×
×



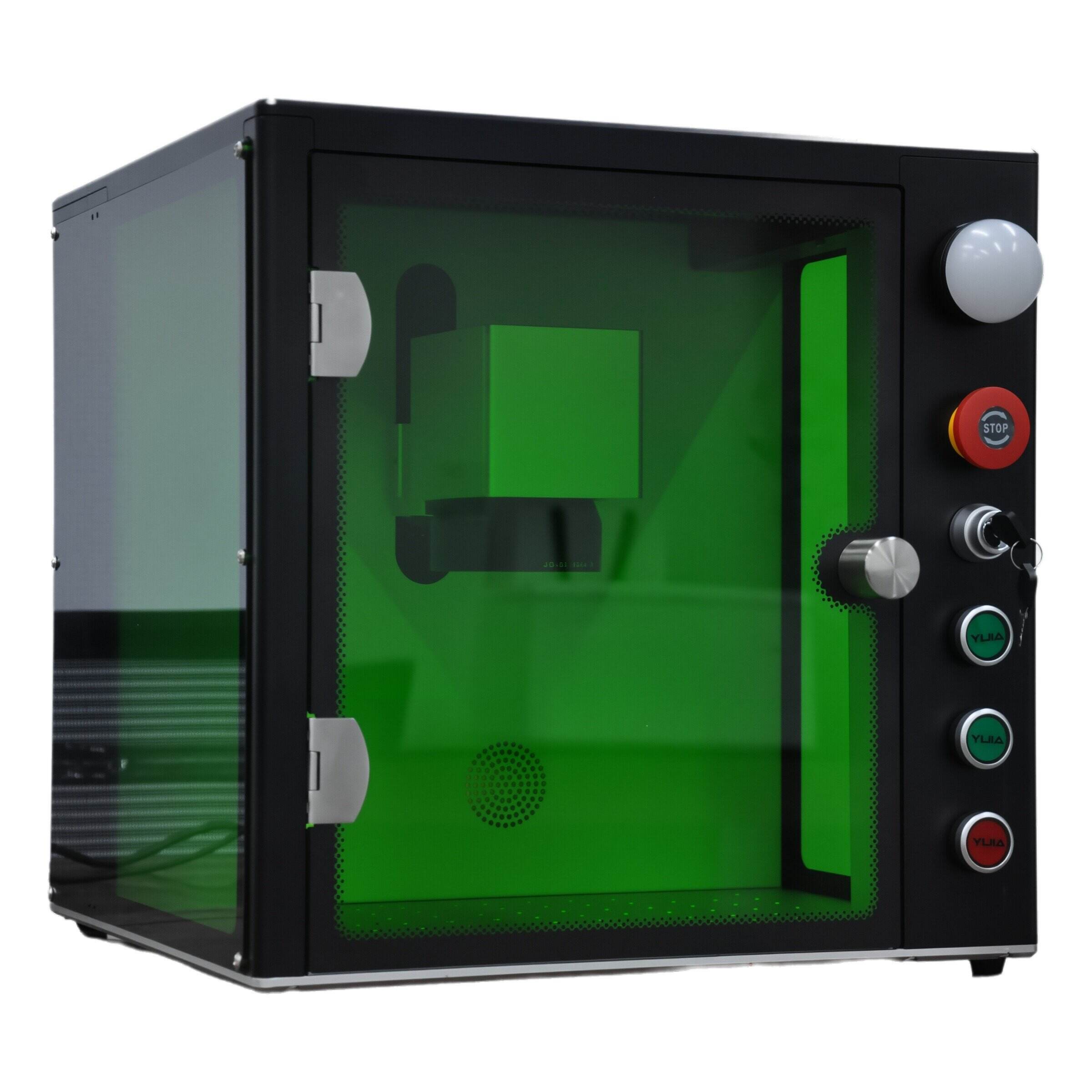
宝飾品の製造および修理分野において、従来の溶接方法は、過剰な熱影響、目立つ変形、粗い溶接部、低効率といった課題に直面してきました。一方、当社の専用宝飾品用レーザー溶接機は、高精度パルスレーザー技術を採用し、金、銀、白金、チタン合金などの貴金属に対してプロフェッショナルレベルの溶接ソリューションを提供します。これにより、宝飾職人は、細密な修理作業、石留め、修復、さらには革新的なデザイン制作を容易に実現できます。宝飾品用レーザー溶接機——卓越した職人技を完璧に実現し、職人の作業効率をさらに高めます!
ジュエリー用レーザー溶接機:精密な職人技を実現する革新的なツールであり、職人技の卓越性が新たな時代を迎えることを告げるものです。
ジュエリーの製作および修理分野において、従来の溶接技術は長年にわたり職人にとって課題を呈してきました。その特徴として、熱影響部が大きく、変形しやすく、溶接部が粗いことが挙げられます。このジュエリーレーザー溶接機は、高精度パルスレーザー技術を核として開発されており、金、銀、白金、チタン合金などの貴金属に対して非破壊かつ極めて高効率な溶接ソリューションを提供します。現在では、小規模な職人ワークショップから大規模な製造工場に至るまで、世界中のジュエリー業界で標準的な設備となっています。この技術は、レーザー溶接技術が約1世紀にわたって積み重ねてきた進化の歴史を体現するだけでなく、より高度な知能化、個別最適化(パーソナライゼーション)、持続可能性を実現するジュエリー製造への画期的な飛躍を先導しています。
進化の道程:実験室研究から職人技への昇華
レーザー溶接技術は、1960年代のレーザー誕生にその起源を発します。1960年にアメリカの科学者たちによって世界初のレーザーが発明された後、1962年に実験的なレーザー溶接が開始され、1967年には産業応用における初めての成功事例が実証されました。1970年代以降、レーザー溶接は精密製造分野へと徐々に浸透し、特に宝飾品業界において急速な普及を遂げました。当初、医療・航空宇宙分野の高付加価値精密溶接向けに開発されたプロセスが、その後宝飾品製造へと導入され、従来の炎を用いた溶接技術に内在する制約を根本的に克服することになりました。21世紀初頭、YAGレーザーの波形制御およびエネルギーフィードバック技術における画期的な進展を背景に、ハンズレーザー(Han's Laser)やHGTECHなどの中国企業が主体となってローカライズされた技術革新を推進し、これらの装置を高価な輸入品という「贅沢品」から、広く利用可能なツールへと変革しました。今日、60年以上にわたる反復的な改良を経て、この技術はかつて「ハイテク・最先端」の実験室的関心対象から、宝飾品工房において欠かせない「日常的なツール」へと進化しています。宝飾品用レーザースポット溶接機の世界市場規模は2026年に4億米ドルに達し、2035年までには6.6億米ドルを超えると予測されており、年平均成長率(CAGR)は5.6%です。
詳細な説明:
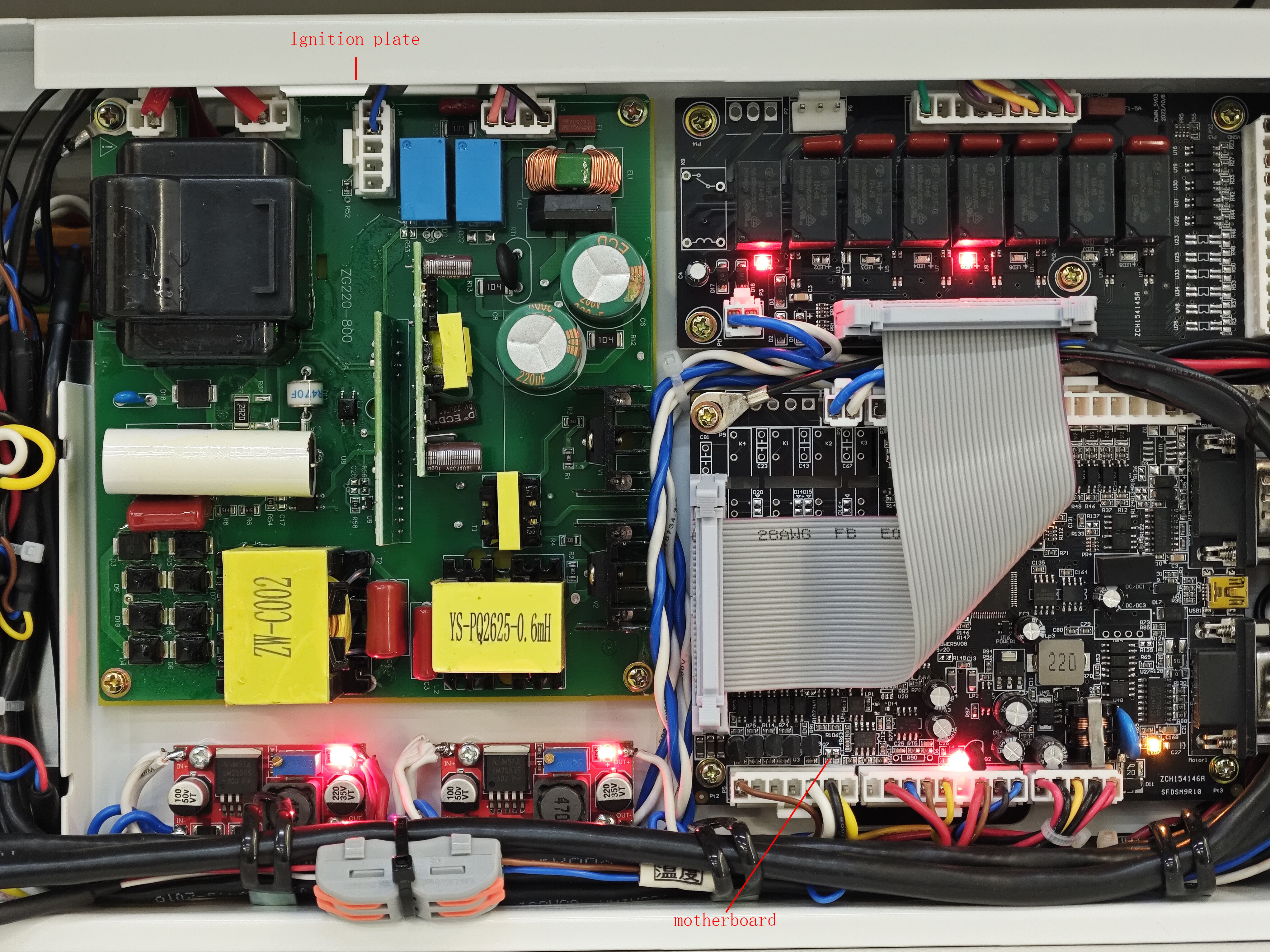
レーザー電源
キセノンランプに電力を供給します(パラメータ調整画面、メイン制御基板、点火基板を含む)。
冷却システム
レーザー共振器からの熱を放散します(ウォータータンク、ヒートシンク、ファン、水流スイッチ、給水ポンプ、循環ポンプ、水位スイッチを含む)。
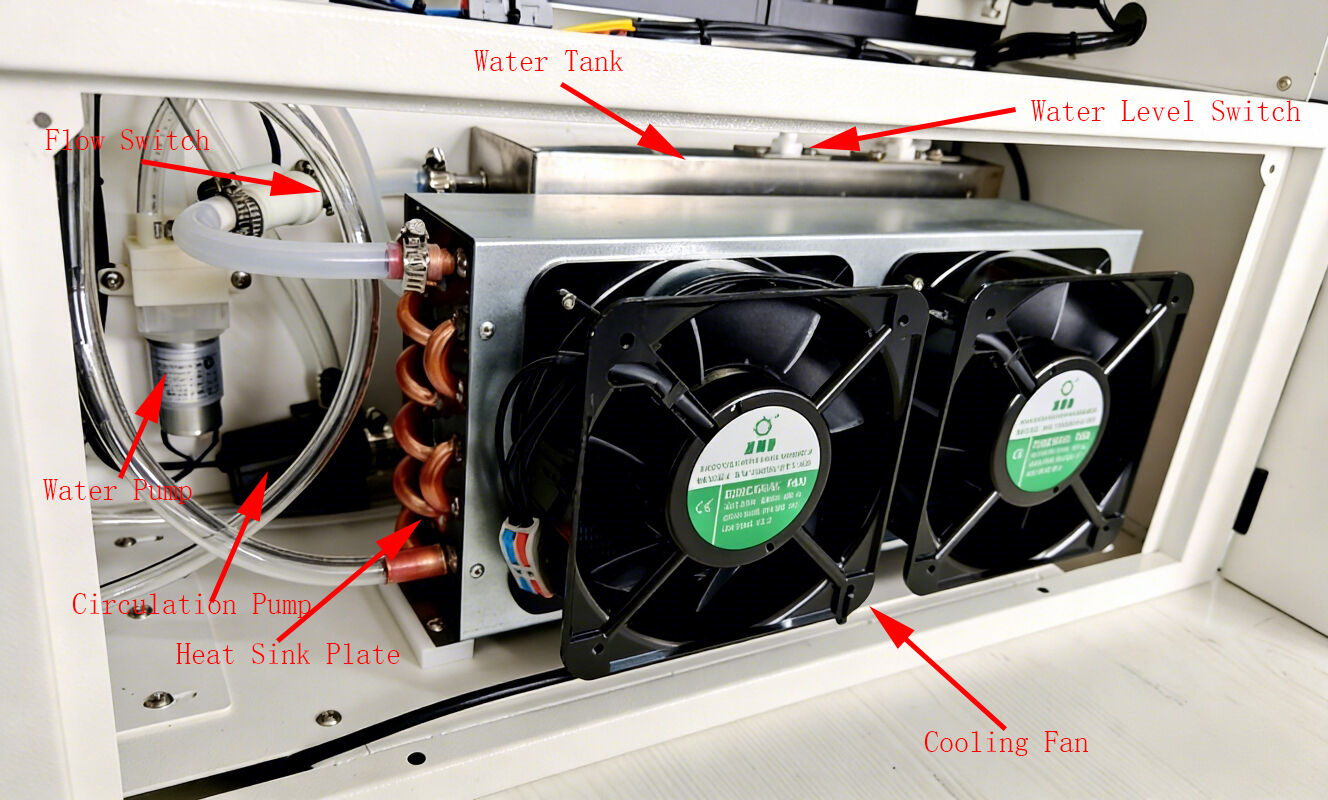
給水ボタンを押すと、外部のバケツから内部の水タンクへ水を吸引するための給水ポンプが作動します。タンクが満水になると、ポンプは自動的に停止します(このプロセスには約1分かかり、約4リットルの水が移送されます。蒸留水または工業用純水をご使用ください)。その後、ボタンは元の押し上げ位置に戻ります。タンク内に水が供給されると、循環ポンプが作動し、タンク内の水をレーザー共振器へ送ります。冷却用の冷水がレーザー共振器へ流入し、加熱された水はヒートシンクプレートへ流出します。冷却ファンは25°Cで作動し、ヒートシンクプレート内の水を冷却した後、水はフロースイッチを通過して再びタンクへ戻ります。
光学システム
レーザー発生(全反射鏡、部分反射鏡、結晶、キセノンランプ、レーザー共振器、ビームエクスパウンダー、45度反射鏡、集光レンズ)
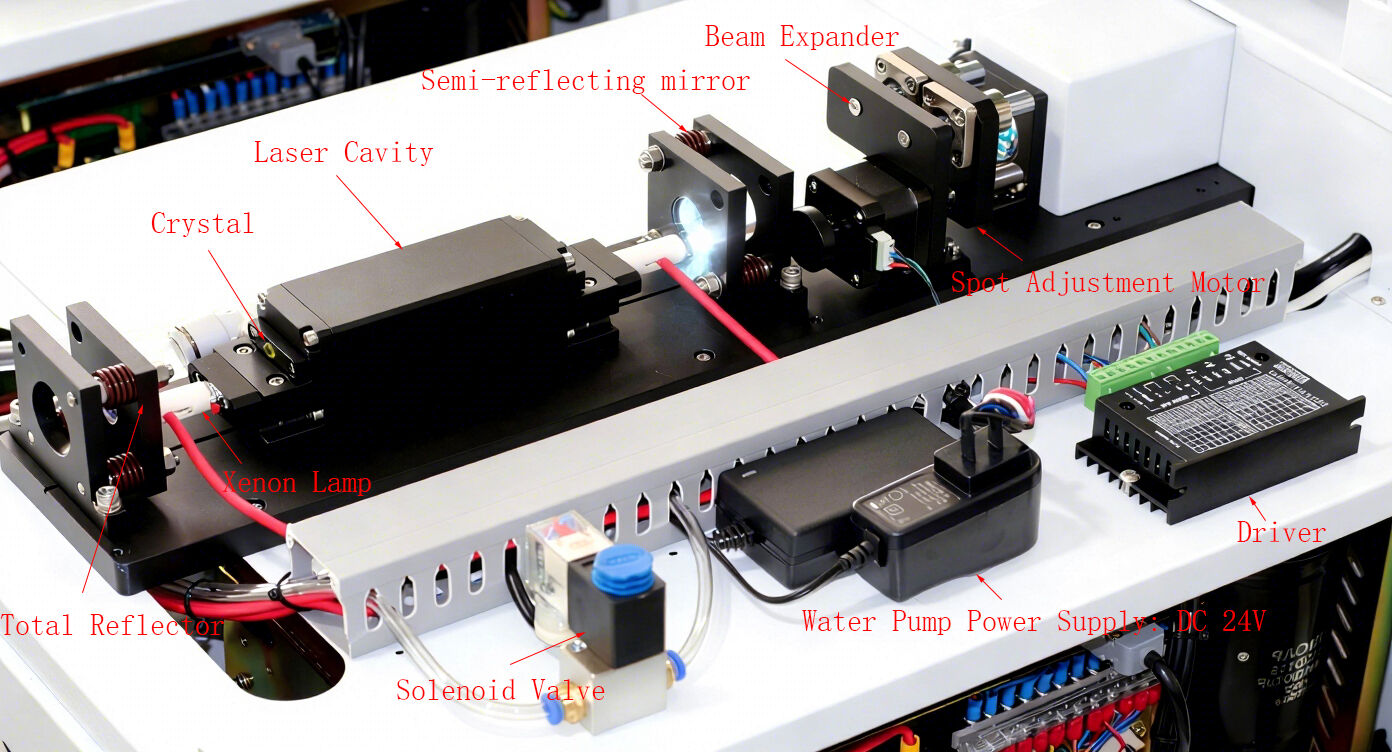
双眼接眼レンズ(倍率10倍)、右側接眼レンズには目盛り(レチクル)付き(倍率15倍もご用意しています)。

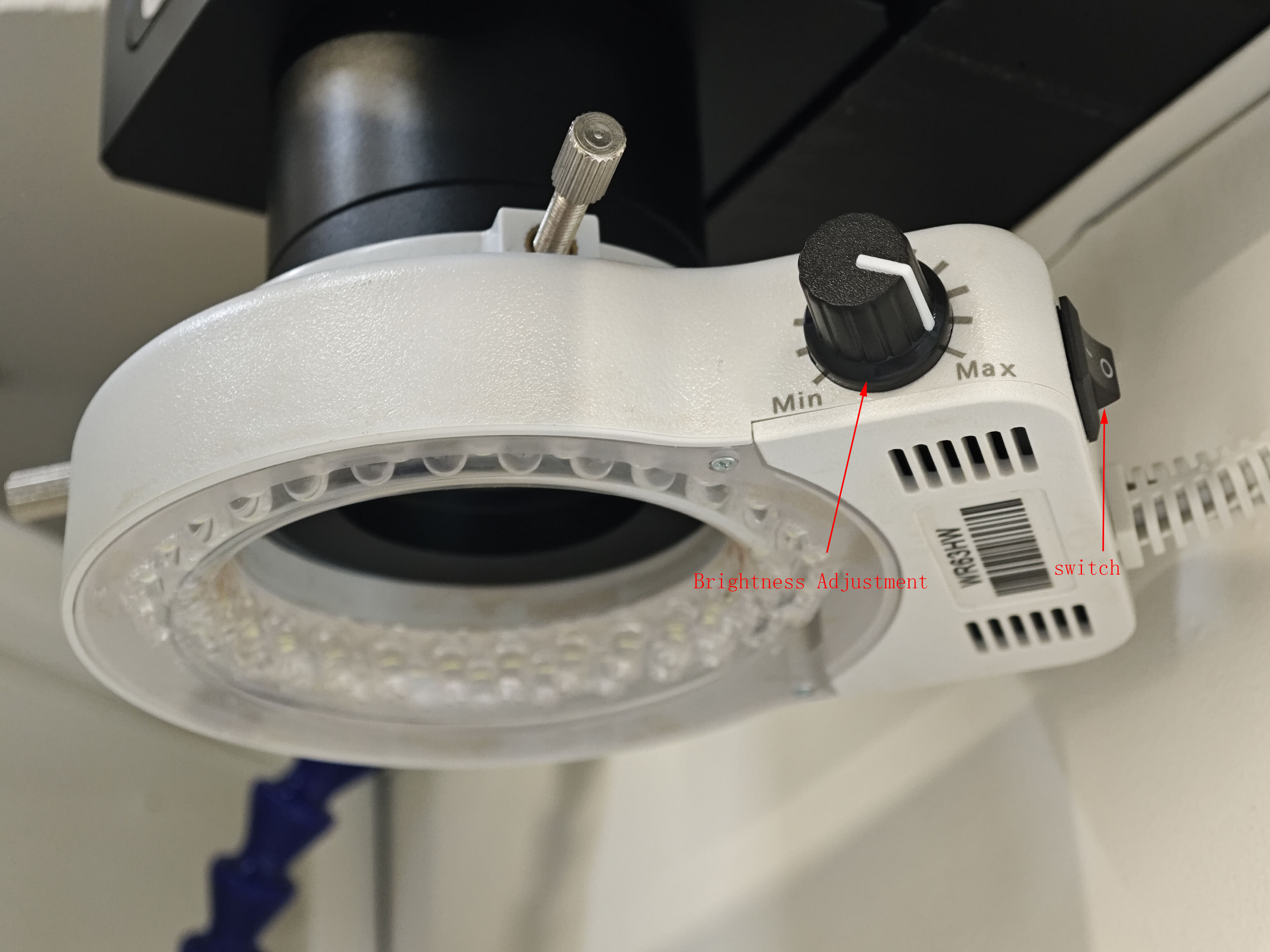
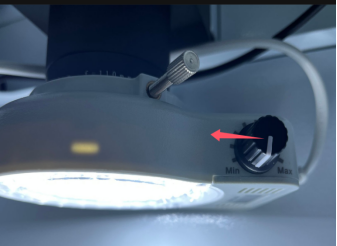
LED照明器具
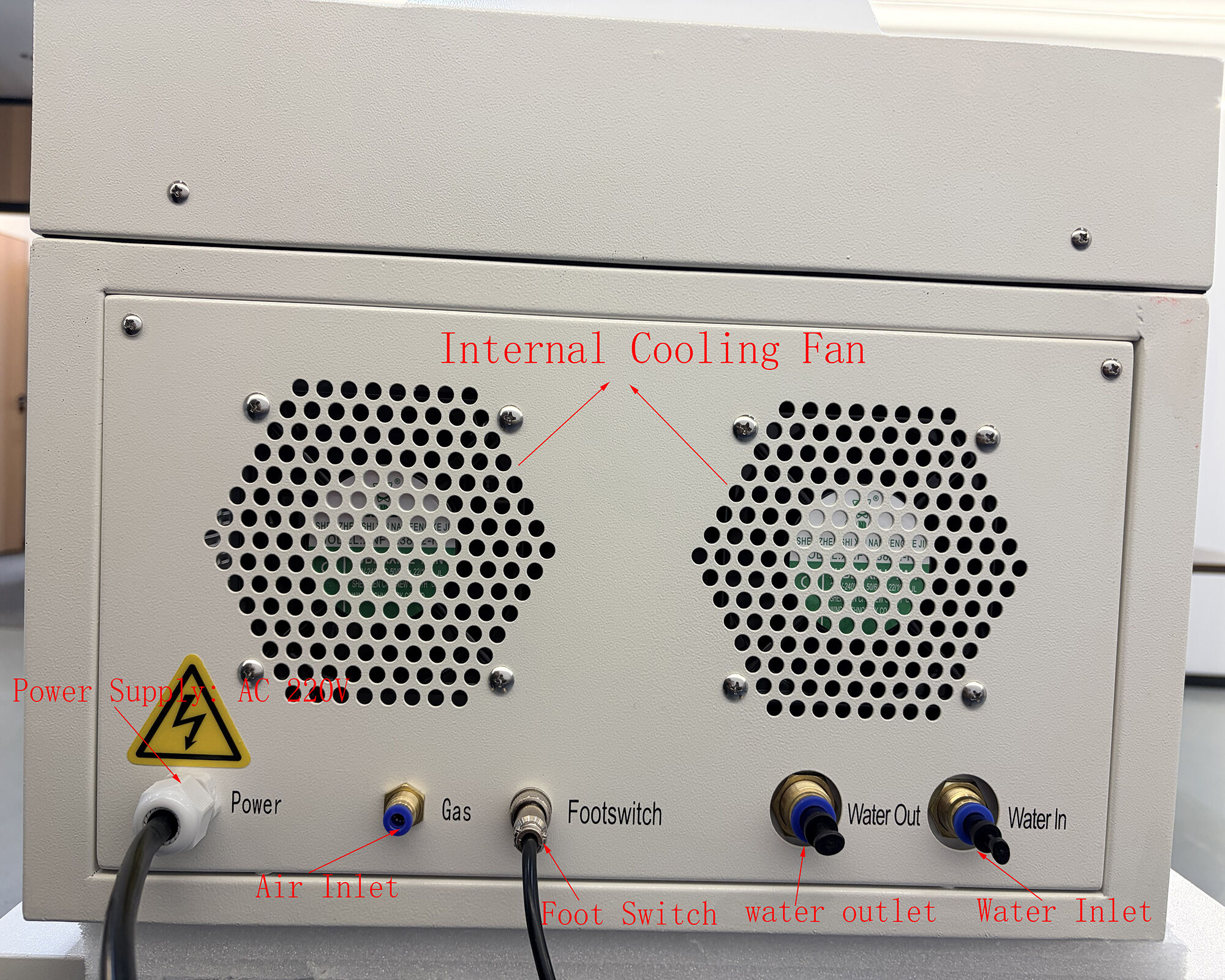
リアパネル機能概要
複数言語対応

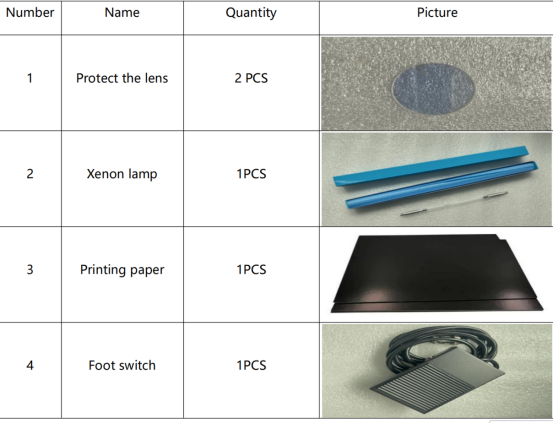
標準アクセサリー
製品パラメータ :
機械モデル |
Hs -J E20 オー |
最大レーザー出力 |
200W について |
レーザータイプ |
ヤグ |
レーザー波長 |
1064N m |
容量制御 |
1--100% |
パルス 幅調整 |
0.1--20MS |
レーザー溶接周波数 |
1-50H Z |
最大単パルスエネルギー |
100j |
顕微鏡 |
10x |
エネルギーの不安定性 |
<2% |
ビーム発散角 |
≤8mrad |
溶接幅 |
0.4~3mm |
焦点距離の溶接 |
F=110mm |
連続作業時間 |
16時間 |
騒音 |
≤60dB |
動作温度 |
55°F(13°C)- 95°F( 35◎c) |
動作湿度 |
5%-75% |
油霧 |
≤15mg/m³ |
検定 |
720P CCD 7インチ(十字線付き) |
必要なパワー |
AC22 0V±10% 50H Z/60Hz |
内部入力電源 |
3KW |
言語 |
中国語、英語、韓国語(カスタマイズ可能) |
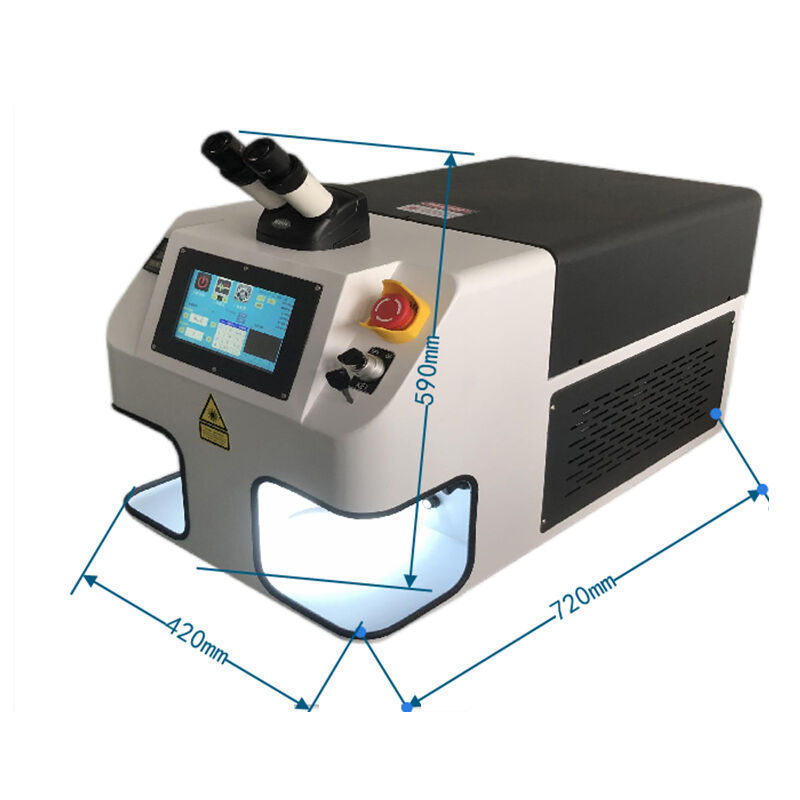
ネット サイズと重量 |
800*500*550mm 65体重 |
パッケージサイズと重量 |
930*710*620mm 85体重 |
注意事項:
1. まず、装置の単相作動電圧がAC220Vであり、ブレーカーの定格電流が15~25Aであることを確認してください。また、アース線は必ず正しく設置してください。
2. 作動環境温度は10~35℃とし、装置の要件に適合する湿度および空気中の粉塵濃度を確保してください。
3. 装置には純水または脱イオン水を用意する必要があります。また、定期的に交換してください( 使用していなくても )。一般的な交換周期は3か月以内であり、1か月に1回の交換が推奨されます。
4.本機内部には高電圧電源が搭載されています。分解および試験は、当社技術担当者の指示のもとで行う必要があります。
5.キセノンランプを交換した後は、光斑の調整が必要です。具体的な操作方法については、当社技術担当者までお問い合わせください。
6.本機が正常に動作している際は、十分な換気および放熱環境を確保してください。また、放熱ポートおよび換気ポートを遮らないでください。
設置および操作:
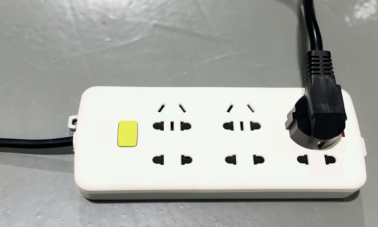
1.本機の電源ケーブルを外部電源に接続し、単相作動電圧がAC220V、ブレーカーの定格電流が15~25Aであることを確認してください。また、アース線は必ず正しく接続してください。
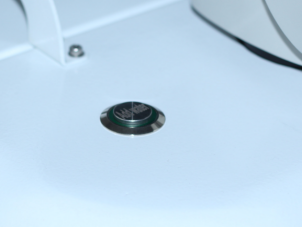
2.給水ホースの一端を給水口に、他端を水源に接続します。本機には純水または脱イオン水を充填する必要があり、定期的に交換してください( 使用していなくても )

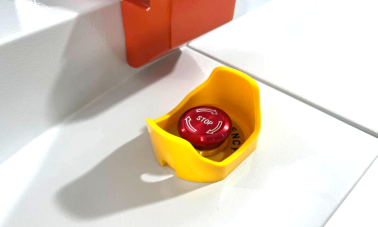
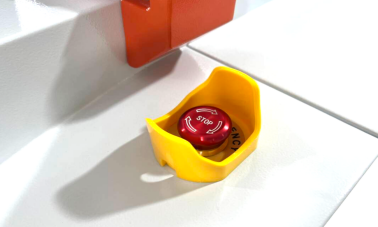
3. 緊急停止スイッチを引く
4. 機械の電源が正常に投入されると、操作画面および照明ランプが点灯し、機械内の冷蔵装置およびファンが回転し、音が聞こえる
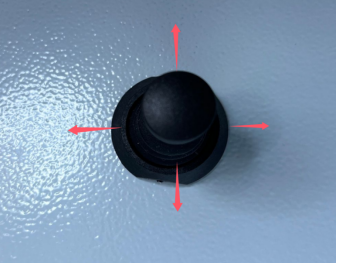
5. 「給水」スイッチを押してポンプを起動する。タンクが満水になると、ポンプは自動的に停止し、スイッチを押してゴム製プラグを給水口に挿入する

6. ペダルスイッチを機械のポートに接続する。


7. 溶接プロセスの要件に応じて、充填口にアルゴンガスを供給できる。必要ない場合は装着しなくてもよい。充填口を装着しない場合、製品の溶接部は黄色および黒色になるが、溶接品質には影響しない。本機には内部に自動ブローリング機能が備わっている

溶接操作:
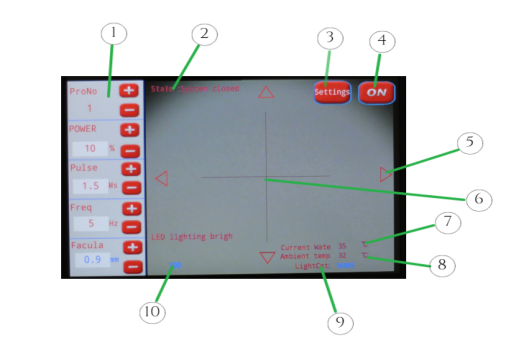
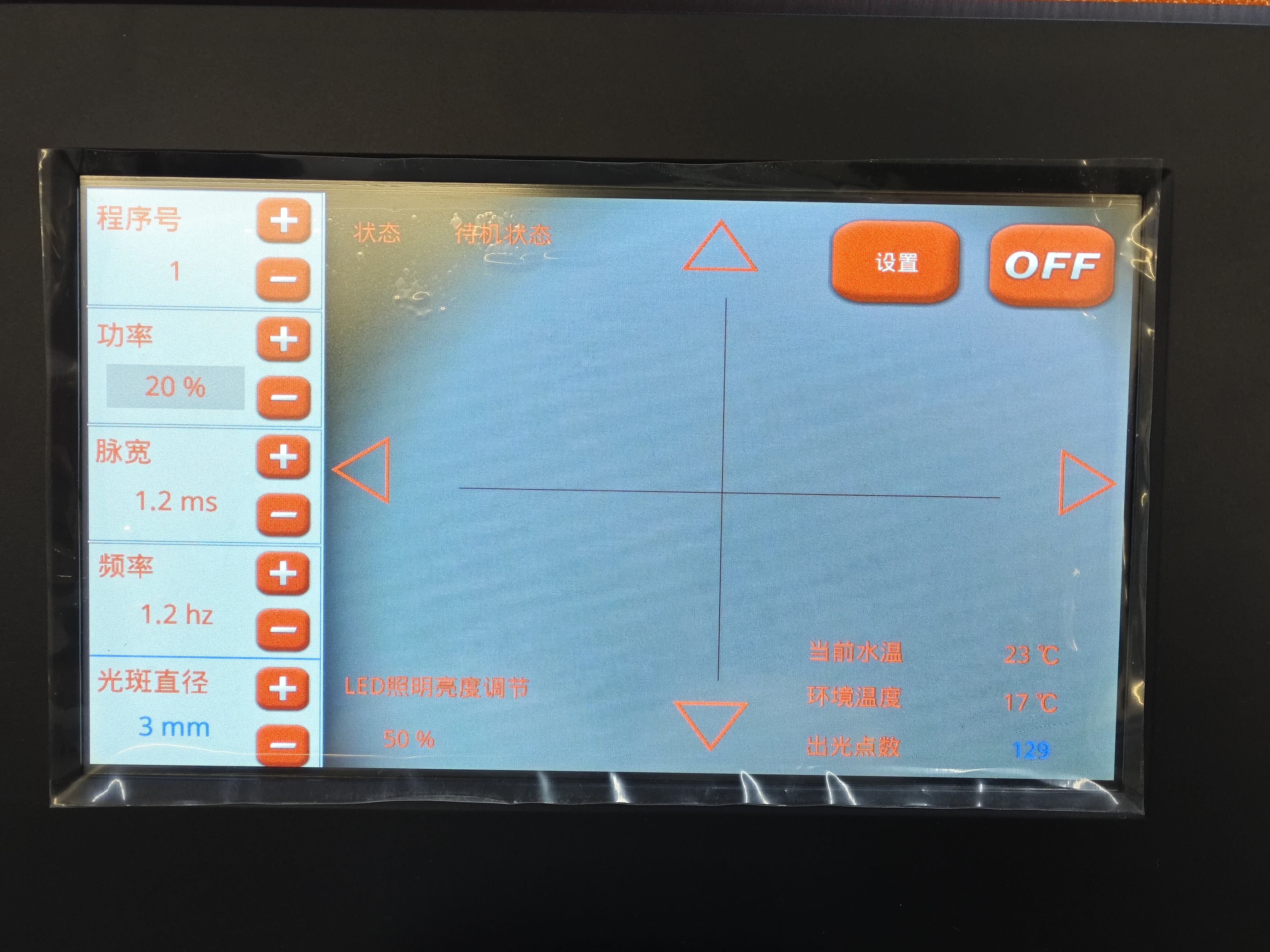
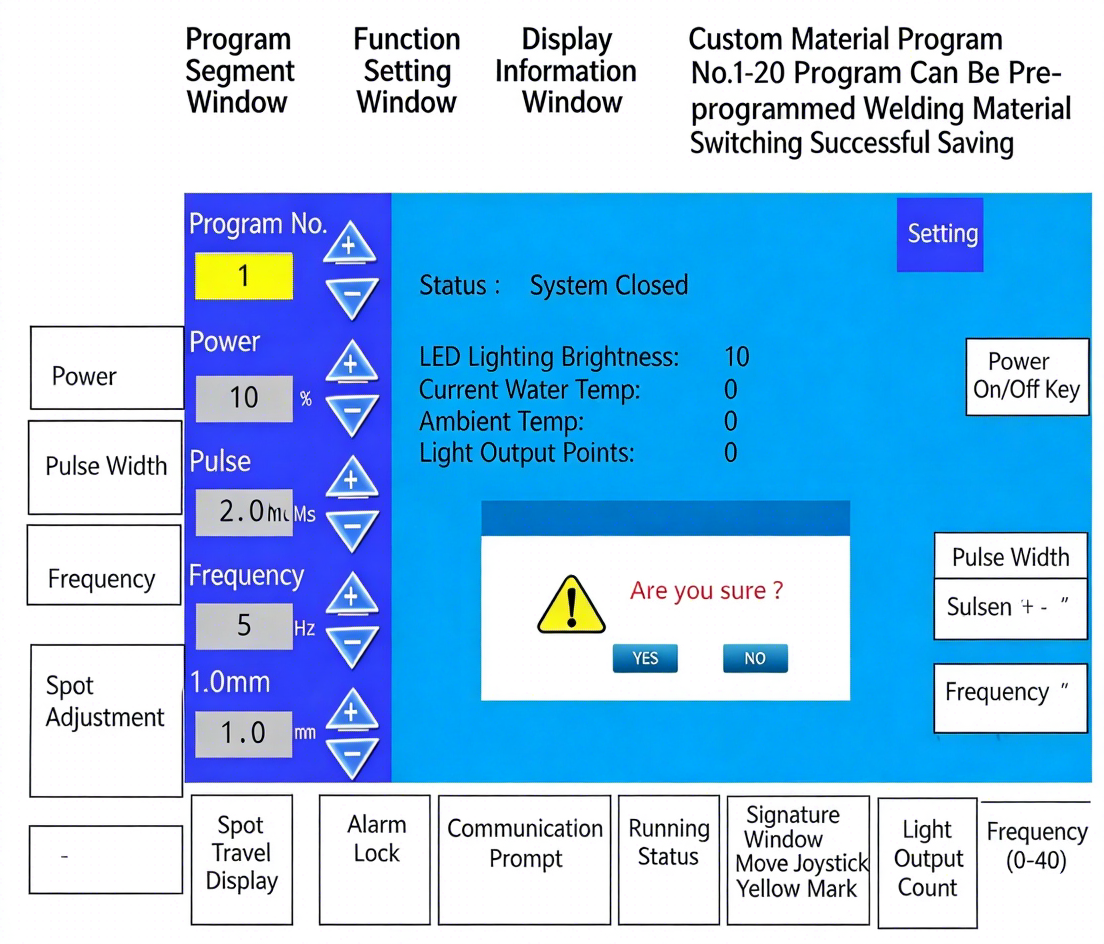
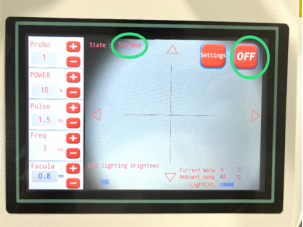
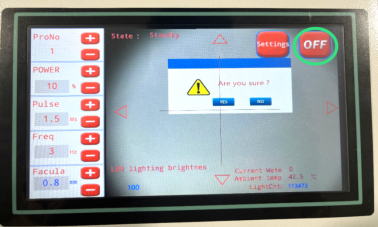
1.インターフェース機能の概要
| アイテム | 指定 |
| 1 | 選択されたプログラムおよびパラメーターの表示 |
| 2 | 機械の起動状態表示 |
| 3 | 機器内部パラメーターの設定および使用方法 |
| 4 | 電源オン/オフスイッチボタン |
| 5 | 4方向キー:溶接点が十字線の中心に来ていない場合に調整する |
| 6 | 十字線の中心点 |
| 7 | 実際のタンク温度表示 |
| 8 | 装置内部温度表示 |
| 9 | キセノンランプ出力回数 |
| 10 | 照明ランプの明るさ調整 |
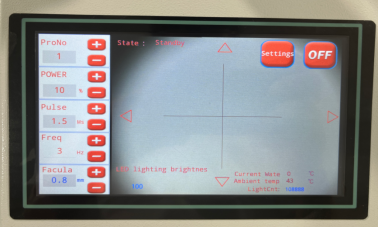
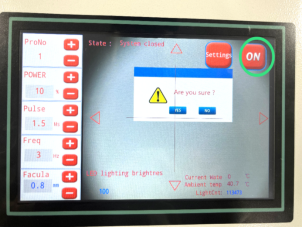
2. 画面上の「ON」をクリックして装置内部を起動します。約60秒後に装置が正常に起動します。「ON」が「OFF」に変わり、ステータスが「待機中」と表示されます。この状態で溶接パラメータを調整できます。
3. ペダルスイッチを操作すると、溶接ヘッドからレーザーが出力されます。
4. 顕微鏡を両眼で観察し、最も鮮明な部分を確認します。右側の接眼レンズ内には十字線が表示されており、その中心に溶接点が位置します。また、画面上でも十字線を確認できます。


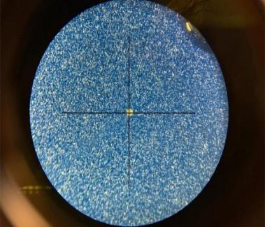
5. クロスレバーは上下左右の4方向に調整可能で、溶接パラメータを調整します
6. 照明ランプの明るさスイッチを調整します
シャットダウン手順:
1. 作業が終了し、シャットダウンする必要がある場合、画面上の「OFF」をクリックし、表示される指示に従ってください。約5秒かかります。
2. 次に、非常停止スイッチを押します。操作画面が消灯します。
3. 電源プラグを抜き、機器を電源から切り離します。
日常保守:
1. 機器を清潔・整頓された状態に保ち、適切な環境で使用してください。機器の外装面、顕微鏡、冷却用換気口(ほこりや異物の除去)については、毎日の清掃が必要です。
2. 機器に重い物体による衝撃、圧迫、積み重ねなどの外部からの力が加わらないようにしてください。
3. 冷却水は月1回交換してください。機器を使用していなかった場合でも、劣化しやすいため、必ず交換してください。
4. 保護レンズを毎日清掃するか、2~6か月ごとに交換してください。
5. 顕微鏡とCCD十字線中心間の位置合わせを点検・補正します。補正手順は以下の通りです:
① まず、装置の電源が正常に投入されていることを確認します。被加工物を観察システムの視野内に配置し、ゆっくりと焦点を調整して最も鮮明な画像を得ます。その後、十字線を所定の溶接ポイントに合わせ、フットスイッチを軽く踏んでレーザー出力を開始し、溶接を行います。
② CCDカメラの画角が鮮明に合焦している状態で、レーザースポットが十字線カーソルの正確な中心に現れない場合、十字線カーソルの位置を調整できます。この操作を行うには、画面の4辺のいずれかの中央点をクリックしてカーソル位置を移動させ、意図した溶接ポイントをカーソル中心に正確に位置合わせします。
6. キセノンランプは使用頻度に応じて必要に応じて交換してください。キセノンランプを交換した後は、感光紙を用いてレーザー光点の調整および位置合わせを行ってください。この手順に関する詳細な説明については、当社の技術スタッフにご相談のうえ、 instructional video(操作手順動画)をご請求ください。