×
×



A ékszerek gyártása és javítása területén a hagyományos hegesztési módszerek gyakran problémákat okoznak, például túlzott hőhatás, észrevehető deformáció, durva hegesztési pontok és alacsony hatékonyság formájában. Speciális ékszer-lézerhegesztő gépünk azonban nagy pontosságú impulzuslézer-technológiát alkalmaz, hogy professzionális szintű hegesztési megoldásokat nyújtson drágakövekhez és nemesfémekhez – például aranyhoz, ezüsthöz, platínához és titánötvözetekhez. Ez lehetővé teszi az ékszerkészítő mesteremberek számára, hogy könnyedén végezzenek bonyolult javításokat, kövezést, restaurációt és innovatív terveket. Ékszer-lézerhegesztő gép – tökéletesítve a finom kézműves munkát, és nagyobb hatékonysággal felszerelve a mestereket!
Ékszer-lézerhegesztő gépek: Forradalmi eszköz a precíziós kézműves munka számára, amely új korszakot nyit a kézműves kiválóság területén
A ékszerek készítésének és javításának területén a hagyományos hegesztési technikák régóta kihívást jelentenek a kézművesek számára – gyakran jellemző rájuk a jelentős hőhatott zóna, az alakváltozásra való hajlam és a durva hegesztési pontok. Az ékszer-lézerhegesztő gép, amely a nagy pontosságú impulzuslézer-technológián alapul, nem pusztító és rendkívül hatékony hegesztési megoldást kínál drágakövekhez hasonló értékes fémekhez, például aranyhoz, ezüsthöz, platina- és titánötvözetekhez. Ez a technológia ma már sztenderd felszerelésként szolgál az egész világon az ékszeriparban, kis kézműves műhelyektől kezdve a nagy léptékű gyártóüzemekig. Ez a technológia nemcsak a lézerhegesztés százéves fejlődését tükrözi, hanem vezető szerepet is játszik az ékszerkészítés intelligensebbé, személyre szabottabbá és fenntarthatóbbá válásában.
Fejlődési út: A laboratóriumi kutatástól a kézműves mesterségig
A lézerhegesztési technológia eredete a lézer felfedezéséig nyúlik vissza, amely a 1960-as években született meg. Az amerikai kutatók által 1960-ban feltalált első lézer után 1962-ben kezdődtek az első kísérleti lézerhegesztési munkák, amelyek 1967-ben vezettek az ipari alkalmazás első sikeres bemutatásához. A 1970-es évektől kezdve a lézerhegesztés fokozatosan behatolt a precíziós gyártás területére, és gyorsan elterjedt – különösen az ékszergyártásban. Az eredetileg a gyógyászati és űrkutatási alkalmazásokban használt, magas értékű precíziós hegesztésre fejlesztett eljárásokat később bevezették az ékszergyártásba is, ezzel alapvetően túllépve a hagyományos lángalapú hegesztési technikák sajátos korlátait. A 21. század elején a YAG-lézer hullámforma-szabályozásában és energiahelyvisszacsatolási technológiájában elért áttörések hatására kínai vállalatok – például a Han's Laser és az HGTECH – vezették a helyi innovációt, és ezeket a berendezéseket drága, importált luxuscikkek helyett széles körben elérhető eszközökké alakították. Ma, több mint hat évtizednyi folyamatos finomítás után ez a technológia egy „főleg technológiai, újító” laboratóriumi kuriózumról átalakult az ékszerkészítő műhelyek számára elengedhetetlen „mindennapi eszközzé”. A világpiac ékszer-lézerpont-hegesztő gépeire 2026-ban 400 millió dolláros forgalom jutott; a becslések szerint 2035-re ez az érték meghaladja a 660 millió dollárt, ami 5,6%-os összetett éves növekedési ütemet (CAGR) jelent.
Részletes leírás:
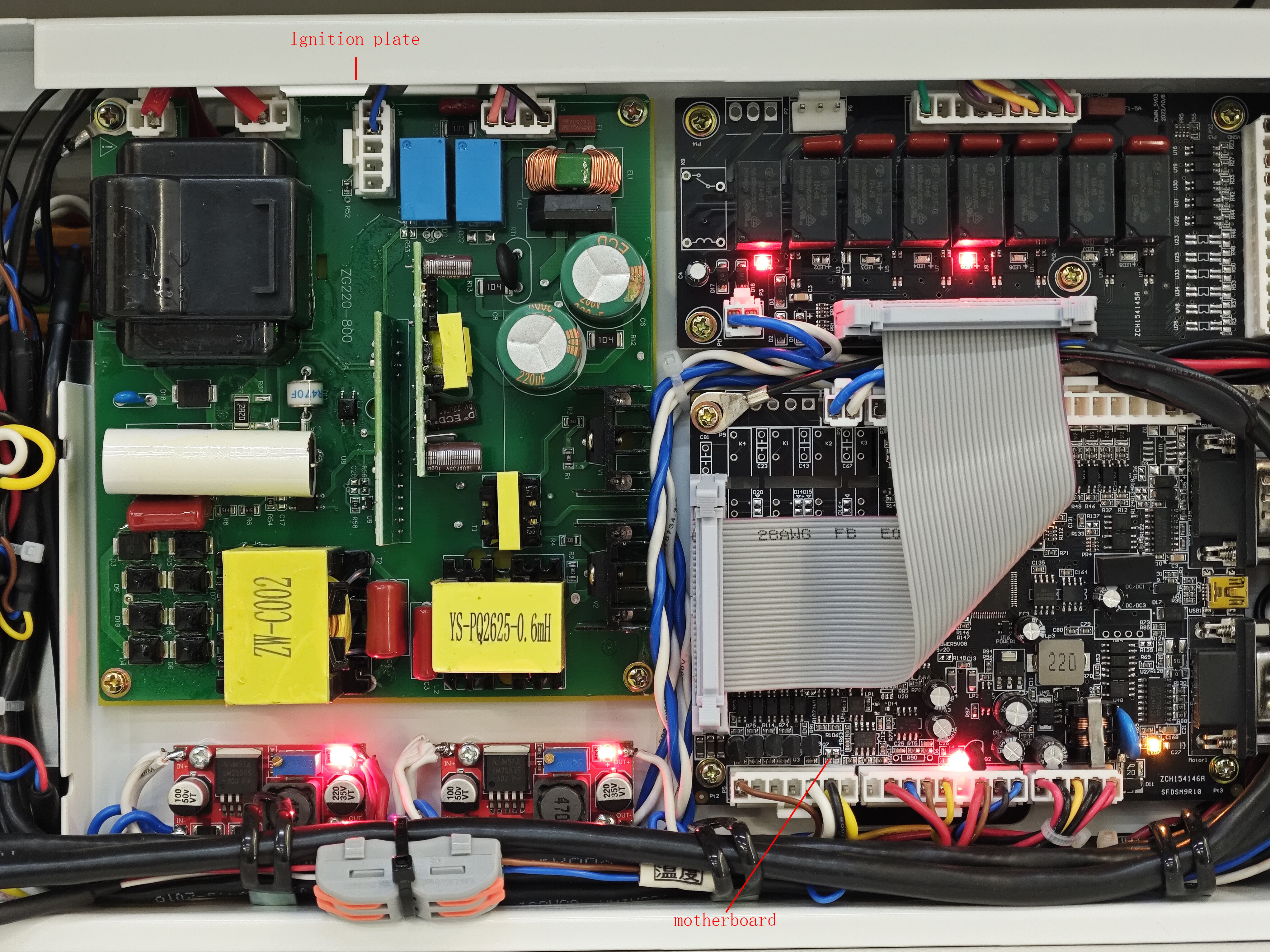
Laser Tápegység
Elektromos energiát szolgáltat a xenonlámpának (paraméter-beállító képernyőt, fő vezérlőtáblát és gyújtó táblát tartalmaz).
Hűtőrendszer
Hőt vezet el a lézerüregből (víztartályt, hőelvezetőt, ventilátort, vízáram-kapcsolót, vízszívó szivattyút, keringtető szivattyút és vízszint-kapcsolót tartalmaz).
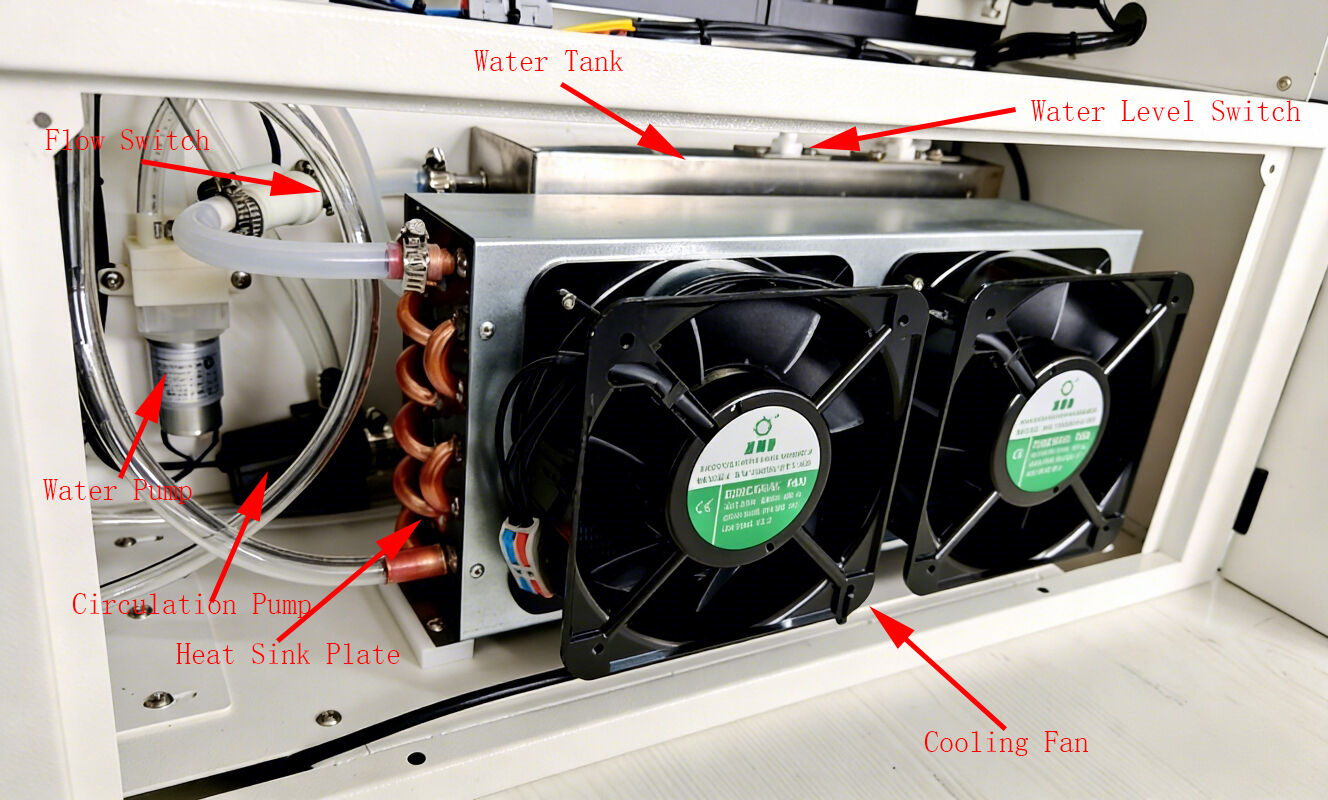
A víztöltő gomb megnyomásával aktiválódik a vízpumpa, amely a külső vödörből szívja be a vizet a belső víztartályba. A pumpa automatikusan leáll, amint a tartály megtelik (ez a folyamat körülbelül egy percig tart, és kb. 4 liter vizet szállít; kérjük, desztillált vagy ipari tisztaságú vizet használjon). Ezután a gomb visszatér kiemelt helyzetébe. Amint víz kerül a tartályba, a cirkulációs szivattyú aktiválódik, és a víztartályból szívja be a vizet a lézerüregbe. A hideg víz belép a lézerüregbe, míg a felmelegedett víz a hőelvezető lemezre áramlik. A hűtőventilátor 25 °C-on indul el, hogy lehűtse a hőelvezető lemezen lévő vizet, majd a víz áthalad egy áramláskapcsolón, és visszatér a tartályba.
Optikai rendszer
Lézer generálása (teljes visszaverő tükör, részleges visszaverő tükör, kristály, xenonlámpa, lézerüreg, nyalábszélesítő, 45 fokos visszaverő tükör, fókuszáló lencse)
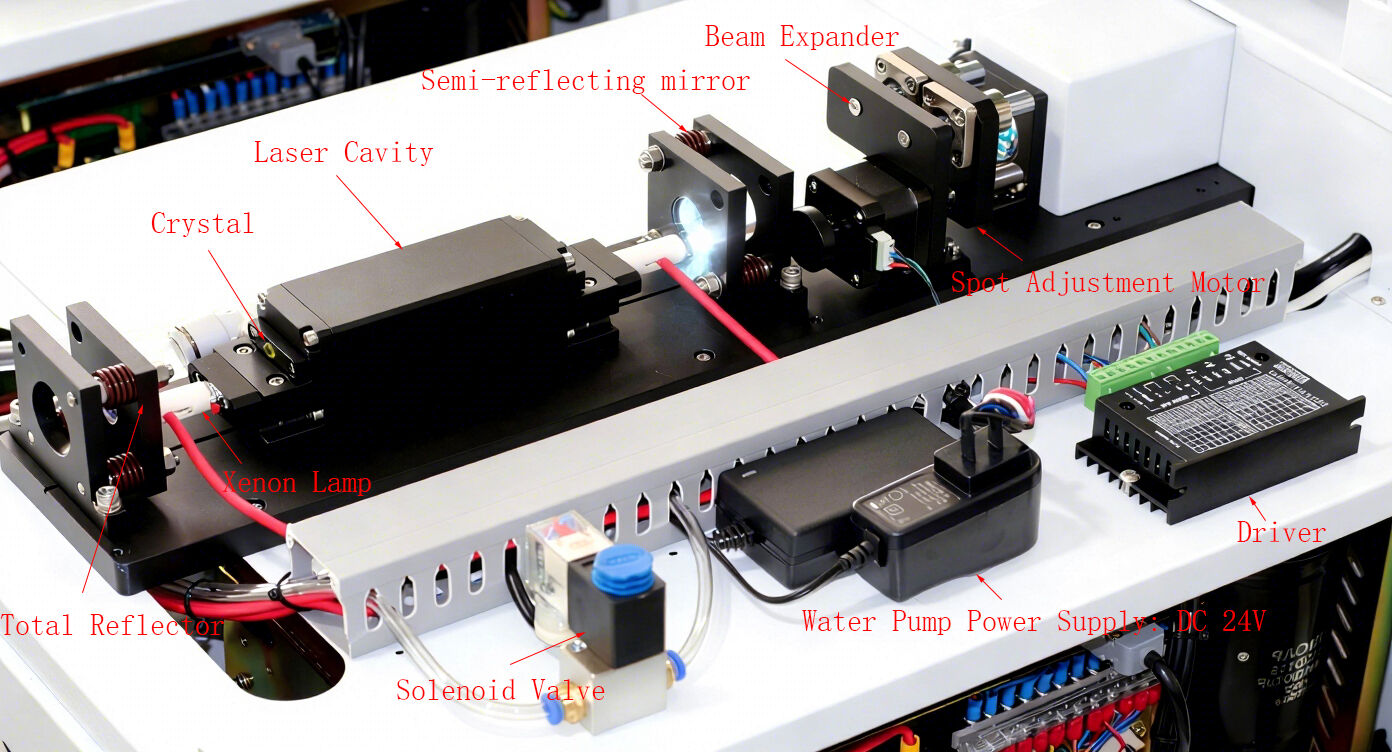
Kétcsöves okulár, 10-szeres nagyítás, a jobb oldali okuláron retikulummal (15-szörös nagyítás is elérhető).

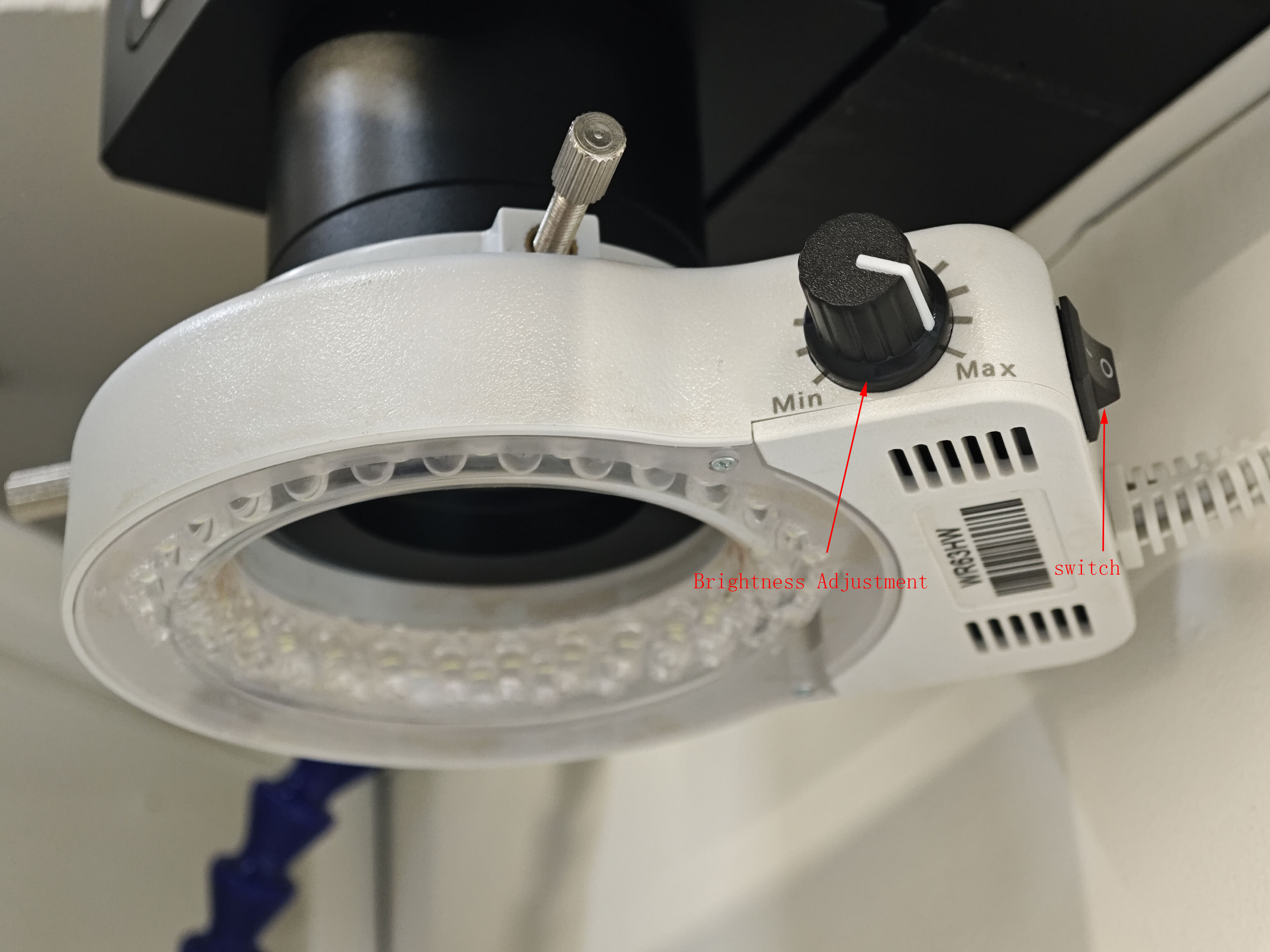
LED világítóberendezés
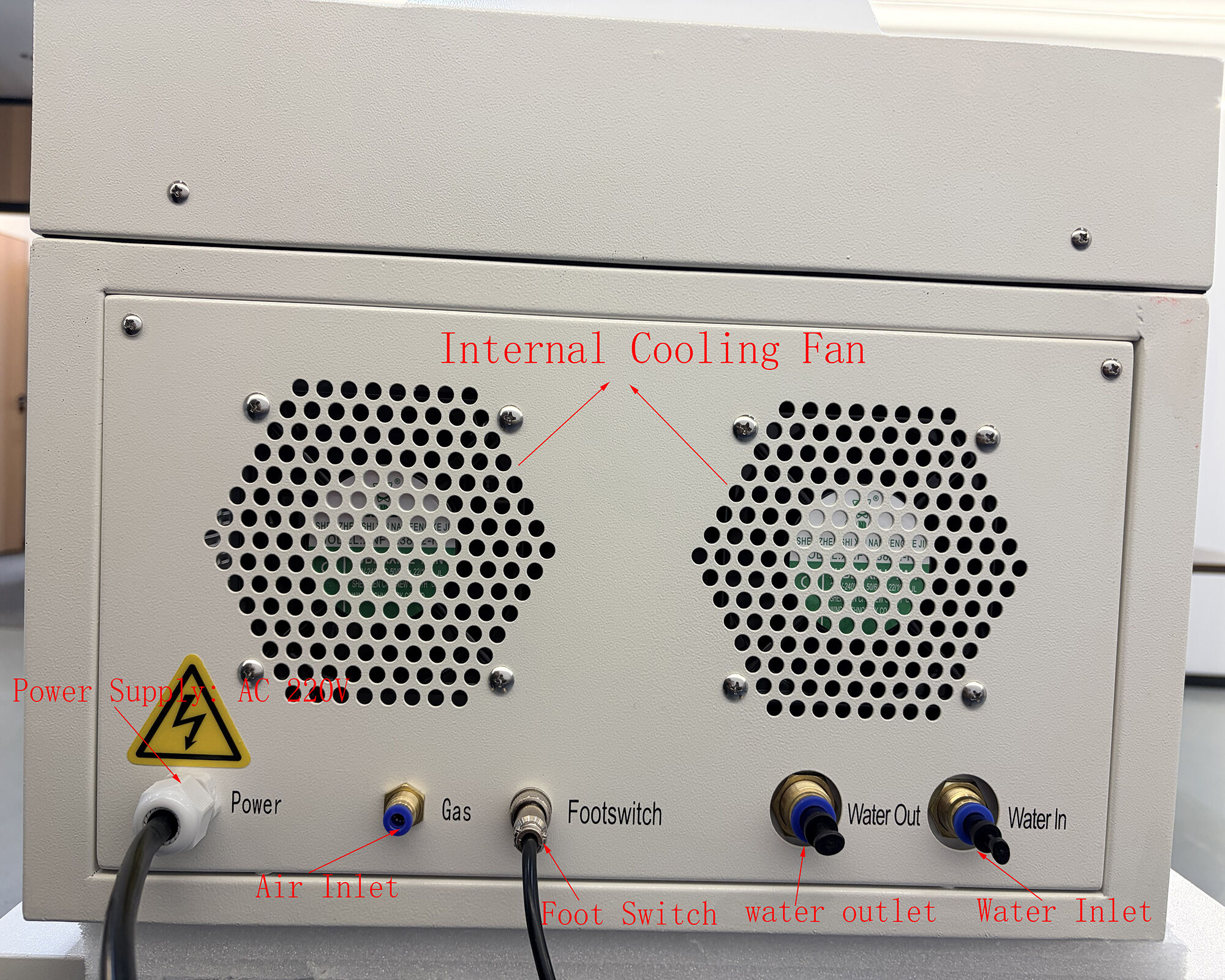
Hátsó panel funkcióinak áttekintése
Több nyelv támogatása

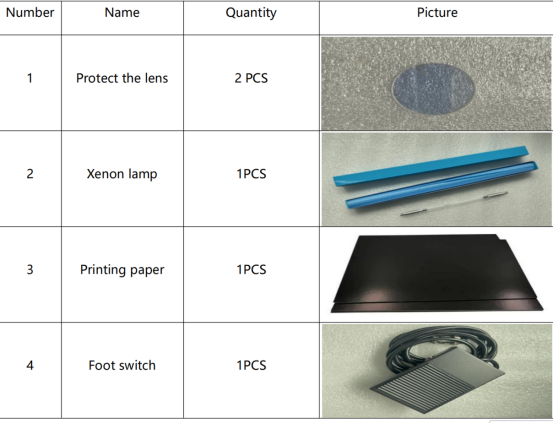
Standard tartozékok
Termékparaméter :
Gép modell |
Hs -J E20 0W |
Maximális lézer teljesítmény |
200W |
Lézer típus |
YAG |
Laser hullámhossz |
1064N férfi |
Kapacitás-szabályozás |
1--100% |
Impulzus szélesség-szabályozás |
0.1--20MS |
Lézerhegesztési frekvencia |
1-50H Z |
Maximális egyetlen-pulzus energi |
100 J |
Mikroszkóp |
10x |
Energia instabilitása |
<2% |
Sugárnyaláb széttartás |
≤8 mrad |
Hegesztés szélessége |
0,4–3 mm |
A hegesztés fókusztávolsága |
F = 110 mm |
Folyamatos működési idő |
16 óra |
Zaj |
≤60dB |
Működési hőmérséklet |
55 °F (13 °C) – 95°F ( 35°C) |
Működési páratartalom |
5%-75% |
Olajköd |
≤ 15 mg/m³ |
CCD |
720P CCD, 7 hüvelykes (keresztvonallal) |
Szükséges energia |
AC220 0 V ±10% 50 Hz Z/60 Hz |
Belső tápfeszültség |
3Kw |
Nyelvek |
Kínai, angol, koreai (testreszabható) |
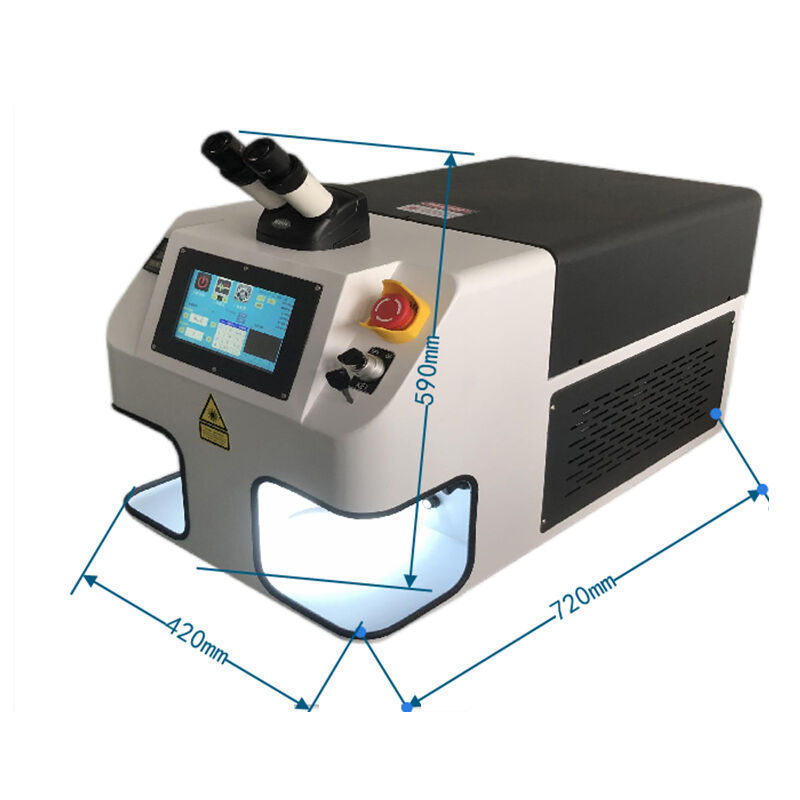
Háló méret és súly |
800*500*550mm 65Kg |
Csomag mérete és súlya |
930*710*620mm 85Kg |
Figyelni valók:
1. Először is győződjön meg arról, hogy a gép egyfázisú üzemi feszültsége AC220 V, és az automatikus biztosíték áramerőssége 15–25 A. A földelővezetéket megfelelően kell bekötni.
2. A működési környezet hőmérséklete 10–35 °C között legyen, és a páratartalomnak, valamint a levegőben lévő por koncentrációjának meg kell felelnie a gép követelményeinek.
3. A gépet desztillált vízzel vagy deionizált vízzel kell ellátni, és ezt rendszeresen cserélni kell ( akár használatban sincs ). Az általános cserének legfeljebb 3 hónaponként kell megtörténnie, és havonta egyszeri csere javasolt.
4. A készülék belsejében magasfeszültségű tápegység található, amelyet csak szakszemélyzetünk irányítása alatt szabad szétszerelni és tesztelni.
5. A xenonlámpa cseréje után a fényfolt beállítására van szükség. A pontos műveleti leíráshoz kérjük, lépjen kapcsolatba szakszemélyzetünkkel.
6. Amikor a készülék normális üzemmódban működik, gondoskodjon megfelelő szellőzésről és hűtésről, és ne takarja le a készülék hűtő- és szellőzőnyílásait.
Beszerelés és üzemeltetés:
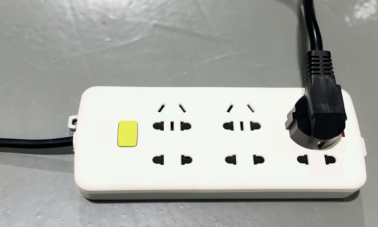
1. Csatlakoztassa a készülék tápkábelét a külső hálózati tápegységre, és győződjön meg arról, hogy az egyfázisú üzemi feszültség AC 220 V, az automata biztosíték áramerőssége 15–25 A, valamint a földelővezeték megfelelően legyen bekötve.
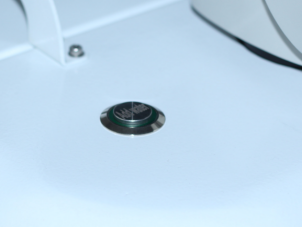
2. Csatlakoztassa a vízcsövet egyik végét a töltőnyíláshoz, a másik végét pedig a vízforráshoz. A készüléket tisztított vagy deionizált vízzel kell feltölteni, és ezt rendszeresen cserélni kell ( akár használatban sem van )

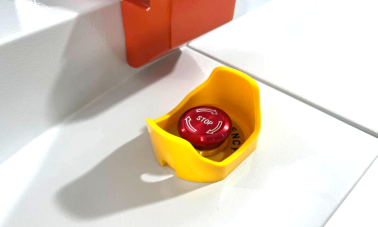
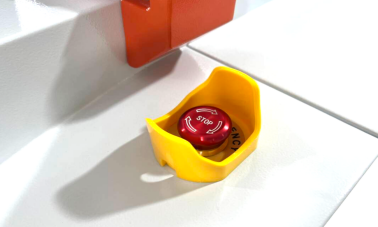
3. Húzza ki a vészleállító kapcsolót
4. Miután a gép normál módon bekapcsol, az üzemeltetői képernyő és a világítólámpa bekapcsol, a hűtő és a ventilátor működni kezd, illetve hang hallható
5. Nyomja meg a „Víz hozzáadása” kapcsolót a szivattyú indításához. Amikor a tartály megtelik, a szivattyú automatikusan leáll, majd nyomja meg a kapcsolót, hogy a gumidugót beillesztse a víztöltő nyílásba

6. Csatlakoztassa a pedálkapcsolót a gép csatlakozójához.


7. A töltőnyílás a hegesztési folyamat igényei szerint argongázzal is felszerelhető; ha nem szükséges, akkor elhagyható. Ha a töltőnyílást nem szerelik fel, a termék hegesztési helye sárga és fekete színű lesz, de ez nem befolyásolja a hegesztés minőségét. A gép rendelkezik belső automatikus fúvó funkcióval

Hegesztési művelet:
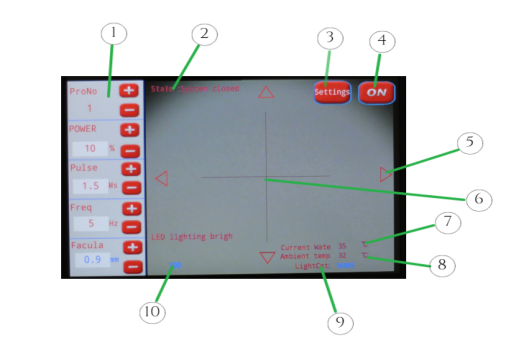
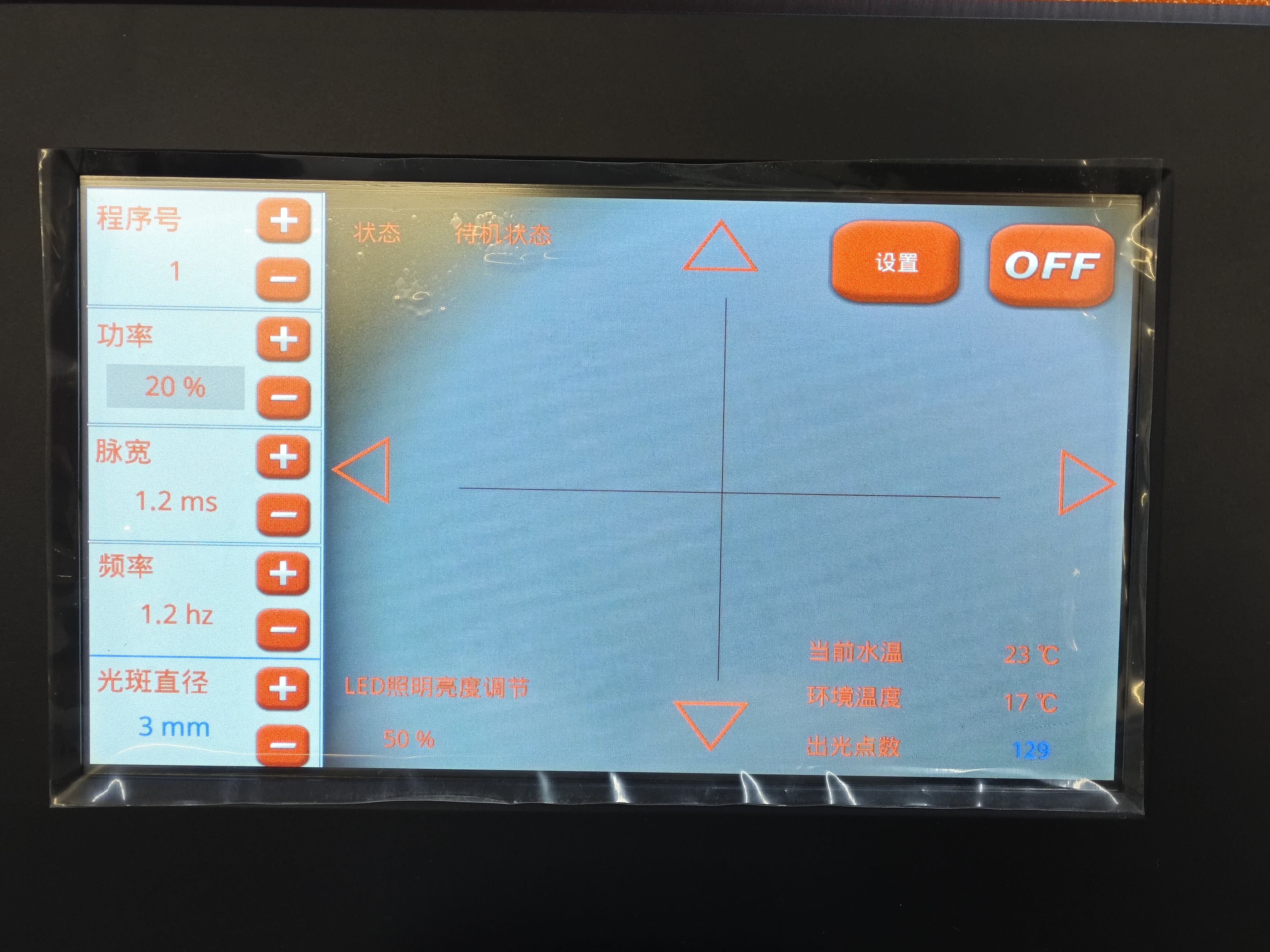
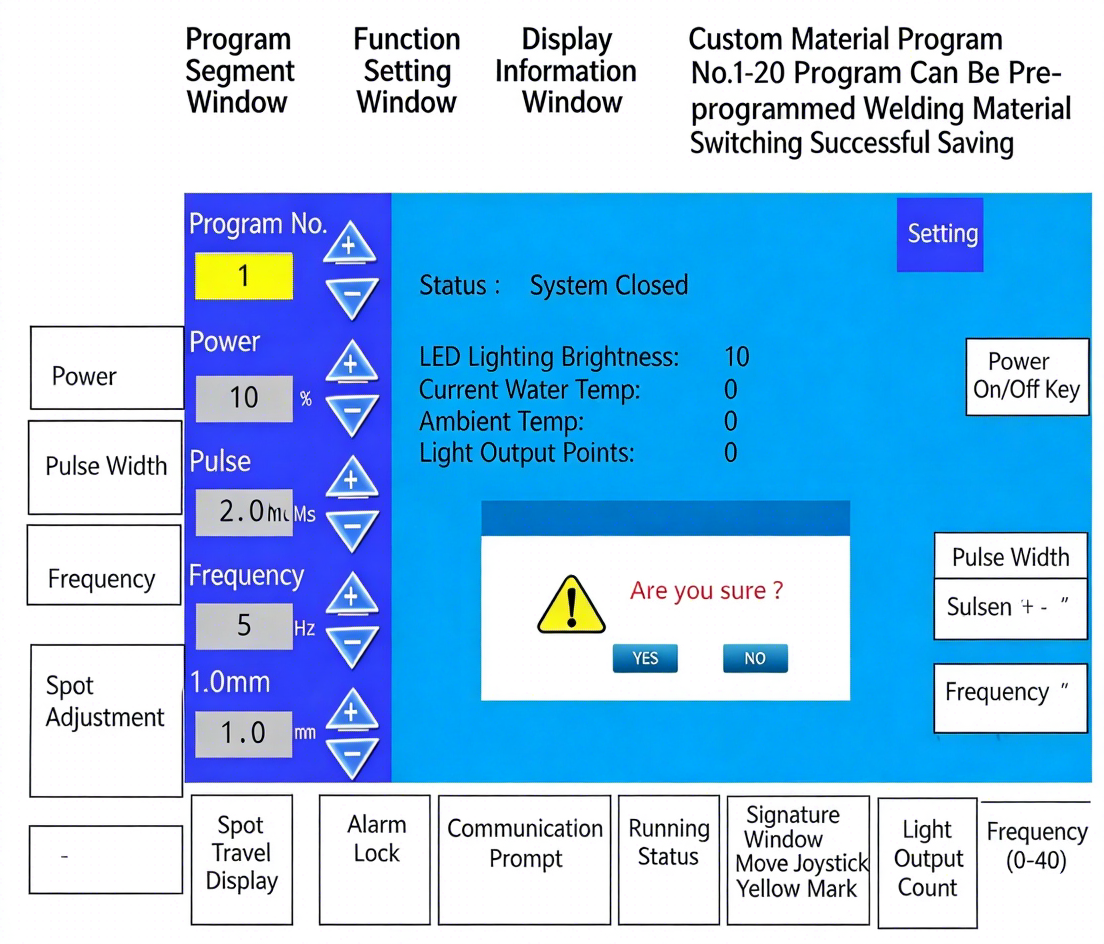
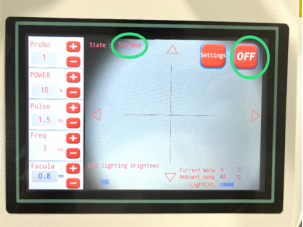
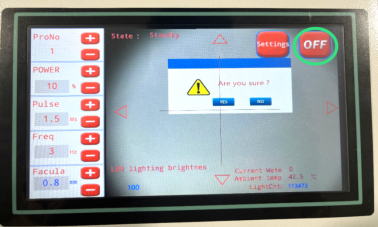
1. Az interfész funkcióinak bemutatása
| Tétel | Kijelölés |
| 1 | A kiválasztott program és paraméterek megjelenítése |
| 2 | Gépindítási állapot megjelenítése |
| 3 | A gép belső paramétereinek beállítása és használata |
| 4 | Be- és kikapcsoló gomb |
| 5 | Négyirányú billentyűk: a hegesztési pont helyzetének finomhangolása, ha nem esik egybe a keresztvonal középpontjával |
| 6 | A keresztvonal középpontja |
| 7 | Aktuális tartályhőmérséklet kijelzése |
| 8 | A gép belső hőmérsékletének kijelzése |
| 9 | Xenonlámpa-kimenetek száma |
| 10 | Fényforrás fényerejének beállítása |
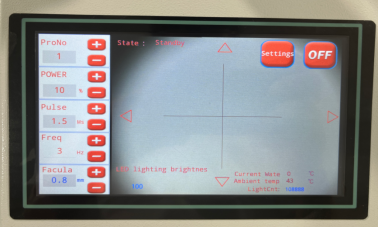
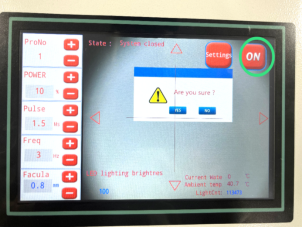
2. Kattintson a képernyőn a „BE” gombra a gép belső indításához. Kb. 60 másodperc múlva a gép normál módon elindul. A „BE” feliratot „KI”-re változtatva a készülék várakozási állapotba kerül. A hegesztési paraméterek beállíthatók.
3. Működtesse a lábkapcsolót, ekkor a lézer a hegesztőfejből kilép.
4. Figyelje meg a mikroszkóp legélesebb részét mindkét szemével. A jobb szemlencsében keresztvonal látható, és a forrasztási pont a keresztvonal közepén helyezkedik el. A keresztvonalat a képernyőn is megfigyelheti


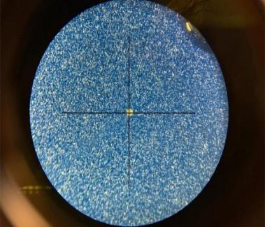
5. A keresztkar négy irányban állítható: felfelé, lefelé, balra és jobbra a hegesztési paraméterek beállításához
6. Állítsa be a világítólámpa fényerő-szabályozóját
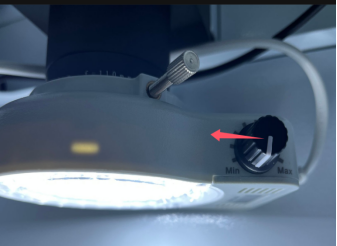
Kikapcsolási eljárás:
1. Amikor befejeződött a munka, és ki kell kapcsolni a berendezést, kattintson a képernyőn a „KI” gombra, majd kövesse az utasításokat. Ez körülbelül 5 másodpercig tart.
2. Ezután nyomja meg a vészleállító kapcsolót. A működési képernyő kialszik.
3. Húzza ki a tápkábelt, és válassza le a gépet a hálózatról.
Rendszeres karbantartás:
1. Tartsa tiszta és rendezett állapotban a gépet, és üzemeltesse megfelelő környezetben. A gép külső felületeinek, a mikroszkópnak és a hűtőnyílásoknak (por és szennyeződések eltávolítása érdekében) napi tisztítása szükséges.
2. Ne érje külső ütés a gépet nehéz tárgyaktól, összenyomástól vagy egymásra rakásból adódóan.
3. Cserélje havonta a hűtővizet. Akkor is el kell végezni a vízcsere műveletét, ha a gépet nem használták, mivel a víz minősége gyorsan romlik.
4. A védőlencsét naponta tisztítsa meg, vagy cserélje ki 2–6 havonta.
5. Ellenőrizze és kalibrálja a mikroszkóp és a CCD-keresztkeresztek közötti igazítást. A kalibrációs eljárás a következő:
① Először győződjön meg arról, hogy a gép sikeresen bekapcsolt. Helyezze a munkadarabot az észlelőrendszer látóterébe. Lassan állítsa be a fókuszt a legélesebb kép eléréséhez, igazítsa a keresztkereszteket a kívánt hegesztési pontra, majd óvatosan nyomja meg a lábkapcsolót a lézerkimenet indításához és a hegesztés végrehajtásához.
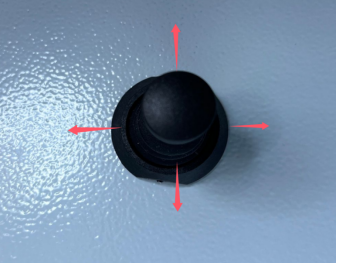
② Ha a CCD-kamerakép éles fókuszban van, de a lézerfolt nem jelenik meg pontosan a keresztkereszt kurzor középpontjában, akkor a keresztkereszt kurzor pozícióját beállíthatja. Ehhez kattintson a képernyő bármelyik négy szélének középpontjára, hogy elmozdítsa a kurzort, és így középre helyezze a kívánt hegesztési pontot a kurzoron belül.
6. Cserélje ki a xenonlámpát szükség szerint, a használat gyakoriságától függően. A xenonlámpa cseréje után fényérzékeny papírt használjon a lézerfolt beállításához és igazításához. A művelet részletes leírásáért kérjük, forduljon a cég műszaki személyzetéhez, és kérje az oktatóvideót.