 ×
×



No campo da fabricação e reparação de joias, os métodos tradicionais de soldagem frequentemente enfrentam desafios como impacto térmico excessivo, deformação aparente, pontos de solda ásperos e baixa eficiência. Nossa máquina de soldagem a laser especializada para joalheiros, no entanto, utiliza tecnologia a laser pulsado de alta precisão para fornecer soluções profissionais de soldagem em metais preciosos — incluindo ouro, prata, platina e ligas de titânio. Ela capacita artesãos joalheiros a executar com facilidade reparos intrincados, colocação de pedras, restauração e designs inovadores. Máquina de Soldagem a Laser para Joias — Aperfeiçoando o Artesanato Exquisito, Potencializando os Artesãos com Maior Eficiência!
Máquinas de Soldagem a Laser para Joalheiros: Uma Ferramenta Revolucionária para a Precisão Artesanal, Abrindo uma Nova Era de Excelência Artesanal
No campo da criação e reparação de joias, as técnicas tradicionais de soldagem há muito tempo representam desafios para os artesãos — frequentemente caracterizadas por zonas afetadas pelo calor significativas, suscetibilidade à deformação e pontos de solda ásperos. A máquina de soldagem a laser para joalheiros, baseada na tecnologia avançada de laser pulsado de alta precisão, oferece uma solução de soldagem não destrutiva e altamente eficiente para metais preciosos, como ouro, prata, platina e ligas de titânio. Tornou-se, assim, equipamento padrão em toda a indústria mundial de joalheiros, desde pequenos ateliês artesanais até grandes instalações de fabricação. Essa tecnologia não só incorpora a evolução centenária da soldagem a laser, mas também lidera um salto transformador na fabricação de joias rumo a uma maior inteligência, personalização e sustentabilidade.
Jornada Evolutiva: Da Pesquisa Laboratorial à Maestria Artesanal
A tecnologia de soldagem a laser remonta à origem do próprio laser, na década de 1960. Após a invenção do primeiro laser por cientistas norte-americanos em 1960, iniciaram-se, em 1962, experimentos de soldagem a laser, culminando, em 1967, na primeira demonstração bem-sucedida de aplicação industrial. A partir da década de 1970, a soldagem a laser penetrou gradualmente no campo da manufatura de precisão, ganhando rápida aceitação — especialmente no setor de joalheiros. Processos inicialmente desenvolvidos para soldagem de alta precisão e alto valor agregado nas áreas médica e aeroespacial foram posteriormente introduzidos na produção de joias, superando, assim, fundamentalmente as limitações inerentes às técnicas tradicionais de soldagem com chama. No início do século XXI, impulsionadas por avanços nas tecnologias de controle de forma de onda e de retroalimentação de energia dos lasers YAG, empresas chinesas — como a Han's Laser e a HGTECH — lideraram inovações locais, transformando esses equipamentos de luxos importados caros em ferramentas amplamente acessíveis. Hoje, após mais de seis décadas de aperfeiçoamento iterativo, essa tecnologia evoluiu de uma mera "curiosidade laboratorial de ponta, de alta tecnologia" para uma "ferramenta cotidiana" indispensável nos ateliês de joalheiros. O mercado global de máquinas de soldagem a laser por ponto para joalheiros atingiu um valor de 400 milhões de dólares em 2026; projeta-se que ultrapasse 660 milhões de dólares até 2035, apresentando uma taxa de crescimento anual composta (CAGR) de 5,6%.
Descrição pormenorizada:
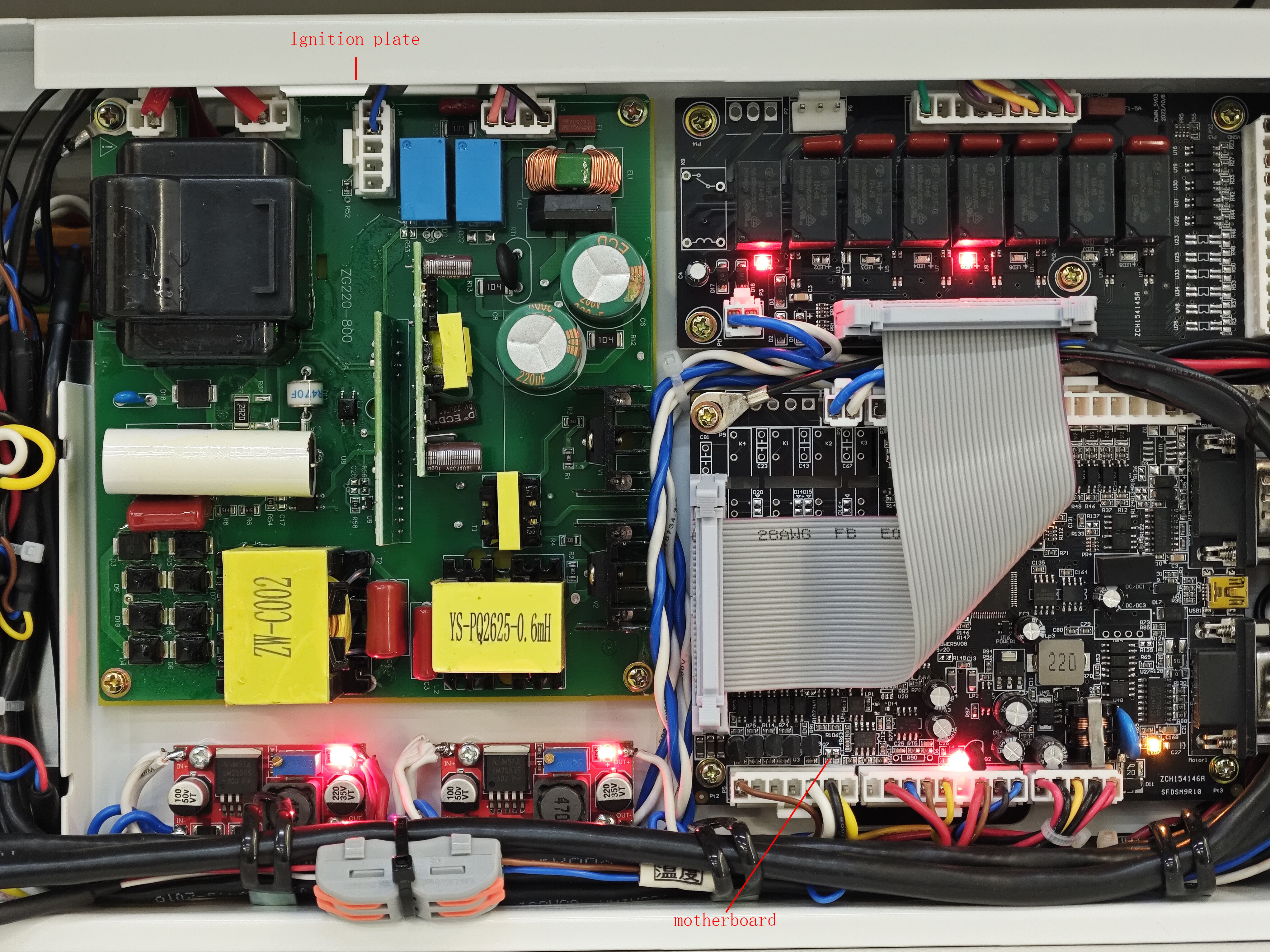
Fonte de alimentação a laser
Fornece energia elétrica à lâmpada de xenônio (inclui tela de ajuste de parâmetros, placa principal de controle e placa de ignição).
Sistema de refrigeração
Dissipa o calor da cavidade a laser (inclui tanque de água, dissipador de calor, ventilador, interruptor de fluxo de água, bomba de sucção de água, bomba de circulação e interruptor de nível de água).
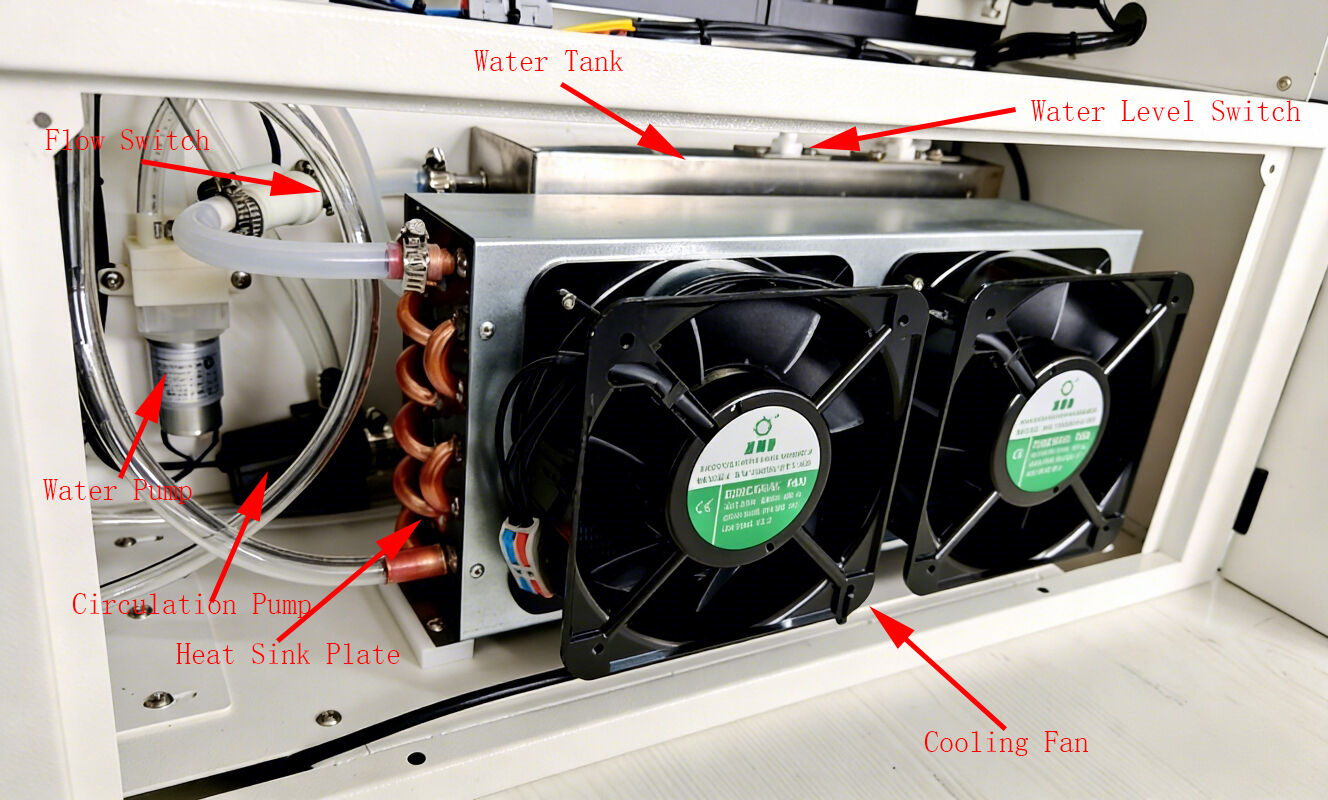
Pressionar o botão de enchimento de água ativa a bomba d'água, que retira água do balde externo e a transfere para o tanque interno de água. A bomba desliga-se automaticamente assim que o tanque estiver cheio (esse processo leva aproximadamente um minuto e transfere cerca de 4 litros de água; utilize, por favor, água destilada ou industrialmente purificada). O botão retorna então à sua posição elevada. Assim que houver água no tanque, a bomba de circulação é ativada, retirando água do tanque e direcionando-a para a cavidade a laser. Água fria entra na cavidade a laser, enquanto a água aquecida flui para a placa dissipadora de calor. O ventilador de refrigeração é ativado a 25 °C para resfriar a água dentro da placa dissipadora de calor, após o que a água passa por um sensor de fluxo e retorna ao tanque.
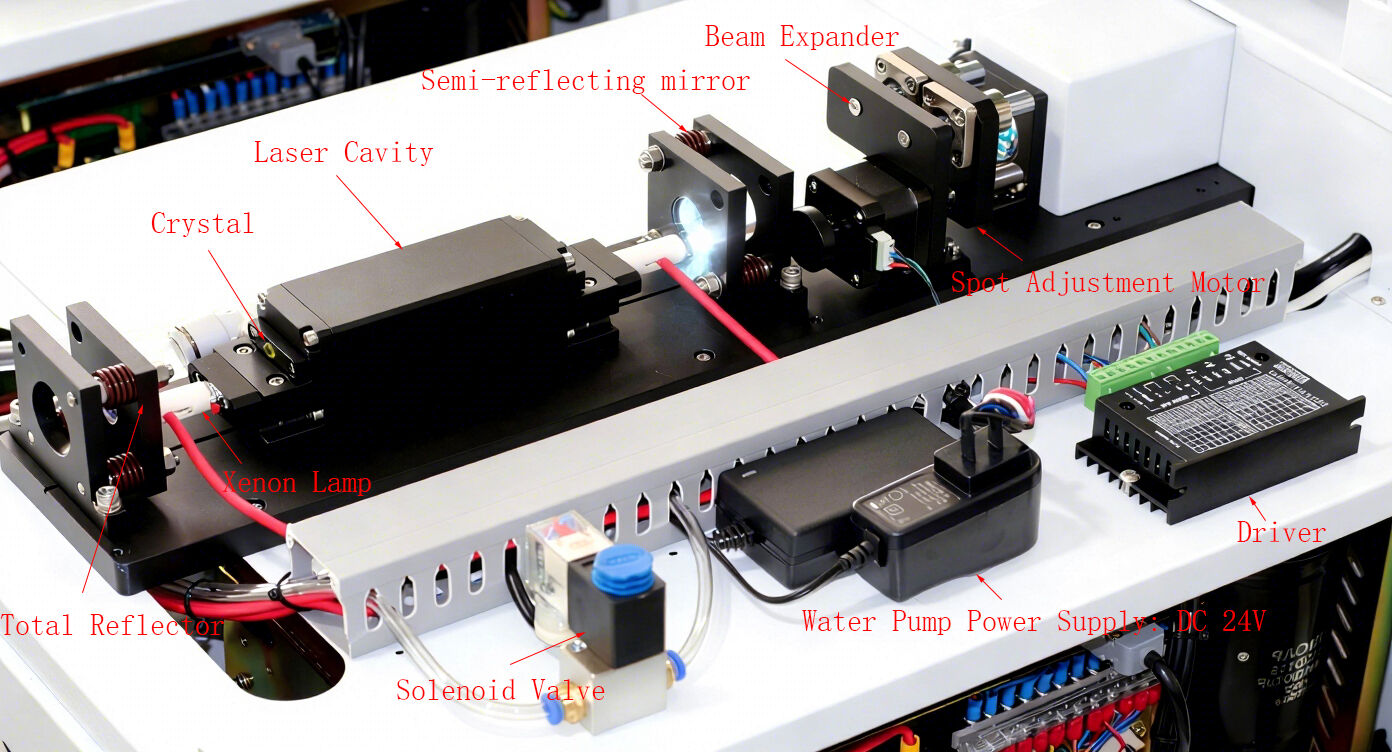
Sistema óptico
Geração do Laser (Espelho Totalmente Refletor, Espelho Parcialmente Refletor, Cristal, Lâmpada de Xenônio, Cavidade a Laser, Expansor de Feixe, Espelho Refletor a 45 Graus, Lente Focadora)
Oculares binoculares, com ampliação de 10x e retículo no ocular direito (também disponível com ampliação de 15x).

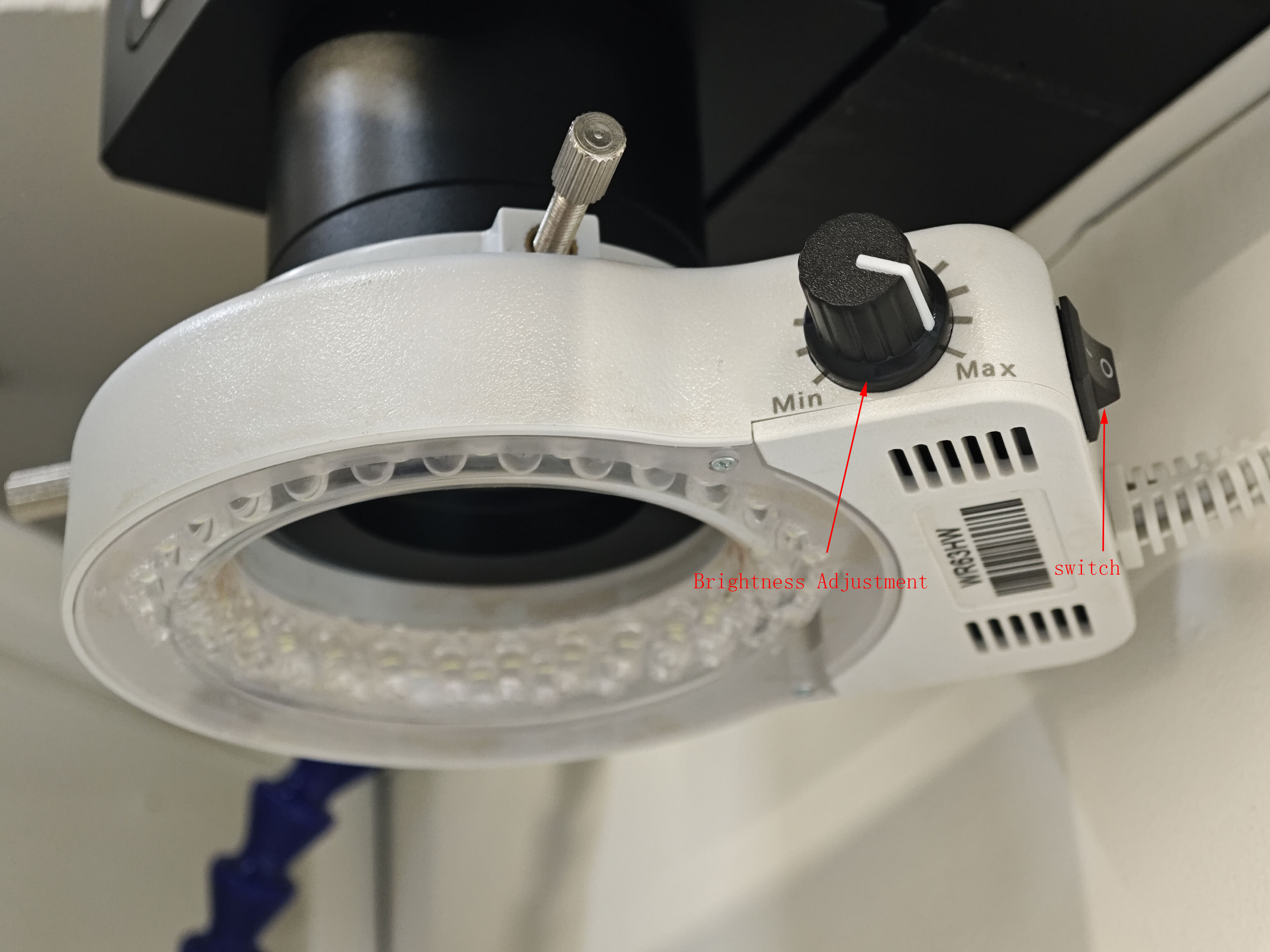
Luminária LED
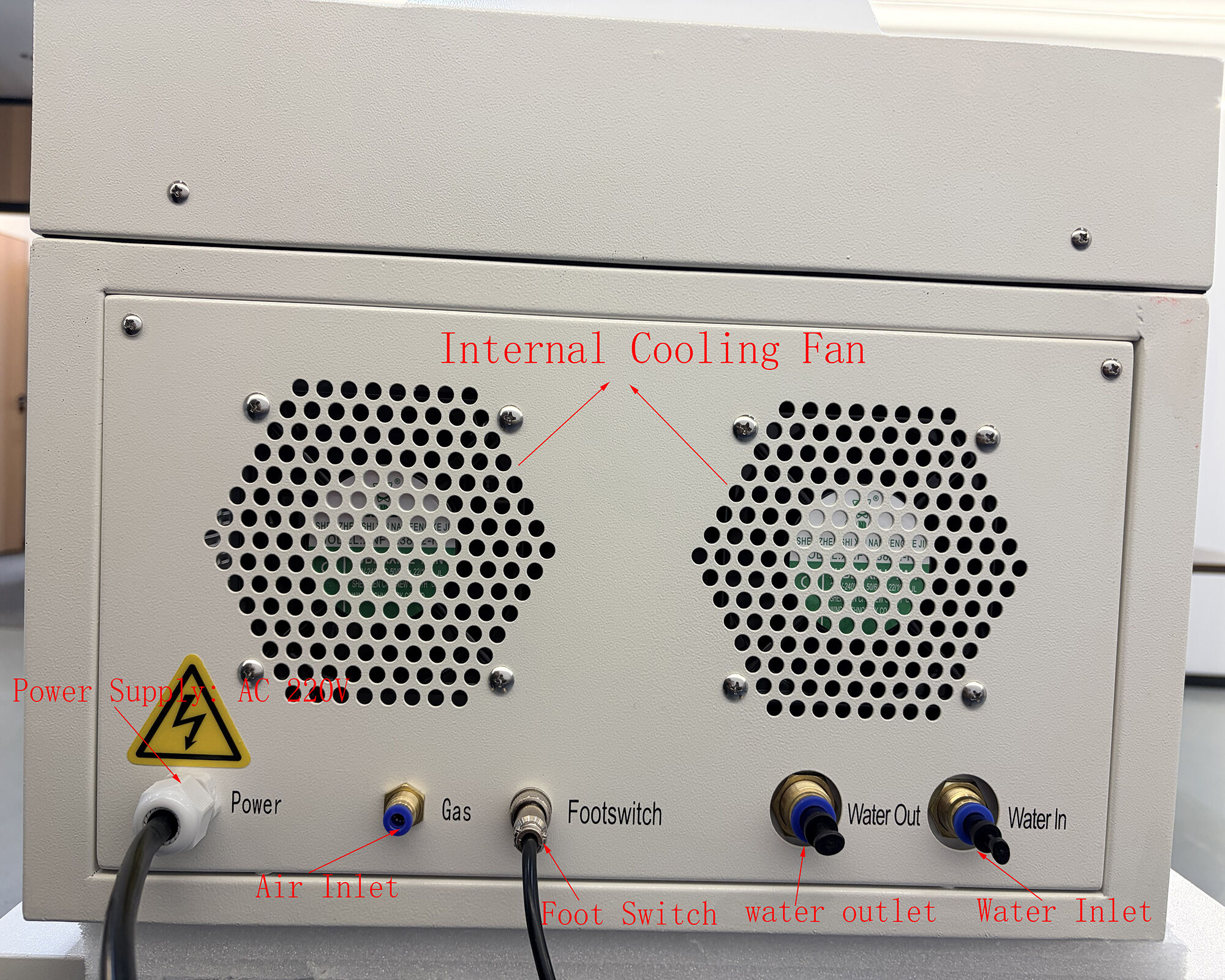
Visão Geral da Função do Painel Traseiro
Suporta múltiplos idiomas

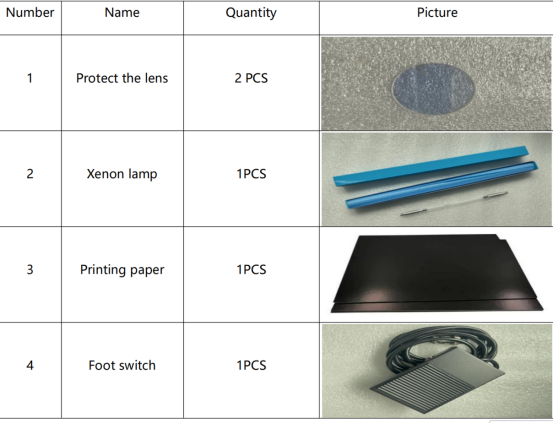
Acessórios Padrão
Parâmetro do Produto :
Modelo da máquina |
HS -J E20 0w |
Potência Máxima do Laser |
200W |
Tipo de laser |
YAG |
Comprimento de Onda do Laser |
1064N m |
Controle de capacidade |
1--100% |
Pulso regulação da largura |
0.1--20MS |
Frequência de soldagem a laser |
1-50H Z |
Energia máxima de pulso único |
100 j |
Microscópio |
10X |
Instabilidade de energia |
<2% |
Divergência do Feixe |
≤8 mrad |
Largura da solda |
0,4—3 mm |
Soldagem do comprimento focal |
F=110 mm |
Tempo de funcionamento contínuo |
16 horas |
Ruído |
≤ 60 dB |
Temperatura de Trabalho |
55 °F (13 °C)– 95°F ( 35°C) |
Umidade de funcionamento |
5%-75% |
Névoa de Óleo |
≤15 mg/m³ |
CCD |
cCD 720p, 7 polegadas (com cruz) |
Potência Necessária |
CA 22 0 V ±10% 50 Hz Z/60 Hz |
Alimentação de entrada interna |
3KW |
Idiomas |
Chinês, inglês, coreano (pode ser personalizado) |
Rede tamanho e Peso |
800*500*550mm 65Kg |
Tamanho e peso da embalagem |
930*710*620mm 85Kg |
Pontos que Requerem Atenção:
1. Primeiramente, confirme que a tensão de funcionamento individual da máquina é CA 220 V e que a corrente do disjuntor é de 15–25 A. O fio terra deve ser instalado corretamente.
2. A temperatura do ambiente de trabalho deve estar entre 10 e 35 graus Celsius, compatível com a umidade e com a concentração de poeira no ar exigidas pela máquina.
3. A máquina deve ser abastecida com água pura ou água desionizada, que deve ser substituída regularmente ( mesmo quando não estiver em uso ). O ciclo geral de substituição não deve exceder 3 meses, sendo recomendada a substituição mensal.
4. Há uma fonte de alimentação de alta tensão no interior da máquina, que precisa ser desmontada e testada sob a orientação do nosso pessoal técnico.
5. Após a substituição da lâmpada de xenônio, é necessário ajustar o ponto de luz. Entre em contato com o nosso pessoal técnico para obter instruções específicas sobre a operação.
6. Quando a máquina estiver funcionando normalmente, certifique-se de que o ambiente tenha boa ventilação e dissipação de calor, e não obstrua as aberturas de dissipação de calor e de ventilação da máquina.
Instalação e Operação:
1. Conecte o cabo de alimentação da máquina à fonte de energia externa, garantindo que a tensão de trabalho individual seja CA 220 V, com corrente do disjuntor de 15–25 A, e que o fio terra esteja devidamente instalado.
2. Conecte uma extremidade da mangueira de água à entrada de enchimento e a outra extremidade à fonte de água. A máquina deve ser preenchida com água pura ou desionizada, que deve ser substituída regularmente ( mesmo quando não estiver em uso )

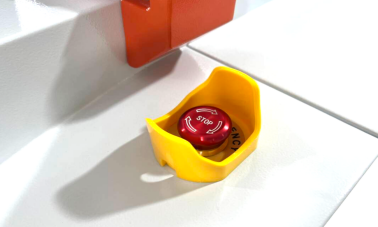
3. Puxe o botão de parada de emergência
4. Após a máquina ser ligada normalmente, a tela de operação e a lâmpada de iluminação acendem, o refrigerador e o ventilador da máquina entram em rotação e é possível ouvir um som
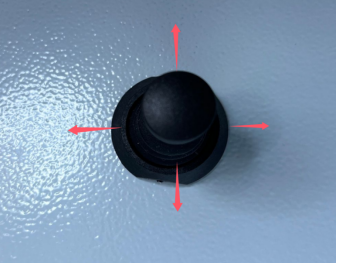
5. Pressione o interruptor "Adicionar Água" para iniciar a bomba. Quando o tanque estiver cheio, a bomba parará automaticamente de bombear; pressione novamente o interruptor para inserir a rolha de borracha na boca de enchimento de água

6. Conecte o interruptor de pedal à porta da máquina.


7. A boca de enchimento pode ser equipada com gás argônio, conforme exigido pelo processo de soldagem; ela pode ser omitida caso não seja necessária. Se a boca de enchimento não for instalada, a região soldada do produto apresentará coloração amarela e preta, o que não afeta a qualidade da soldagem. A máquina possui uma função interna de sopro automático

Operação de Soldagem:
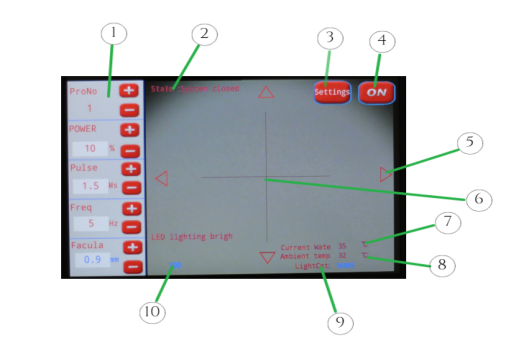
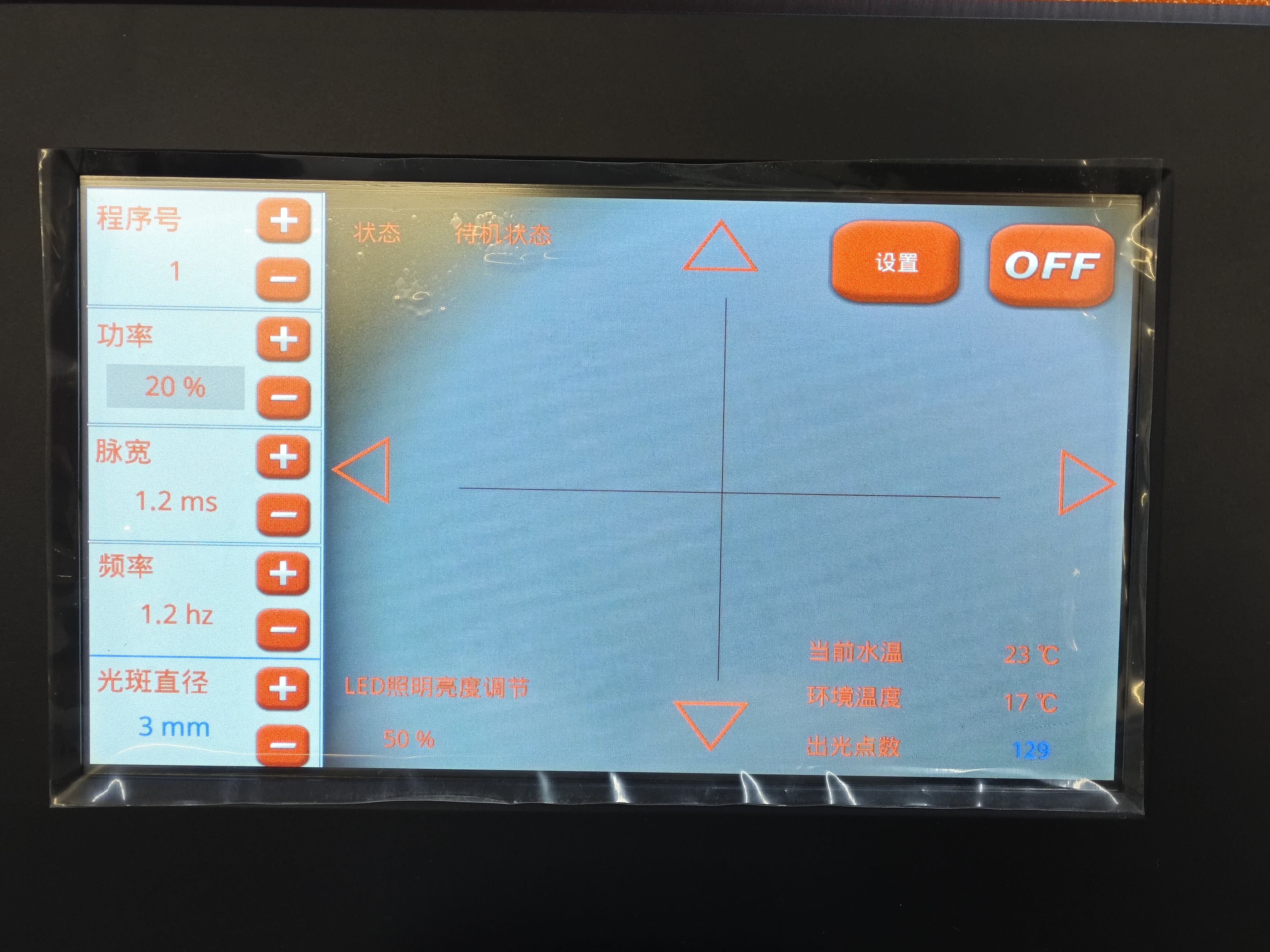
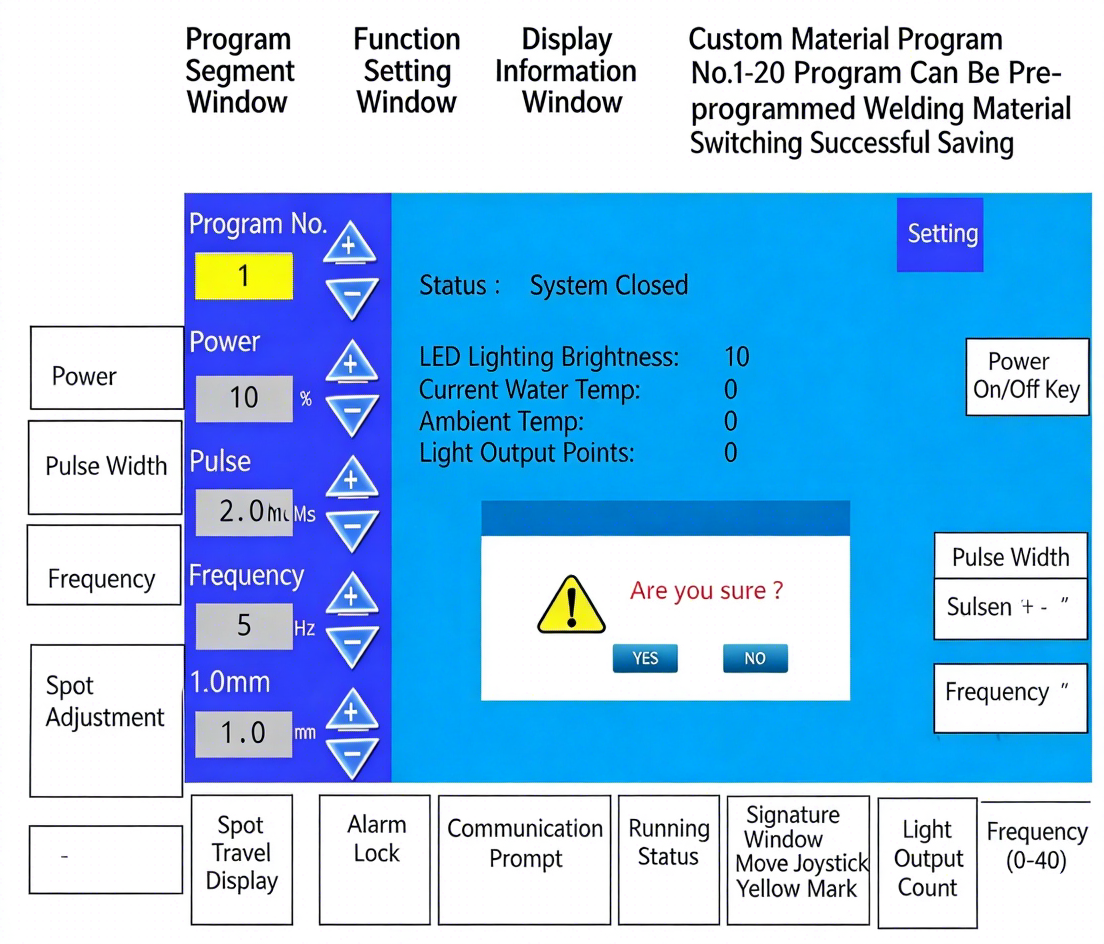
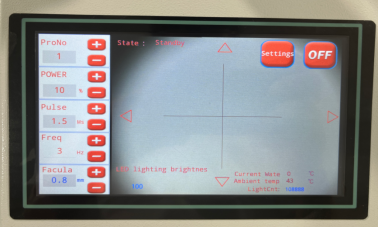
1. Introdução às funções da interface
| ITEM | Designação |
| 1 | Exibição do programa selecionado e dos parâmetros |
| 2 | Exibição do status de inicialização da máquina |
| 3 | Configuração e utilização dos parâmetros internos da máquina |
| 4 | Botão de ligar/desligar |
| 5 | Quatro teclas de direção, ajustam o ponto de soldagem que não está no centro da linha de cruzamento |
| 6 | Ponto central da linha de cruzamento |
| 7 | Exibição da temperatura real do tanque |
| 8 | Exibição da temperatura interna da máquina |
| 9 | Número de saídas da lâmpada de xenônio |
| 10 | Ajuste do brilho da lâmpada de iluminação |
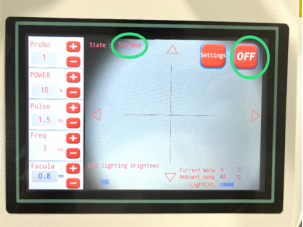
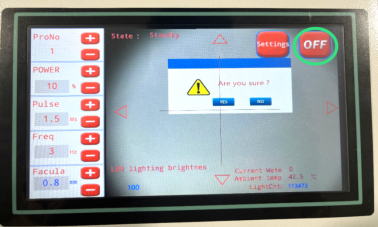
2. Clique em "LIGAR" na tela para iniciar a máquina internamente. Após cerca de 60 segundos, a máquina inicia normalmente. Altere "LIGAR" para "DESLIGAR" e o status será exibido como em espera. Os parâmetros de soldagem podem ser ajustados
3. Acione o interruptor de pedal e o laser sairá da cabeça de soldagem
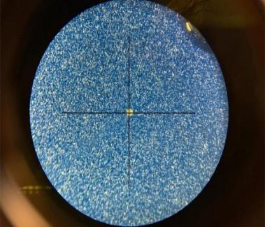
4. Observe, com ambos os olhos, a parte mais nítida do microscópio. Há uma linha de cruzamento na ocular direita, e o ponto de soldagem está no centro dessa linha de cruzamento. Você também pode observar a linha de cruzamento na tela


5. A alavanca de cruzamento é ajustada em quatro direções: para cima, para baixo, para a esquerda e para a direita, a fim de ajustar os parâmetros de soldagem
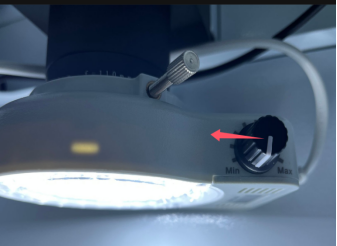
6. Ajuste o interruptor de brilho da lâmpada de iluminação
Procedimento de Desligamento:
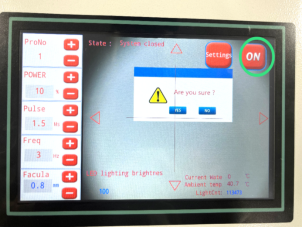
1. Quando o trabalho for concluído e você precisar desligar o equipamento, clique em "DESLOCAR" na tela e siga as instruções exibidas. Isso levará cerca de 5 segundos.
2. Em seguida, pressione o botão de parada de emergência. A tela de operação se apagará.
3. Desconecte o plugue de alimentação e isole a máquina da fonte de energia.
Manutenção de Rotina:
1. Mantenha a máquina limpa e organizada, operando-a em um ambiente adequado. A limpeza diária das superfícies externas da máquina, do microscópio e das aberturas de ventilação (para remoção de poeira e resíduos) é obrigatória.
2. Não submeta a máquina a impactos externos causados por objetos pesados, compressão ou empilhamento.
3. Substitua a água de refrigeração uma vez por mês. Mesmo que a máquina não tenha sido utilizada, a água deve ser substituída, pois é propensa à deterioração.
4. Limpe a lente protetora diariamente ou substitua-a a cada 2 a 6 meses.
5. Inspecione e calibre o alinhamento entre o microscópio e o centro da mira CCD. O procedimento de calibração é o seguinte:
① Primeiro, certifique-se de que a máquina foi ligada com sucesso. Coloque a peça de trabalho dentro do campo de visão do sistema de observação. Ajuste lentamente o foco para obter a imagem mais nítida possível, alinhe a mira com o ponto de soldagem pretendido e, em seguida, pressione suavemente o pedal para iniciar a emissão do laser e realizar a soldagem.
② Se o ponto laser não aparecer exatamente no centro da mira enquanto a imagem da câmera CCD estiver perfeitamente focalizada, você pode ajustar a posição da mira. Para isso, clique no ponto médio de qualquer uma das quatro bordas da tela para deslocar a posição da mira, centralizando assim o ponto de soldagem pretendido dentro da mira.
6. Substitua a lâmpada de xenônio conforme necessário, dependendo da frequência de uso. Após substituir a lâmpada de xenônio, utilize papel fotossensível para ajustar e alinhar o ponto laser. Para instruções detalhadas sobre este procedimento, entre em contato com a equipe técnica da empresa e solicite o vídeo instrutivo.
Número de Produtos: Máquina de marcação pequena e fechada
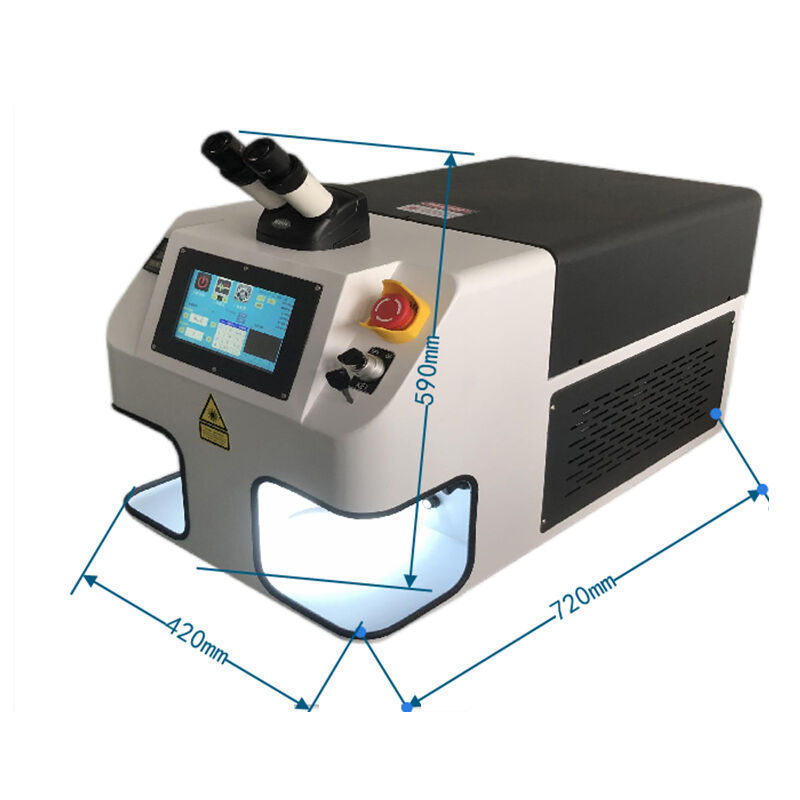
Número de Produtos: Máquina de solda a laser de mesa
Número de Produtos: Máquina de marcação totalmente fechada

Número de Produtos: Máquina de marcação a laser de fibra óptica

Número de Produtos: Máquina de Solda a Laser Portátil

Número de Produtos: Máquina de gravação a laser de fibra em aço inoxidável portátil



