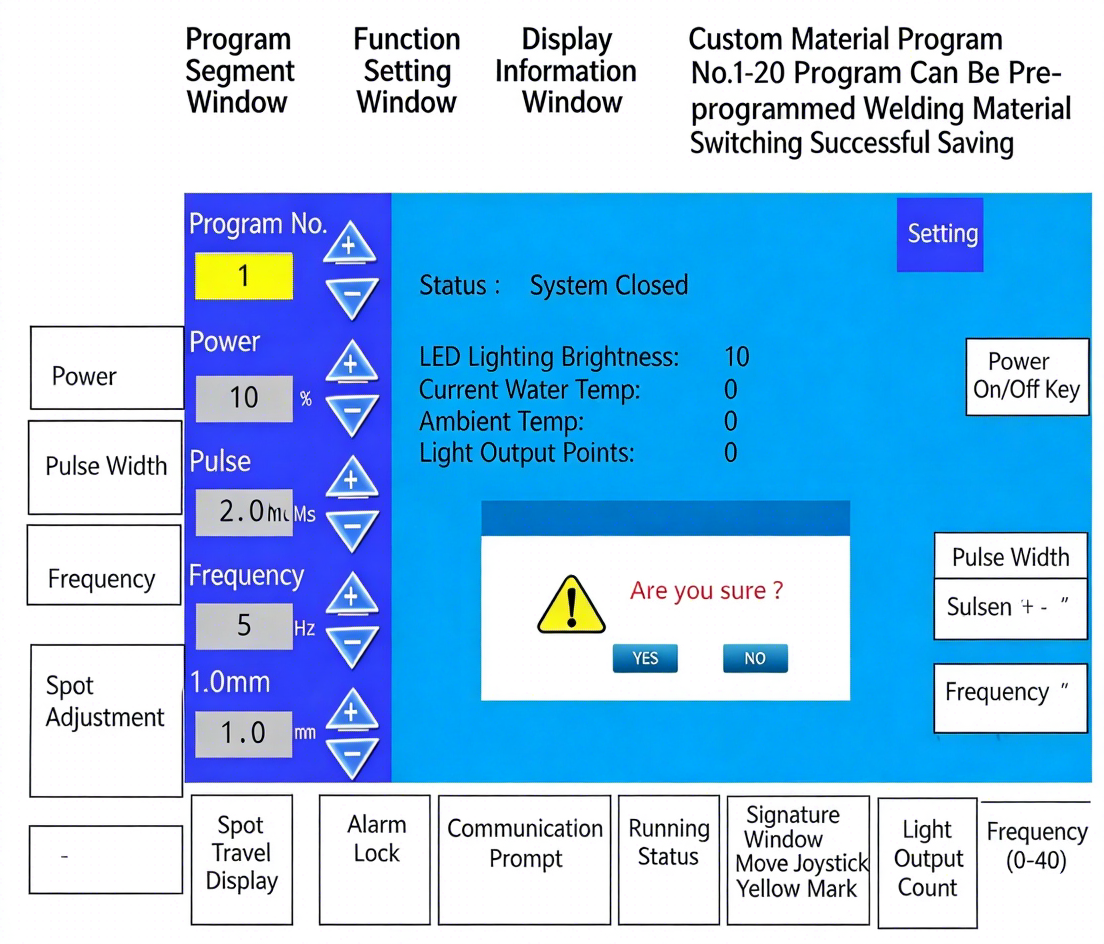
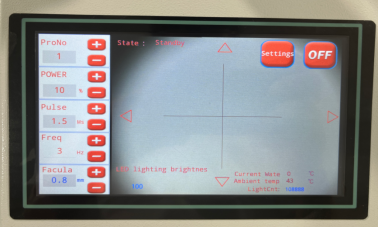
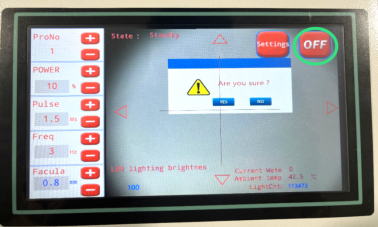
1. Introduzione alle funzioni dell'interfaccia
| Voce | Designazione |
| 1 | Visualizzazione del programma selezionato e dei relativi parametri |
| 2 | Visualizzazione dello stato di avvio della macchina |
| 3 | Impostazione e utilizzo dei parametri interni della macchina |
| 4 | Pulsante di accensione e spegnimento |
| 5 | Tasti direzionali (quattro direzioni), per regolare il punto di saldatura qualora non sia posizionato al centro della linea incrociata |
| 6 | Punto centrale della linea incrociata |
| 7 | Visualizzazione della temperatura effettiva del serbatoio |
| 8 | Visualizzazione della temperatura interna della macchina |
| 9 | Numero di uscite della lampada allo xeno |
| 10 | Regolazione della luminosità della lampada di illuminazione |
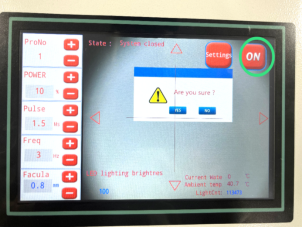
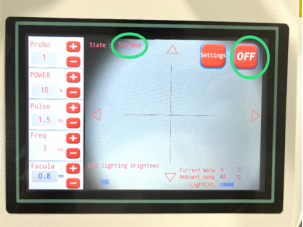
2. Fare clic su "ON" sullo schermo per avviare la macchina internamente. Dopo circa 60 secondi, la macchina si avvia normalmente. Modificare "ON" in "OFF" e lo stato verrà visualizzato come standby. I parametri di saldatura possono essere regolati
3. Premere l’interruttore a pedale e il laser fuoriesce dalla testa di saldatura
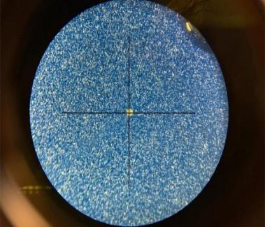
4. Osservare con entrambi gli occhi la parte più nitida del microscopio. Nell’oculare destro è presente una linea incrociata, e il punto di saldatura deve trovarsi al centro di tale linea. È inoltre possibile osservare la linea incrociata sullo schermo


5. La leva trasversale è regolabile in quattro direzioni: in alto, in basso, a sinistra e a destra per regolare i parametri di saldatura
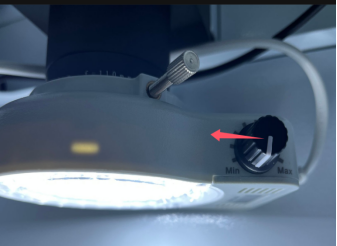
6. Regolare l’interruttore della luminosità della lampada di illuminazione
Procedura di arresto:
1. Al termine del lavoro, se è necessario spegnere il dispositivo, fare clic su "OFF" sullo schermo e seguire le istruzioni visualizzate. L’operazione richiede circa 5 secondi
2. Premere quindi l’interruttore di emergenza. Lo schermo operativo si spegne
3. Scollegare la spina di alimentazione e staccare la macchina dalla rete elettrica
Manutenzione ordinaria:
1. Tenere la macchina pulita e in ordine e utilizzarla in un ambiente adeguato. È necessaria una pulizia giornaliera delle superfici esterne della macchina, del microscopio e delle prese d’aria di raffreddamento (per rimuovere polvere e detriti).
2. Non sottoporre la macchina a urti esterni causati da oggetti pesanti, compressione o sovrapposizione.
3. Sostituire l’acqua di raffreddamento una volta al mese. Anche se la macchina non è stata utilizzata, l’acqua deve comunque essere sostituita, poiché tende a deteriorarsi.
4. Pulire quotidianamente la lente protettiva oppure sostituirla ogni 2-6 mesi.
5. Ispezionare e calibrare l’allineamento tra il microscopio e il centro del reticolo CCD. La procedura di calibrazione è la seguente:
① Innanzitutto, assicurarsi che la macchina sia stata accesa correttamente. Posizionare il pezzo in lavorazione all’interno del campo visivo del sistema di osservazione. Regolare lentamente la messa a fuoco per ottenere l’immagine più nitida possibile, allineare il reticolo al punto di saldatura previsto e quindi premere delicatamente l’interruttore a pedale per avviare l’emissione del laser ed eseguire la saldatura.
② Se, con la vista della telecamera CCD perfettamente a fuoco, il punto laser non appare esattamente al centro del cursore del reticolo, è possibile regolare la posizione di quest’ultimo. A tale scopo, fare clic sul punto medio di uno qualsiasi dei quattro bordi dello schermo per spostare la posizione del cursore, centrando così il punto di saldatura previsto all’interno del cursore.
6. Sostituire la lampada allo xeno, se necessario, in base alla frequenza d'uso. Dopo aver sostituito la lampada allo xeno, utilizzare una carta fotosensibile per regolare e allineare il punto laser. Per istruzioni dettagliate su questa procedura, consultare il personale tecnico aziendale e richiedere il video dimostrativo.
Numero di prodotti: Macchina per marcatura di piccole dimensioni chiusa
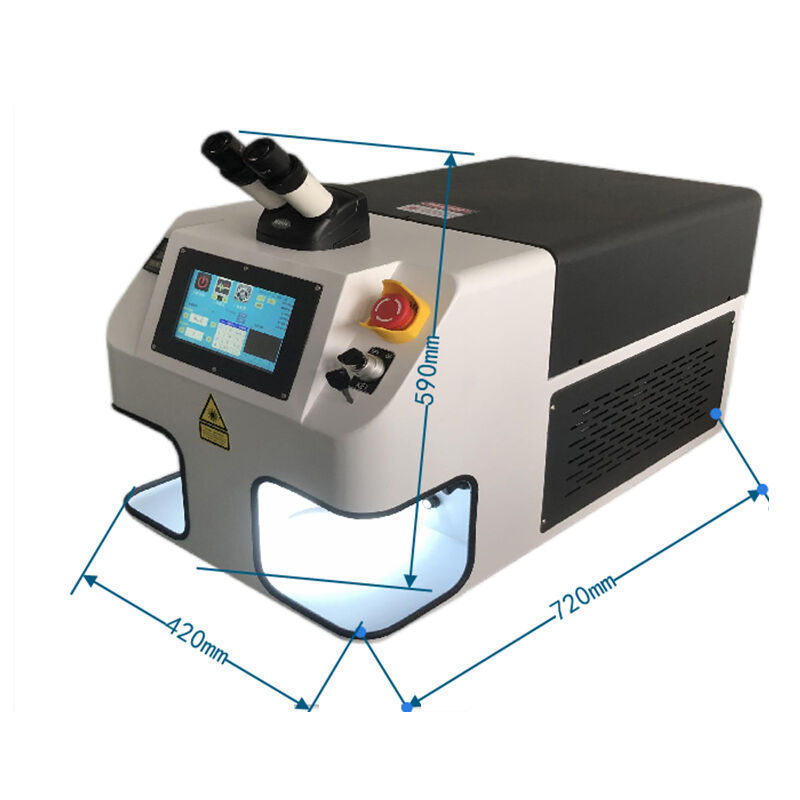
Numero di prodotti: Macchine di saldatura laser da scrivania
Numero di prodotti: Macchina per marcatura completamente chiusa

Numero di prodotti: Macchina per marcatura laser a fibra ottica

Numero di prodotti: Macchina per Saldatura Laser Portatile

Numero di prodotti: Macchina per incisione laser a fibra in acciaio inossidabile portatile



