


En el ámbito de la fabricación y reparación de joyería, los métodos tradicionales de soldadura suelen enfrentar desafíos como un impacto térmico excesivo, deformaciones evidentes, puntos de soldadura rugosos y baja eficiencia. Nuestra máquina especializada de soldadura láser para joyería, sin embargo, utiliza una tecnología láser pulsada de alta precisión para ofrecer soluciones profesionales de soldadura en metales preciosos, incluidos el oro, la plata, el platino y las aleaciones de titanio. Permite a los artesanos joyeros ejecutar con facilidad reparaciones intrincadas, engastado de piedras, restauración y diseños innovadores. Máquina de soldadura láser para joyería: perfeccionando la exquisitez artesanal y potenciando la eficiencia de los artesanos.
Máquinas de soldadura láser para joyería: una herramienta revolucionaria para la artesanía de precisión, que inaugura una nueva era de excelencia artesanal
En el ámbito de la creación y reparación de joyas, las técnicas tradicionales de soldadura han planteado durante mucho tiempo desafíos para los artesanos, caracterizadas frecuentemente por zonas afectadas térmicamente significativas, propensión a la deformación y puntos de soldadura rugosos. La máquina de soldadura láser para joyería, basada en la tecnología láser pulsada de alta precisión, ofrece una solución de soldadura no destructiva y altamente eficiente para metales preciosos como el oro, la plata, el platino y las aleaciones de titanio. Desde entonces, se ha convertido en equipo estándar en toda la industria joyera mundial, desde pequeños talleres artesanales hasta grandes instalaciones de fabricación. Esta tecnología no solo representa la evolución de un siglo en la soldadura láser, sino que también lidera un salto transformador en la fabricación de joyas hacia una mayor inteligencia, personalización y sostenibilidad.
Recorrido evolutivo: desde la investigación en laboratorio hasta el dominio artesanal
La tecnología de soldadura por láser tiene sus orígenes en el nacimiento del láser en la década de 1960. Tras la invención del primer láser por científicos estadounidenses en 1960, comenzaron en 1962 experimentos de soldadura por láser, culminando en la primera demostración exitosa de su aplicación industrial en 1967. A partir de la década de 1970, la soldadura por láser penetró gradualmente en el campo de la fabricación de precisión, adquiriendo una rápida aceptación, especialmente en el sector de la joyería. Los procesos desarrollados inicialmente para soldadura de alta precisión y alto valor en aplicaciones médicas y aeroespaciales se introdujeron posteriormente en la producción de joyería, superando así fundamentalmente las limitaciones inherentes a las técnicas tradicionales de soldadura con llama. A principios del siglo XXI, impulsadas por avances en el control de la forma de onda de los láseres YAG y en las tecnologías de retroalimentación de energía, empresas chinas —como Han's Laser y HGTECH— lideraron la innovación localizada, transformando estos equipos de lujo importados y costosos en herramientas ampliamente accesibles. Hoy en día, tras más de seis décadas de refinamiento iterativo, esta tecnología ha evolucionado desde una curiosidad de laboratorio «de alta tecnología y vanguardista» hasta convertirse en una «herramienta cotidiana» indispensable en los talleres de joyería. El mercado global de máquinas de soldadura por puntos láser para joyería alcanzó una valoración de 400 millones de dólares estadounidenses en 2026; se proyecta que superará los 660 millones de dólares estadounidenses para 2035, lo que representa una tasa anual compuesta de crecimiento (CAGR) del 5,6 %.
Descripción detallada:
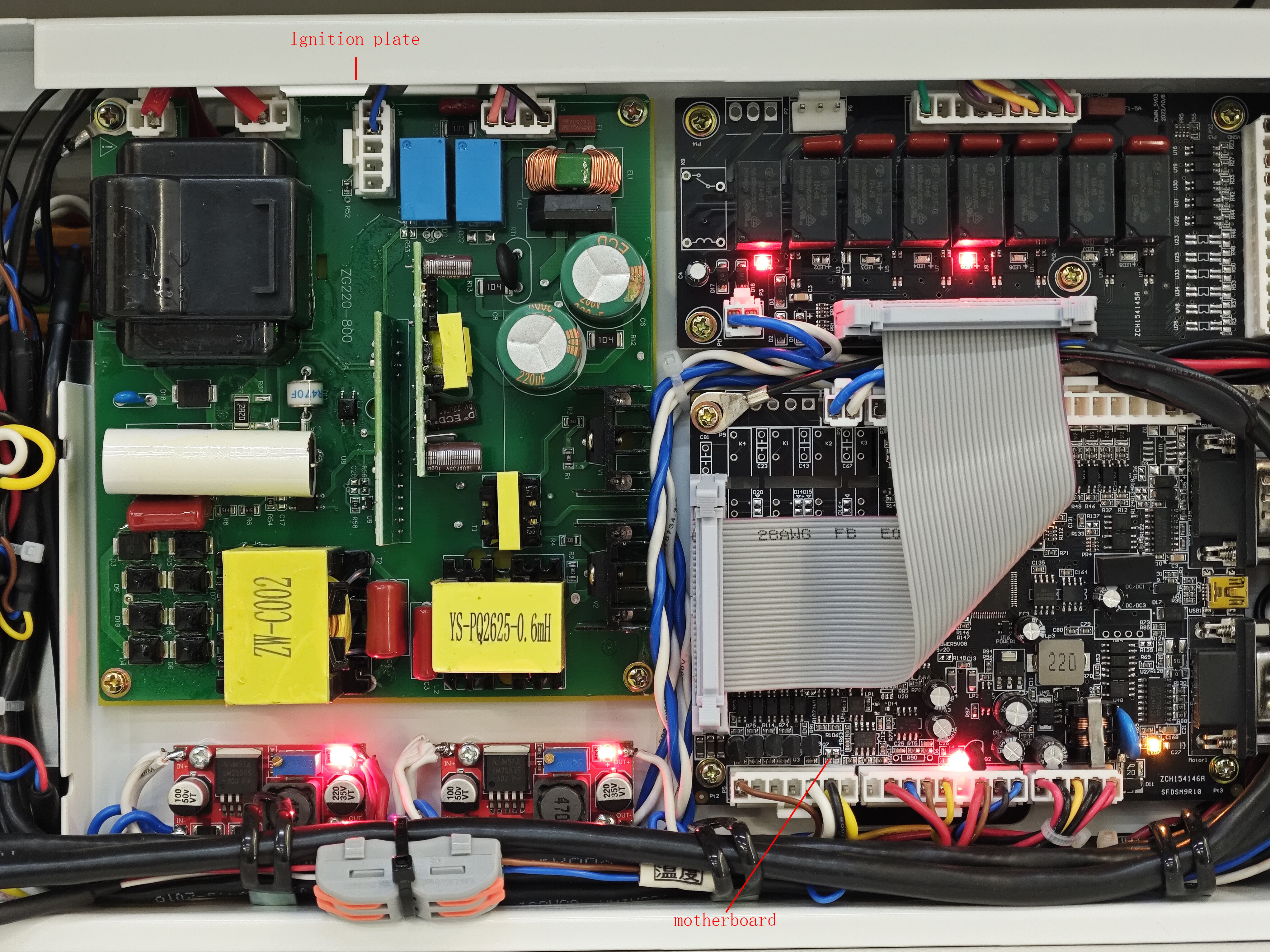
Fuente de alimentación láser
Suministra energía eléctrica a la lámpara de xenón (incluye una pantalla de ajuste de parámetros, placa de control principal y placa de encendido).
Sistema de refrigeración
Disipa el calor de la cavidad láser (incluye depósito de agua, disipador de calor, ventilador, interruptor de caudal de agua, bomba de aspiración de agua, bomba de circulación y interruptor de nivel de agua).
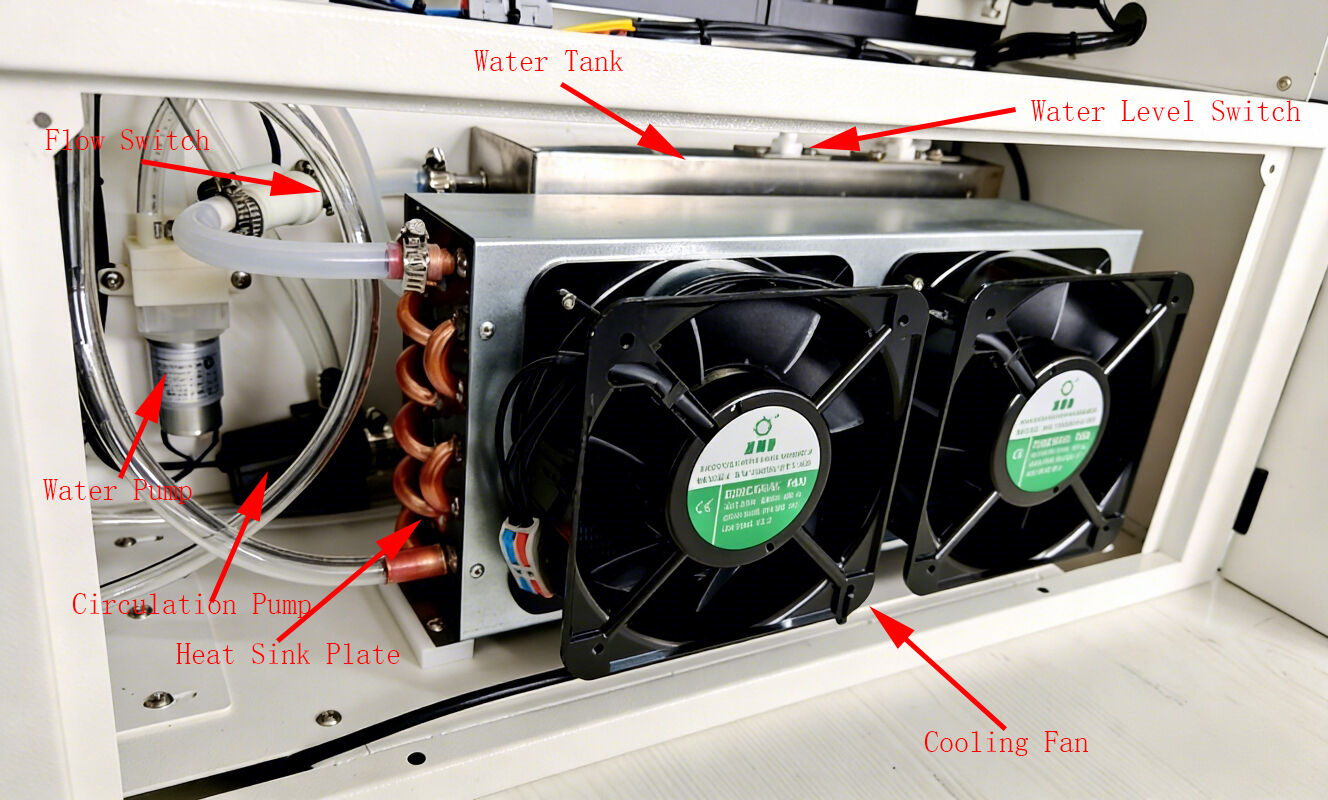
Al presionar el botón de llenado de agua se activa la bomba de agua, que extrae agua del cubo externo hacia el depósito interno de agua. La bomba se apaga automáticamente una vez que el depósito está lleno (este proceso tarda aproximadamente un minuto y transfiere alrededor de 4 litros de agua; utilice agua destilada o purificada industrialmente). A continuación, el botón vuelve a su posición elevada. Una vez que hay agua en el depósito, se activa la bomba de circulación, que extrae agua del depósito hacia la cavidad láser. El agua fría entra en la cavidad láser, mientras que el agua calentada fluye hacia la placa disipadora de calor. El ventilador de refrigeración se activa a 25 °C para enfriar el agua dentro de la placa disipadora de calor, tras lo cual el agua pasa por un interruptor de flujo y regresa al depósito.
Sistema óptico
Generación láser (espejo totalmente reflectante, espejo parcialmente reflectante, cristal, lámpara de xenón, cavidad láser, expansor de haz, espejo reflector de 45 grados, lente de enfoque)
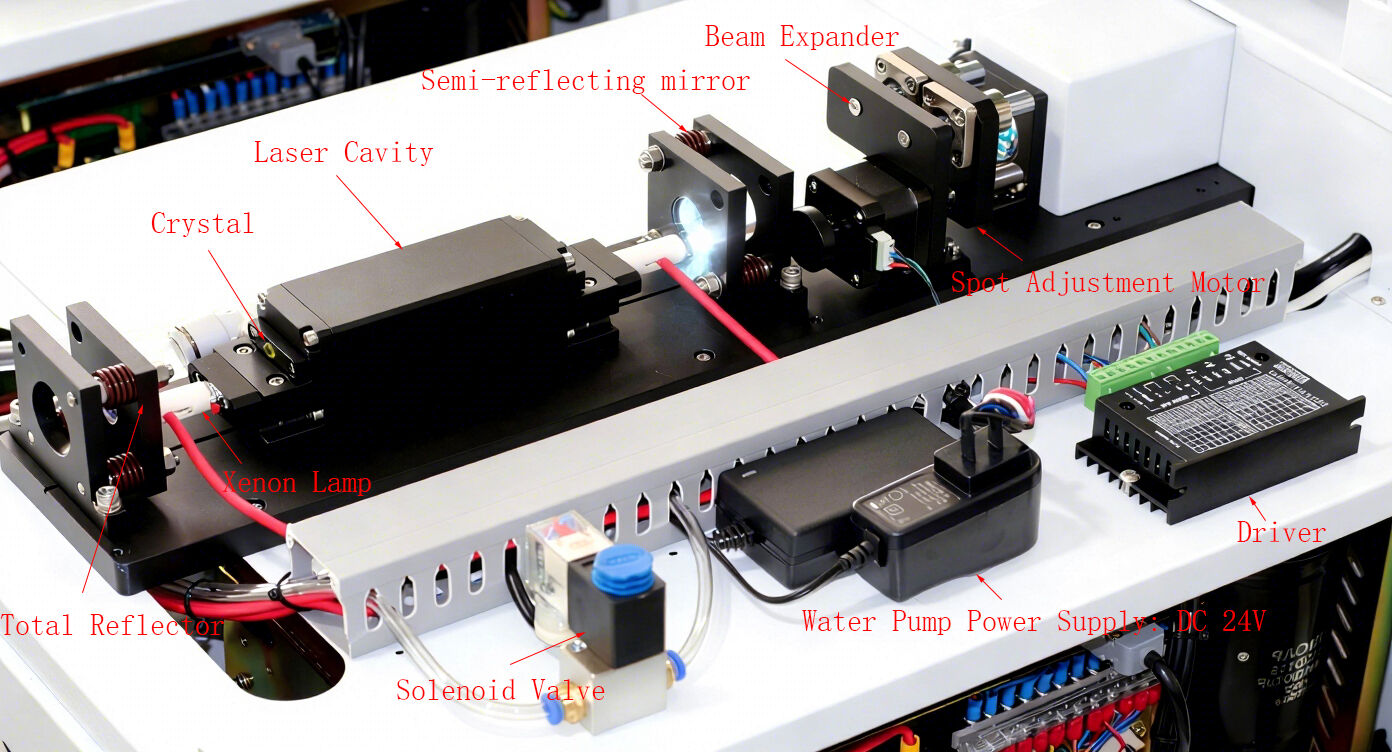
Ocular binocular, aumento 10x, con retícula en el ocular derecho (también disponible con aumento 15x).

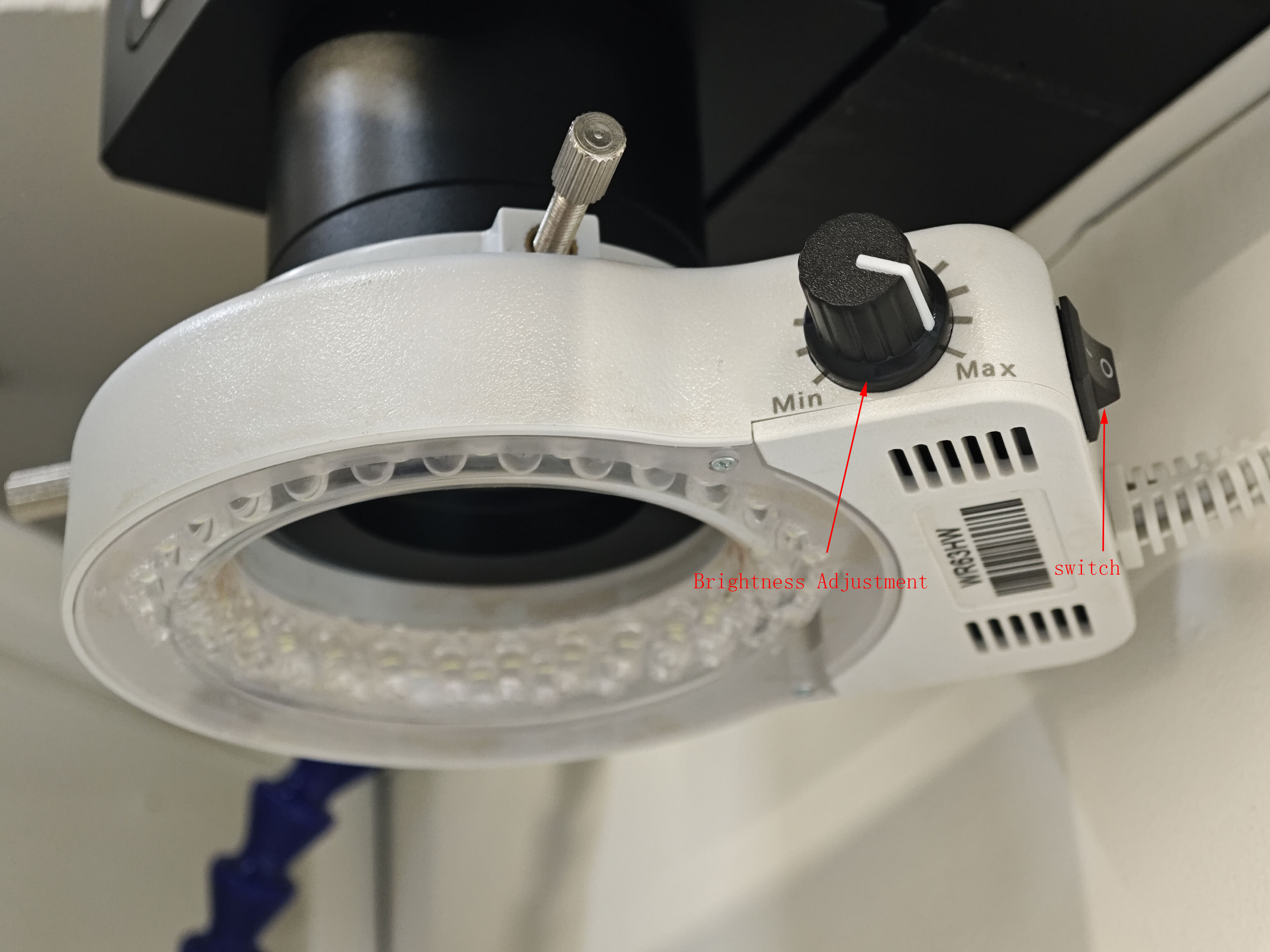
Luminaria LED
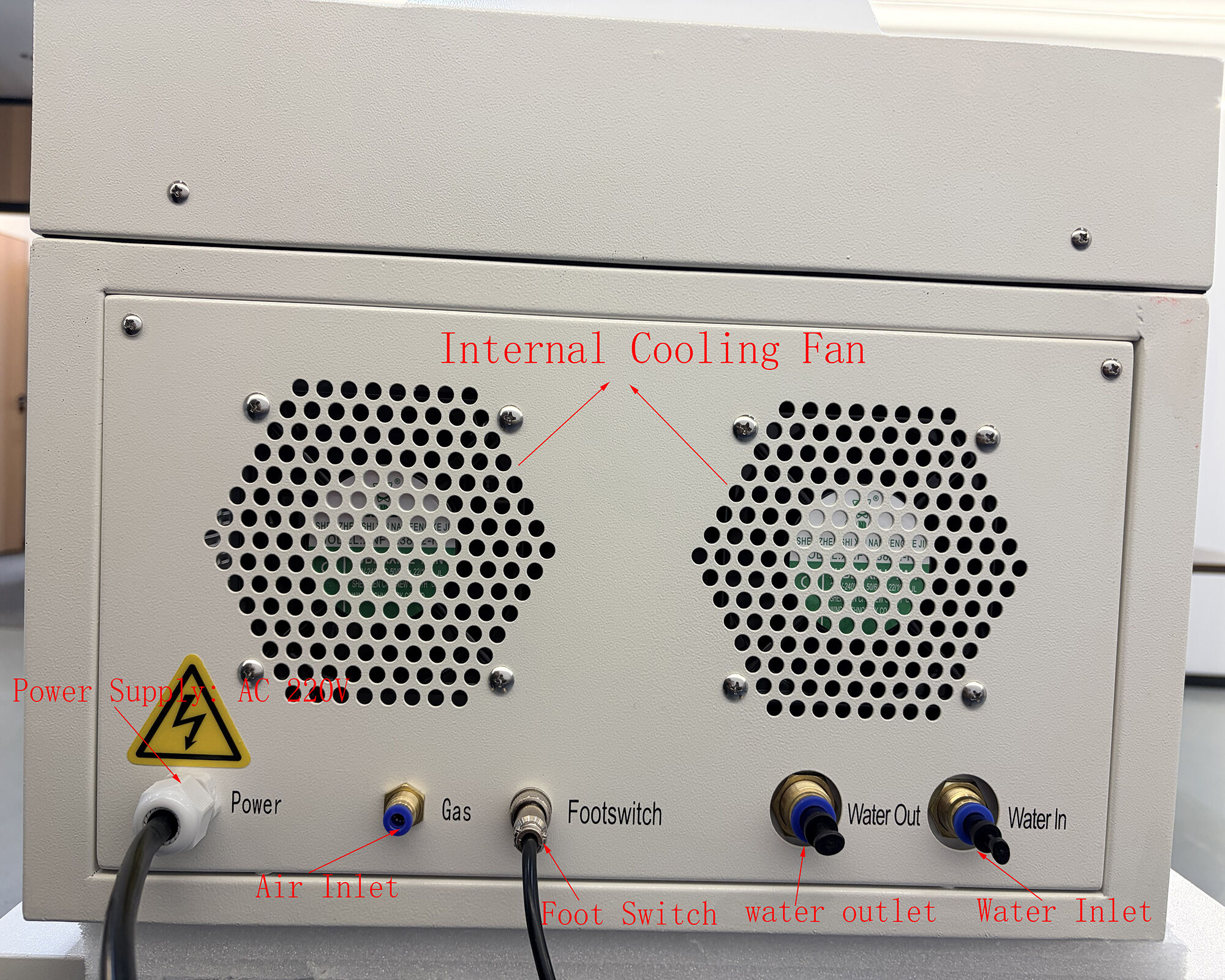
Descripción general de la función del panel trasero
Soporta múltiples idiomas

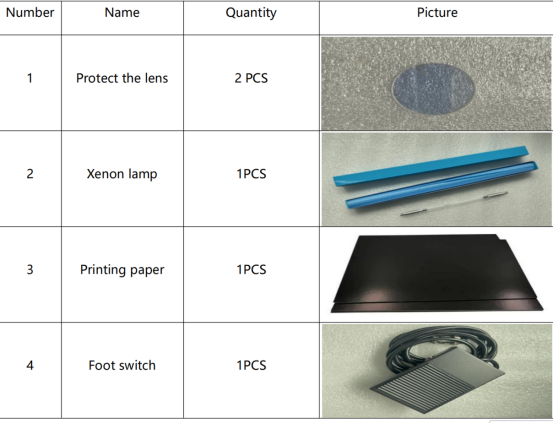
Accesorios estándar
Parámetro del Producto :
Modelo de la máquina |
Hs -J E20 0w |
Potencia Máxima de Láser |
200W |
Tipo de láser |
YAG |
Longitud de onda del láser |
1064N m |
Control de capacidad |
1--100% |
Pulso regulación del ancho |
0.1--20MS |
Frecuencia de soldadura láser |
1-50H Z |
Energía máxima de un solo pulso |
100 j |
Microscopio |
10x |
Inestabilidad de la energía |
<2% |
Divergencia del haz |
≤8 mrad |
Ancho de soldadura |
0,4---3 mm |
Soldadura de la distancia focal |
F = 110 mm |
Tiempo de trabajo continuo |
16 horas |
Ruido |
no más de 60 dB |
Temperatura de trabajo |
55 °F (13 °C) - 95°F ( 35°C) |
Humedad de trabajo |
5%-75% |
Nebulización de aceite |
≤ 15 mg/m³ |
Cdc |
cCD de 720 p, de 7 pulgadas (con cruz) |
Potencia Requerida |
CA 22 0 V ± 10 % 50h Z / 60 Hz |
Potencia de entrada interior |
3KW |
Idiomas |
Chino, inglés, coreano (se puede personalizar) |
Red tamaño y peso |
800*500*550 mm 65Kilogramo |
Tamaño y peso del paquete |
930*710*620mmm 85Kilogramo |
Aspectos que requieren atención:
1. En primer lugar, confirme que el voltaje de funcionamiento individual de la máquina es CA 220 V y que la corriente del interruptor automático es de 15–25 A. El cable de tierra debe instalarse correctamente.
2. La temperatura del entorno de funcionamiento debe estar entre 10 y 35 grados Celsius, cumpliendo con los requisitos de humedad y concentración de polvo en el aire especificados para la máquina.
3. La máquina debe utilizar agua pura o agua desionizada, la cual debe reemplazarse periódicamente ( incluso si no se utiliza ). El ciclo general de reemplazo no debe superar los 3 meses, y se recomienda realizarlo una vez al mes.
4. En el interior de la máquina hay una fuente de alimentación de alta tensión; su desmontaje y prueba deben realizarse únicamente bajo la supervisión de nuestro personal técnico.
5. Tras reemplazar la lámpara de xenón, es necesario ajustar el punto luminoso. Póngase en contacto con nuestro personal técnico para conocer la operación específica.
6. Cuando la máquina funcione normalmente, asegúrese de que el entorno tenga una buena ventilación y disipación de calor, y no obstruya el puerto de disipación de calor ni el puerto de ventilación de la máquina.
Instalación y funcionamiento:
1. Conecte el cable de alimentación de la máquina a la fuente de alimentación externa; asegúrese de que el voltaje de trabajo individual sea de CA 220 V, la corriente del interruptor automático sea de 15–25 A y el cable de tierra esté correctamente instalado.
2. Conecte un extremo de la tubería de agua al puerto de llenado y el otro extremo a la fuente de agua. La máquina debe llenarse con agua pura o desionizada y reemplazarse periódicamente ( incluso si no está en uso )

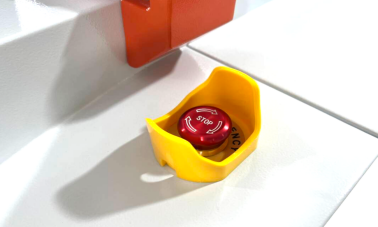
3. Accione el interruptor de parada de emergencia
4. Tras conectar normalmente la máquina a la alimentación eléctrica, se encienden la pantalla de operación y la lámpara de iluminación, y comienzan a girar el refrigerador y el ventilador de la máquina, escuchándose un sonido
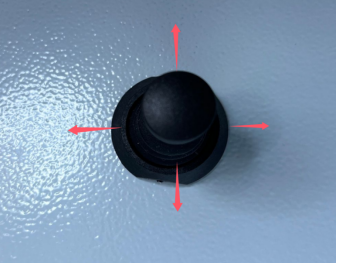
5. Pulse el interruptor «Añadir agua» para activar la bomba. Cuando el depósito esté lleno, la bomba se detendrá automáticamente y, al pulsar el interruptor, se insertará el tapón de goma en el puerto de llenado de agua

6. Conecte el interruptor del pedal al puerto de la máquina.


7. El puerto de llenado puede equiparse con gas argón según los requisitos del proceso de soldadura; si no es necesario, puede no instalarse. Si el puerto de llenado no se instala, la zona de soldadura del producto presentará tonos amarillos y negros, lo cual no afecta a la calidad de la soldadura. La máquina dispone de una función interna de soplado automático.

Operación de soldadura:
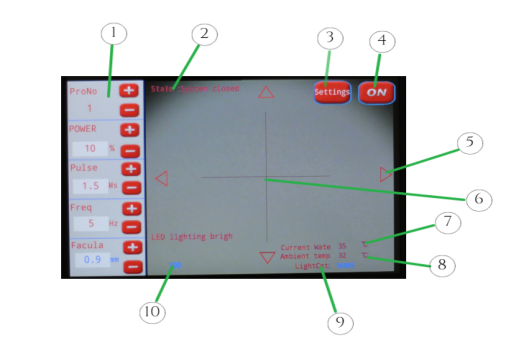
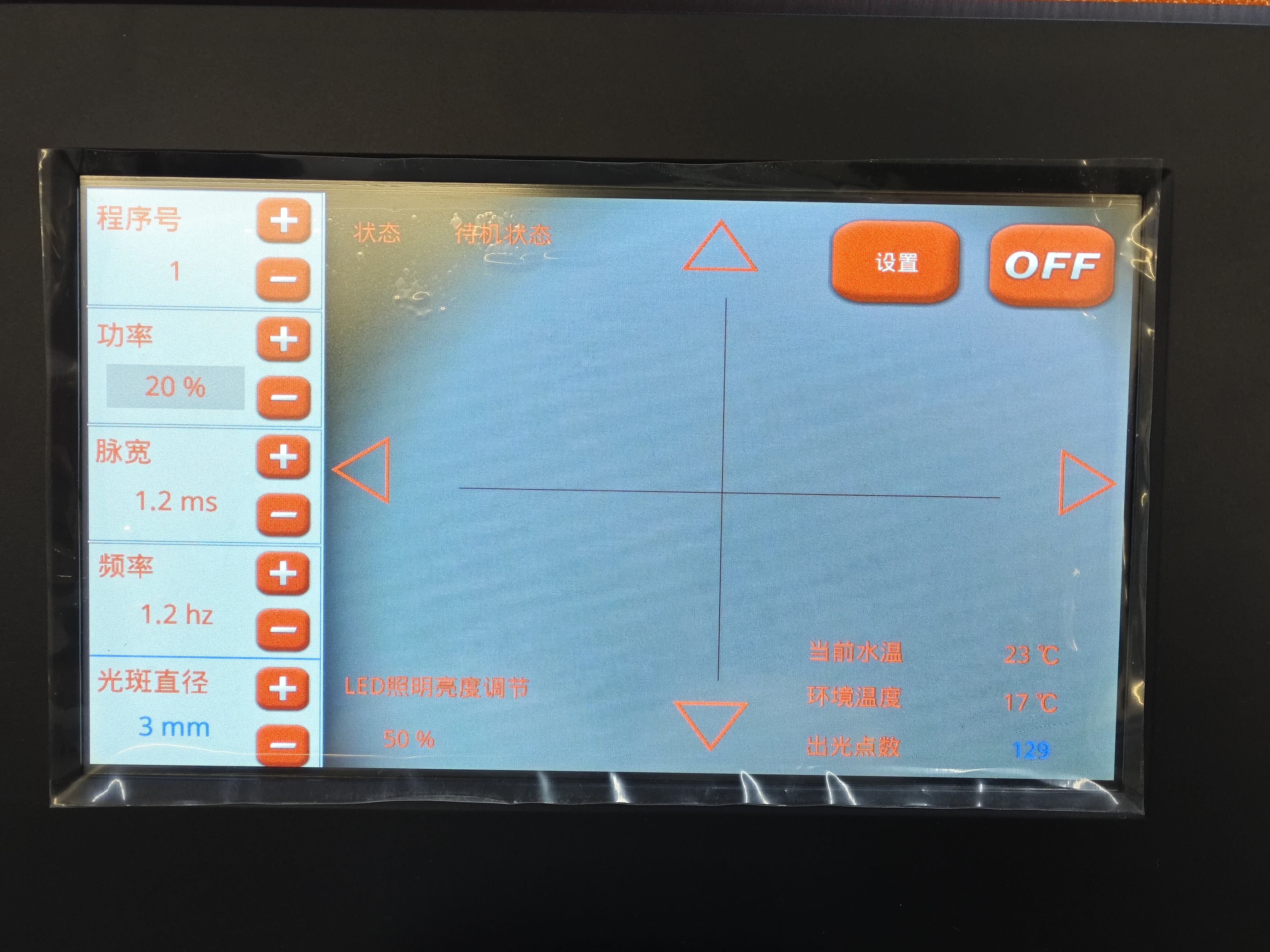
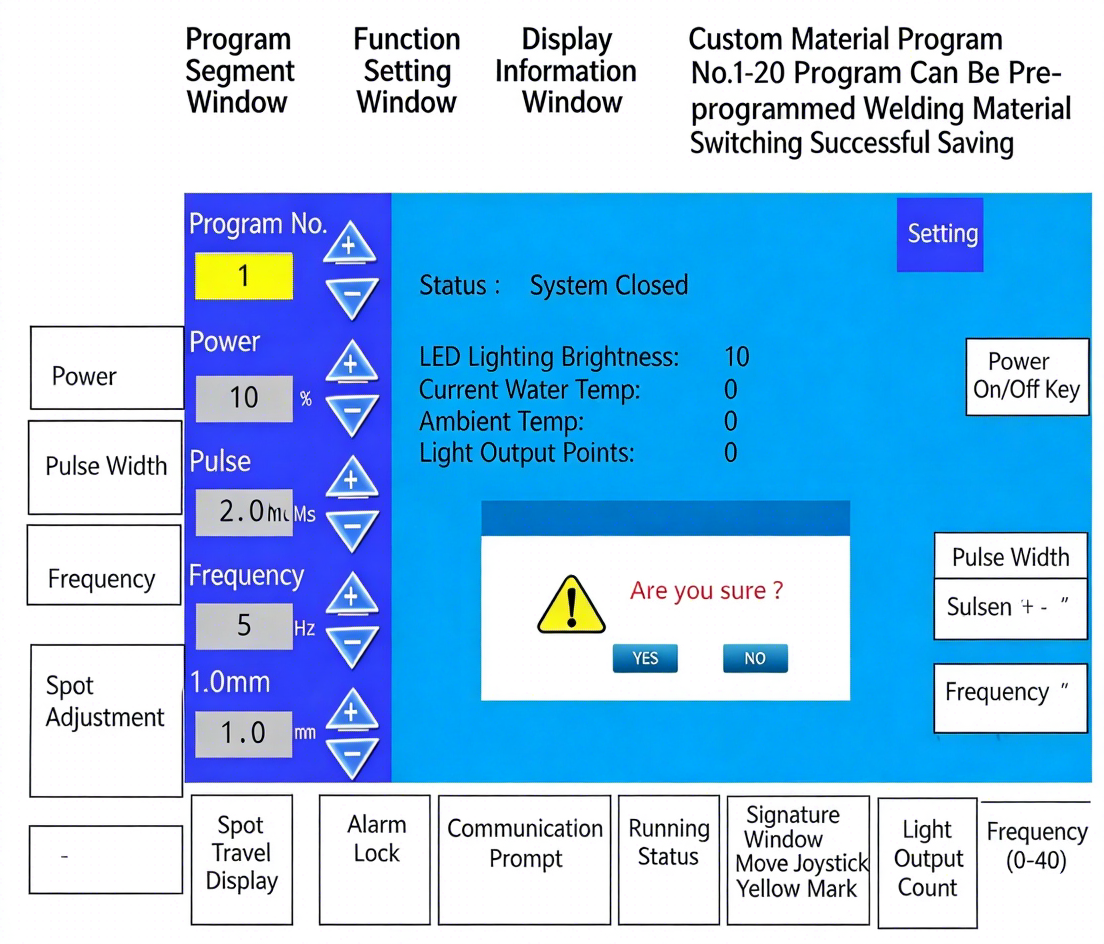
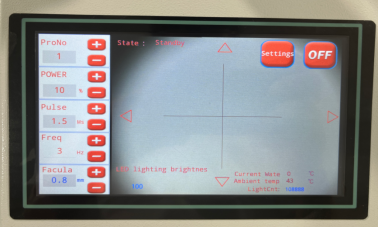
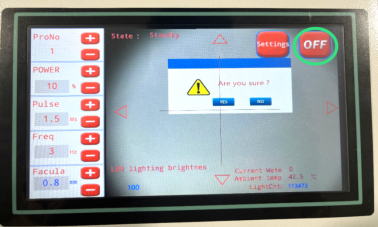
1. Introducción a las funciones de la interfaz
| ARTÍCULO | Designación |
| 1 | Visualización del programa seleccionado y de sus parámetros |
| 2 | Visualización del estado de arranque de la máquina |
| 3 | Configuración y uso de los parámetros internos de la máquina |
| 4 | Botón de encendido y apagado |
| 5 | Teclas direccionales (cuatro direcciones); ajustan el punto de soldadura cuando no se encuentra en el centro de la cruz |
| 6 | Punto central de la cruz |
| 7 | Visualización de la temperatura real del tanque |
| 8 | Visualización de la temperatura interna de la máquina |
| 9 | Número de salidas de lámpara de xenón |
| 10 | Ajuste del brillo de la lámpara de iluminación |
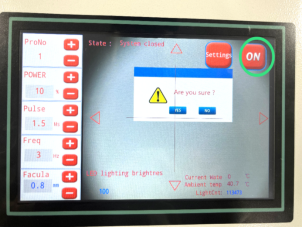
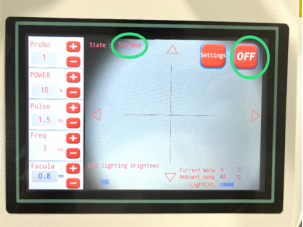
2. Haga clic en «ON» en la pantalla para iniciar la máquina internamente. Tras aproximadamente 60 segundos, la máquina arranca normalmente. Cambie «ON» a «OFF» y el estado se mostrará como en espera. Se pueden ajustar los parámetros de soldadura
3. Active el interruptor de pedal y el láser saldrá desde la cabeza de soldadura
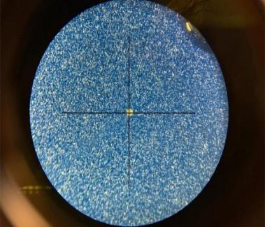
4. Observe con ambos ojos la parte más nítida del microscopio. Hay una cruz en el ocular derecho y el punto de soldadura se encuentra en el centro de dicha cruz. También puede observar la cruz en la pantalla


5. La palanca cruzada se ajusta en cuatro direcciones: arriba, abajo, izquierda y derecha para ajustar los parámetros de soldadura
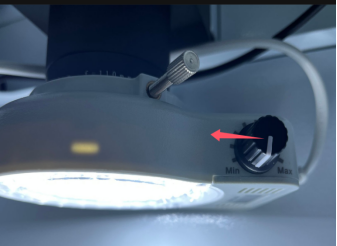
6. Ajuste el interruptor de brillo de la lámpara de iluminación
Procedimiento de apagado:
1. Cuando finalice el trabajo y deba apagar el equipo, pulse "APAGAR" en la pantalla y siga las indicaciones. El proceso tardará aproximadamente 5 segundos.
2. A continuación, pulse el interruptor de parada de emergencia. La pantalla de operación se apagará.
3. Desconecte el enchufe de alimentación y desconecte el equipo de la fuente de energía.
Mantenimiento rutinario:
1. Mantenga el equipo limpio y ordenado, y utilícelo en un entorno adecuado. Es necesario limpiar diariamente las superficies exteriores del equipo, el microscopio y las rejillas de ventilación (para eliminar el polvo y los residuos).
2. No someta el equipo a impactos externos provocados por objetos pesados, compresión ni apilamiento.
3. Sustituya el agua de refrigeración una vez al mes. Incluso si el equipo no ha estado en uso, el agua debe sustituirse igualmente, ya que tiende a deteriorarse.
4. Limpie la lente protectora diariamente o reemplácela cada 2 a 6 meses.
5. Inspeccione y calibre la alineación entre el microscopio y el centro del retículo de la cámara CCD. El procedimiento de calibración es el siguiente:
① En primer lugar, asegúrese de que la máquina se haya encendido correctamente. Coloque la pieza de trabajo dentro del campo de visión del sistema de observación. Ajuste lentamente el enfoque para obtener la imagen más nítida posible, alinee el retículo con el punto de soldadura previsto y, a continuación, presione suavemente el interruptor de pedal para iniciar la emisión del láser y realizar la soldadura.
② Si, mientras la imagen de la cámara CCD está perfectamente enfocada, el punto láser no aparece exactamente en el centro del cursor del retículo, puede ajustar la posición del cursor del retículo. Para ello, haga clic en el punto medio de cualquiera de los cuatro bordes de la pantalla para desplazar la posición del cursor, logrando así centrar el punto de soldadura previsto dentro del cursor.
6. Reemplace la lámpara de xenón según sea necesario, en función de la frecuencia de uso. Después de reemplazar la lámpara de xenón, utilice papel fotosensible para ajustar y alinear el punto láser. Para obtener instrucciones detalladas sobre este procedimiento, consulte al personal técnico de la empresa y solicite el video instructivo.
Número de productos: Máquina de marcado pequeña cerrada
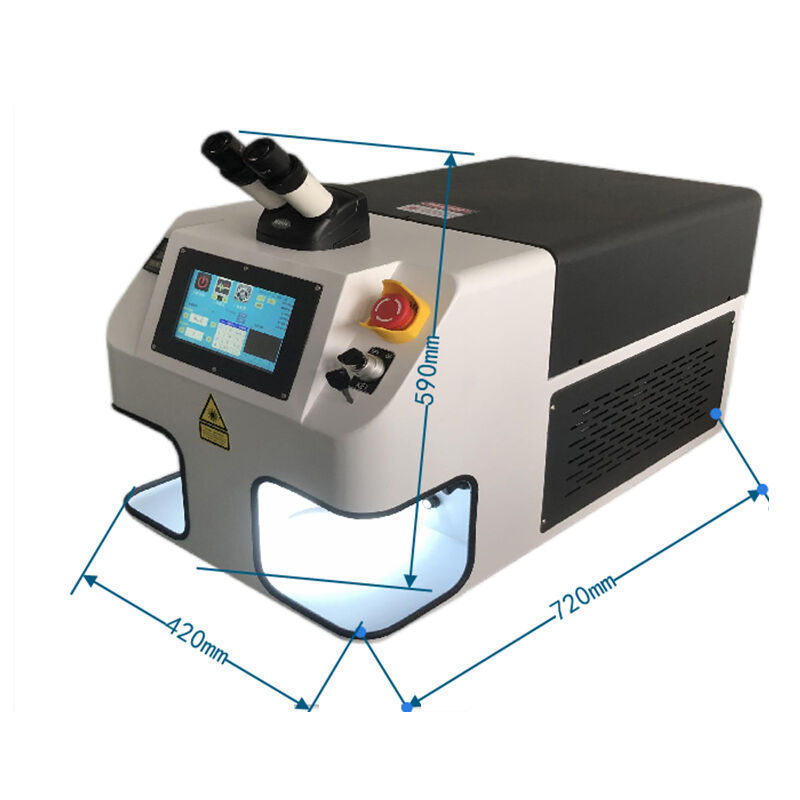
Número de productos: Máquinas de soldadura por láser de escritorio
Número de productos: Máquina de marcado completamente cerrada

Número de productos: Máquina de marcado por láser de fibra óptica

Número de productos: Máquina de Soldadura por Láser Portátil

Número de productos: Máquina de grabado láser de fibra de acero inoxidable portátil




